Vous aimerez peut-être aussi
- Universidad Mariano Galvez de Guatemala: Ingenieria Industrial Diario Vespertina Acta 35-17 9.04 2017-05-24Document2 pagesUniversidad Mariano Galvez de Guatemala: Ingenieria Industrial Diario Vespertina Acta 35-17 9.04 2017-05-24Alejandro GarciaPas encore d'évaluation
- La Documentación Técnica de Obra. Los Planos MunicipalesDocument21 pagesLa Documentación Técnica de Obra. Los Planos Municipalescampusvirtualort92% (12)
- Comando SDocument48 pagesComando SDario Lescano100% (2)
- Análisis de Falla de Un Eje de Piñón Cónico de Maquinaria AgrícolaDocument7 pagesAnálisis de Falla de Un Eje de Piñón Cónico de Maquinaria AgrícolaPablo German TouriñanPas encore d'évaluation
- Comercios Provis MastercardDocument4 pagesComercios Provis MastercardDiego Victor Arrasco MontoyaPas encore d'évaluation
- Atmos Wave Awas-6 Letter PDF - En.esDocument4 pagesAtmos Wave Awas-6 Letter PDF - En.esDiego Victor Arrasco MontoyaPas encore d'évaluation
- ShouldDocument4 pagesShouldDiego Victor Arrasco MontoyaPas encore d'évaluation
- Clase3 ArduinoDocument9 pagesClase3 ArduinoDiego Victor Arrasco MontoyaPas encore d'évaluation
- ModbusDocument5 pagesModbusDiego Victor Arrasco MontoyaPas encore d'évaluation
- Clase1 PresentaciónDocument20 pagesClase1 PresentaciónDiego Victor Arrasco MontoyaPas encore d'évaluation
- Bebida funcional aguaje-steviaDocument12 pagesBebida funcional aguaje-steviaDiego Victor Arrasco MontoyaPas encore d'évaluation
- Atmos Wave Awas-6 Letter PDF - En.esDocument4 pagesAtmos Wave Awas-6 Letter PDF - En.esDiego Victor Arrasco MontoyaPas encore d'évaluation
- Solicitud INSTDocument1 pageSolicitud INSTreyvaj-jmjPas encore d'évaluation
- STEVIADocument4 pagesSTEVIADiego Victor Arrasco MontoyaPas encore d'évaluation
- Clase3 ArduinoDocument9 pagesClase3 ArduinoDiego Victor Arrasco MontoyaPas encore d'évaluation
- Sicoin IiDocument3 pagesSicoin IiDiego Victor Arrasco MontoyaPas encore d'évaluation
- Present PerfectDocument4 pagesPresent PerfectDiego Victor Arrasco MontoyaPas encore d'évaluation
- Clase1 PresentaciónDocument20 pagesClase1 PresentaciónDiego Victor Arrasco MontoyaPas encore d'évaluation
- Diapo PDSDocument82 pagesDiapo PDSDiego Victor Arrasco MontoyaPas encore d'évaluation
- Laboratorio de ElectricosDocument6 pagesLaboratorio de ElectricosDiego Victor Arrasco MontoyaPas encore d'évaluation
- Profesiones y OcupacionesDocument3 pagesProfesiones y OcupacionesDiego Victor Arrasco MontoyaPas encore d'évaluation
- wh- questionsDocument3 pageswh- questionsDiego Victor Arrasco MontoyaPas encore d'évaluation
- Pasos de Instalacion - Tia PortalDocument2 pagesPasos de Instalacion - Tia PortalDiego Victor Arrasco MontoyaPas encore d'évaluation
- Laboratorio 5 SintetizadorDocument3 pagesLaboratorio 5 SintetizadorDiego Victor Arrasco MontoyaPas encore d'évaluation
- Informe de ElectronicosIIIDocument5 pagesInforme de ElectronicosIIIRogerChamayaPas encore d'évaluation
- Ns EspañolDocument17 pagesNs EspañolDiego Victor Arrasco MontoyaPas encore d'évaluation
- FORMULACION - MERCADO INFORMAL ModificadoDocument22 pagesFORMULACION - MERCADO INFORMAL ModificadoDiego Victor Arrasco MontoyaPas encore d'évaluation
- Diapo PDSDocument82 pagesDiapo PDSDiego Victor Arrasco MontoyaPas encore d'évaluation
- 3° Informe de electronicosIIIDocument6 pages3° Informe de electronicosIIIDiego Victor Arrasco MontoyaPas encore d'évaluation
- Informe de ElectronicosIIIDocument5 pagesInforme de ElectronicosIIIRogerChamayaPas encore d'évaluation
