Vous aimerez peut-être aussi
- ASNT-SNT-TC-1A - 2020 by William Mendoza, en EspañolDocument57 pagesASNT-SNT-TC-1A - 2020 by William Mendoza, en EspañolERNESTO ENRIQUE FERNANDEZ BAPTISTA94% (35)
- Plan de Rescate para Trabajo en Excavaciones o ZanjasDocument14 pagesPlan de Rescate para Trabajo en Excavaciones o ZanjasOscar Javier Tellez Rivera100% (2)
- AWS - Manual para La Certificación de Inspectores de SoldadurasDocument325 pagesAWS - Manual para La Certificación de Inspectores de SoldadurasOscar Javier Tellez RiveraPas encore d'évaluation
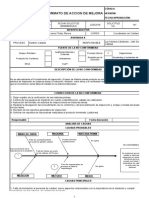
- Formato de Accion de MejoraDocument4 pagesFormato de Accion de MejoraOscar Javier Tellez RiveraPas encore d'évaluation
- Programa Estilos de Vida y Trabajo SaludableDocument15 pagesPrograma Estilos de Vida y Trabajo SaludableOscar Javier Tellez RiveraPas encore d'évaluation
- Ejemplo Plantilla Perfil CargoDocument2 pagesEjemplo Plantilla Perfil CargoOscar Javier Tellez RiveraPas encore d'évaluation
- 01 M1 Cartilla SeguridadVialDocument12 pages01 M1 Cartilla SeguridadVialoscar javier tellez riveraPas encore d'évaluation
- 01 M3 Cartilla 3 AtaqueCerebroVascularDocument8 pages01 M3 Cartilla 3 AtaqueCerebroVascularoscar javier tellez riveraPas encore d'évaluation
- Actividad 14 Elaboracion de Un Plan-De Compensacion. 02-12-2021Document12 pagesActividad 14 Elaboracion de Un Plan-De Compensacion. 02-12-2021Oscar Javier Tellez RiveraPas encore d'évaluation
- Guía Diligenciamiento BitácoraDocument3 pagesGuía Diligenciamiento BitácoraKathe Zornosa0% (2)
- Procedimiento para Trabajo en ExcavacionesDocument14 pagesProcedimiento para Trabajo en ExcavacionesOscar Javier Tellez Rivera100% (1)
- Instructivo Bitacora Digital AprendicesDocument18 pagesInstructivo Bitacora Digital AprendicesOscar Javier Tellez RiveraPas encore d'évaluation
- MC SEDINCO LTDAmanual de CalidadDocument16 pagesMC SEDINCO LTDAmanual de CalidadOscar Javier Tellez RiveraPas encore d'évaluation
- Beneficios de ISO 9001Document26 pagesBeneficios de ISO 9001NataliaPas encore d'évaluation
- Solicitud de EquiposDocument1 pageSolicitud de EquiposOscar Javier Tellez RiveraPas encore d'évaluation
- Espacios Confinados - Limpieza de TuberiaDocument10 pagesEspacios Confinados - Limpieza de TuberiaOscar Javier Tellez RiveraPas encore d'évaluation
- Aotocuidado GuillermoCardenasHernandezDocument14 pagesAotocuidado GuillermoCardenasHernandezOscar Javier Tellez RiveraPas encore d'évaluation
- Extintor ABCDocument5 pagesExtintor ABCOscar Javier Tellez Rivera100% (2)
- Espacios Confinados 11aDocument25 pagesEspacios Confinados 11aOscar Javier Tellez RiveraPas encore d'évaluation
- Evidencia 2 Diagrama de Flujo Importancia Del Medioambiente en La Empresa PDFDocument2 pagesEvidencia 2 Diagrama de Flujo Importancia Del Medioambiente en La Empresa PDFjohnPas encore d'évaluation
- Plan Estratégico de VentasDocument13 pagesPlan Estratégico de VentasOscar Javier Tellez RiveraPas encore d'évaluation
- Espacio ConfinadoDocument4 pagesEspacio ConfinadoOscar Javier Tellez RiveraPas encore d'évaluation
- 2017.anexo 2Document21 pages2017.anexo 2Anonymous qgFaQ5C0aPas encore d'évaluation
- Abrasivos DeWaltDocument27 pagesAbrasivos DeWaltwladimir imbaquingoPas encore d'évaluation
- Guillermo Cardenas HernandezDocument63 pagesGuillermo Cardenas HernandezJazmina Carpio PerezPas encore d'évaluation
- Dilenciamiento de Permisos para Espacvios ConfinadosDocument13 pagesDilenciamiento de Permisos para Espacvios ConfinadosOscar Javier Tellez RiveraPas encore d'évaluation
- EHS P 40 FC PermisoEscritoTrabajosAltoRiesgoPETAR IzajeGruasDocument1 pageEHS P 40 FC PermisoEscritoTrabajosAltoRiesgoPETAR IzajeGruasEmerson GomezPas encore d'évaluation