- Fuentes No ReguladasDocument8 pagesFuentes No ReguladasDiego Victor Arrasco MontoyaPas encore d'évaluation
- Analisis 3Document3 pagesAnalisis 3Diego Victor Arrasco MontoyaPas encore d'évaluation
- 2° Informe de electronicosIIIDocument4 pages2° Informe de electronicosIIIDiego Victor Arrasco MontoyaPas encore d'évaluation
- Catalogo Museo Arqueologico Xochimilco 1Document25 pagesCatalogo Museo Arqueologico Xochimilco 1Marti H JPas encore d'évaluation
- Catalogo ElectricaDocument12 pagesCatalogo ElectricaAlejandro Céspedes MendietaPas encore d'évaluation
- Ingeniería de Los Incas 2Document9 pagesIngeniería de Los Incas 2CueLLiDurOPas encore d'évaluation
- 1.1.3 4 Acu Cimiento Corrido - Blanco AlDocument20 pages1.1.3 4 Acu Cimiento Corrido - Blanco AlHth HaRrii SanchezPas encore d'évaluation
- Silabos Redaccion Comercial y Adm.Document6 pagesSilabos Redaccion Comercial y Adm.Zegarra RichardPas encore d'évaluation
- Divisiones Basicas Del TrabajoDocument6 pagesDivisiones Basicas Del TrabajoJunior_S_Casti_4572Pas encore d'évaluation
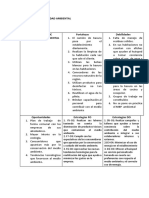
- Foda Sostenibilidad AmbientalDocument2 pagesFoda Sostenibilidad AmbientalMICHAEL ADRIAN PEREYRA ROJASPas encore d'évaluation
- Construcción y Desarrollo SostenibleDocument15 pagesConstrucción y Desarrollo SostenibleErick ALdabaPas encore d'évaluation
- Características Del AdobeDocument3 pagesCaracterísticas Del AdobeMiguel Angel Machaca Bedregal100% (1)
- 06-Tapas y RejillasDocument18 pages06-Tapas y Rejillasjaleva81Pas encore d'évaluation
- El Lean Manufacturing y Sus Principales HerramientasDocument18 pagesEl Lean Manufacturing y Sus Principales HerramientasEma Rangel EstradaPas encore d'évaluation
- Para Exponer Mallas de Perforacion en Mineria SubterraneaDocument21 pagesPara Exponer Mallas de Perforacion en Mineria SubterraneaÁlvaroAresApazaVascuencePas encore d'évaluation
- Ciencia y TecnologiaDocument19 pagesCiencia y TecnologiaEver Hernandez CogolloPas encore d'évaluation
- Informe Lab Corrosión ActualDocument14 pagesInforme Lab Corrosión ActualJames Ordinola ArmasPas encore d'évaluation
- Historia Del Tejido I - UnajDocument12 pagesHistoria Del Tejido I - UnajRIckangel12100% (1)
- Rendimiento y Productividad de Equipos en MineriaDocument37 pagesRendimiento y Productividad de Equipos en MineriaJoseph Vasquez100% (1)
- Operacion de ScooptramDocument11 pagesOperacion de Scooptramjlvt100% (1)
- Muestreo isocinético de MP en fuentes fijasDocument34 pagesMuestreo isocinético de MP en fuentes fijasLuis Víctor100% (1)
- Reglamento de seguridad y salud ocupacional para explosivosDocument11 pagesReglamento de seguridad y salud ocupacional para explosivosjohnPas encore d'évaluation
- Motores Diesel: Diagnóstico y MantenimientoDocument357 pagesMotores Diesel: Diagnóstico y MantenimientoAminRasconRamos67% (3)
- Diseño Higiénico en La Industria AlimentariaDocument6 pagesDiseño Higiénico en La Industria AlimentariadanielPas encore d'évaluation
- Criterios para Diseà Ar Sistemas de Aire AcondicionadoDocument7 pagesCriterios para Diseà Ar Sistemas de Aire Acondicionadoridik_3000Pas encore d'évaluation
- Memoria Descriptiva-Pomata YorohocoDocument8 pagesMemoria Descriptiva-Pomata YorohocoMiguelangel ArruePas encore d'évaluation
- Campos ProductivosDocument9 pagesCampos ProductivosHenry Mist100% (1)
- Espaciamiento Minimo Del RefuerzoDocument4 pagesEspaciamiento Minimo Del RefuerzoLurdesVelasqueGPas encore d'évaluation
- Accesorios compresión PP técnicas característicasDocument1 pageAccesorios compresión PP técnicas característicasAnonymous h5uTxGvcPas encore d'évaluation