- Formatos de Mantenimiento IndustrialDocument15 pagesFormatos de Mantenimiento Industrialguyglesias100% (10)
- Análisis de RiesgosDocument4 pagesAnálisis de RiesgosOscar Javier Tellez Rivera0% (1)
- Riesgo ErgonomicoDocument4 pagesRiesgo ErgonomicoOscar Javier Tellez RiveraPas encore d'évaluation
- 4A Codiseño Del Programa Analitico JEZBELDocument6 pages4A Codiseño Del Programa Analitico JEZBELKdt Kdt EducativoPas encore d'évaluation
- Extinción Del Contrato de Trabajo (Grisolía)Document19 pagesExtinción Del Contrato de Trabajo (Grisolía)DanielPas encore d'évaluation
- Proteger Los IsquiotibialesDocument4 pagesProteger Los IsquiotibialesYogayeducacionPas encore d'évaluation
- Triptico Ups 2022Document2 pagesTriptico Ups 2022Gabriela CalderasPas encore d'évaluation
- Sexologia EvolucionDocument2 pagesSexologia EvolucionTorrealba JuditasPas encore d'évaluation
- Plan de Desarrollo 2020 Tierralta V FinalDocument377 pagesPlan de Desarrollo 2020 Tierralta V FinalAndres YanezPas encore d'évaluation
- Entornos de EscritorioDocument11 pagesEntornos de EscritoriodialgarodPas encore d'évaluation
- Primera Entrega-Semana 3. Proyecto Evaluacion de ProyectosDocument19 pagesPrimera Entrega-Semana 3. Proyecto Evaluacion de ProyectosMaryi CamposPas encore d'évaluation
- Dogmatica NeoclásicaDocument4 pagesDogmatica NeoclásicaMary OjedaPas encore d'évaluation
- Modelo de IPERCDocument1 pageModelo de IPERCMECAUNSAAC0% (1)
- RESEÑA HISTORICA MaDocument3 pagesRESEÑA HISTORICA MaRamsses MoncadaPas encore d'évaluation
- INVENTARIOSDocument6 pagesINVENTARIOSMarlin Yomara Gutierrez AldanaPas encore d'évaluation
- La DiscriminaciónDocument29 pagesLa DiscriminaciónYohana RafaellaPas encore d'évaluation
- Muros Con Contrafuertes (2) ExpoDocument9 pagesMuros Con Contrafuertes (2) ExpojoestePas encore d'évaluation
- Educasex Libro CompletoDocument216 pagesEducasex Libro CompletoJosé Luis Moreno Montes de OcaPas encore d'évaluation
- Informe 1Document5 pagesInforme 1Brandon Michaell Amed Valdivia NavarroPas encore d'évaluation
- Delitos AmbientalesDocument5 pagesDelitos AmbientalesAnonymous tI6cgOO7NAPas encore d'évaluation
- Doc. para Mapa Conceptual Act. Fisica y Salud Act. 3.3 Punto 4Document5 pagesDoc. para Mapa Conceptual Act. Fisica y Salud Act. 3.3 Punto 4jose mendozaPas encore d'évaluation
- Conceptos Básicos y Nociones de Lubricación GeneralDocument9 pagesConceptos Básicos y Nociones de Lubricación GeneralJared GarciaPas encore d'évaluation
- OFICIO DGPI MEF Chosica Reformuldo PmiDocument11 pagesOFICIO DGPI MEF Chosica Reformuldo PmialexisPas encore d'évaluation
- Kittel Ekklesia PDFDocument6 pagesKittel Ekklesia PDFMauricio LopezPas encore d'évaluation
- Producto Académico #3Document3 pagesProducto Académico #3Gustavo Rodrigo Choque GomezPas encore d'évaluation
- Plan de Manejo AmbientalDocument5 pagesPlan de Manejo AmbientalGlover C. Mamani CariPas encore d'évaluation
- ¿Por Qué Cuesta Tanto Hacer La Tesis - ParaguayDocument8 pages¿Por Qué Cuesta Tanto Hacer La Tesis - Paraguaybrrn21Pas encore d'évaluation
- Foro Dibujo TecnicoDocument3 pagesForo Dibujo TecnicoAlanPas encore d'évaluation
- Tutoria 8Document4 pagesTutoria 8CELIA BRENDA CAMACHO CRUZPas encore d'évaluation
- PROYECTODocument12 pagesPROYECTOjosePas encore d'évaluation
- ACA 2 Ecuaciones Diferenciales GRUPO BDocument9 pagesACA 2 Ecuaciones Diferenciales GRUPO BElliott Torres CratzPas encore d'évaluation
- Juego BiblicoDocument41 pagesJuego BiblicoTania MartínezPas encore d'évaluation
- Taller Est 3°4°5° Empresarios ExitososDocument3 pagesTaller Est 3°4°5° Empresarios ExitososMULATINOX COLOMBIAPas encore d'évaluation