Vous aimerez peut-être aussi
- Seminarski Engleski JezikDocument15 pagesSeminarski Engleski JezikBojan MarkovicPas encore d'évaluation
- Lab Sheets - Autumn SemesterDocument18 pagesLab Sheets - Autumn SemesterLim Kuan YuPas encore d'évaluation
- Elastic/Plastic Deformation (Chapter 6canggaan)Document11 pagesElastic/Plastic Deformation (Chapter 6canggaan)qc12345Pas encore d'évaluation
- Deformation (Engineering) - Wikipedia, The Free EncyclopediaDocument2 pagesDeformation (Engineering) - Wikipedia, The Free Encyclopediadidodido_67Pas encore d'évaluation
- Plasticity-Failure Theories Lecture NotesDocument12 pagesPlasticity-Failure Theories Lecture Noteszaheer50% (2)
- Strength of Materials by AliDocument22 pagesStrength of Materials by AliAdnan MalikPas encore d'évaluation
- Mechanical Properties of MetalsDocument258 pagesMechanical Properties of MetalsIsza Marie N. SocorinPas encore d'évaluation
- Jimma Institute of Technology: Product Design Mechanical PropertiesDocument26 pagesJimma Institute of Technology: Product Design Mechanical PropertiesfayzaPas encore d'évaluation
- A.Mechanical Properties of Engineering Materials: F/A F/ADocument11 pagesA.Mechanical Properties of Engineering Materials: F/A F/AsrknotesPas encore d'évaluation
- Deformation (Engineering) : Materials Science ForceDocument5 pagesDeformation (Engineering) : Materials Science ForcepajamsaepPas encore d'évaluation
- Plasticity Failure Theories Lecture Notes PDFDocument12 pagesPlasticity Failure Theories Lecture Notes PDFVeli YılmazPas encore d'évaluation
- Plasticity LectureDocument17 pagesPlasticity LectureOptimMart InternationalePas encore d'évaluation
- Mechanical Properties of Materials NotesDocument28 pagesMechanical Properties of Materials NotesMat MatttPas encore d'évaluation
- Elasticity SAYEDDocument39 pagesElasticity SAYEDYousef Adel HassanenPas encore d'évaluation
- DocumentDocument17 pagesDocumentRizwan ArshadPas encore d'évaluation
- Lecture VVI 24 3 2020 10 40-12 40 Chitra Physics Electronics UPI-32511204Document10 pagesLecture VVI 24 3 2020 10 40-12 40 Chitra Physics Electronics UPI-32511204Chaitali KutePas encore d'évaluation
- Lecture # 2 MechanicalPropertiesDocument59 pagesLecture # 2 MechanicalPropertiesAhmad ZafarPas encore d'évaluation
- Chapter 6. Mechanical Properties of MetalsDocument6 pagesChapter 6. Mechanical Properties of MetalsyshokeenPas encore d'évaluation
- Module 1 Theory of PlasticityDocument20 pagesModule 1 Theory of Plasticityxavier sethuPas encore d'évaluation
- MSM Unit 1 Chap 2Document7 pagesMSM Unit 1 Chap 2rakeshpatkar332Pas encore d'évaluation
- Assignment No. 5 JJJJJJDocument9 pagesAssignment No. 5 JJJJJJNicholas Bonn SingPas encore d'évaluation
- Material ScienceDocument16 pagesMaterial ScienceAnish BabuPas encore d'évaluation
- Yield Strength, Elastic Limit, and Ultimate StrengthDocument4 pagesYield Strength, Elastic Limit, and Ultimate StrengthBianca MihalachePas encore d'évaluation
- Chem 3Document16 pagesChem 3Nicholas Bonn SingPas encore d'évaluation
- Tugas Bahan Kontruksi Teknik Kimia Part 3Document17 pagesTugas Bahan Kontruksi Teknik Kimia Part 3Ervan BowoPas encore d'évaluation
- Mechanical Properties of MetalsDocument6 pagesMechanical Properties of MetalsvinothenergyPas encore d'évaluation
- Ch. 6 Mechanical PropertiesDocument10 pagesCh. 6 Mechanical Propertiesravi hargassnerPas encore d'évaluation
- Material Failure AnalysisDocument9 pagesMaterial Failure Analysiskanakarao1Pas encore d'évaluation
- EmmDocument18 pagesEmmrajasamygopalPas encore d'évaluation
- 1.6 Mechanical PropertiesDocument3 pages1.6 Mechanical PropertiesMAGINPas encore d'évaluation
- Chapter 7 Dislocations and Strengthening MechanismsDocument5 pagesChapter 7 Dislocations and Strengthening Mechanismsapril heramizPas encore d'évaluation
- Stress Strain CurveDocument3 pagesStress Strain Curveafaq AhmadPas encore d'évaluation
- Materials Selection For DesignDocument26 pagesMaterials Selection For DesignBerk TekinPas encore d'évaluation
- Unofficial ExampleManual SSUDocument17 pagesUnofficial ExampleManual SSUsumeet.beaconPas encore d'évaluation
- AST 212 M2 2021 Strength of MaterialsDocument15 pagesAST 212 M2 2021 Strength of MaterialsJessa BadilloPas encore d'évaluation
- Stre GHTDocument12 pagesStre GHTCARLOS OLIVEROSPas encore d'évaluation
- Strength and Phase Diagrams NotesDocument21 pagesStrength and Phase Diagrams Notessteve gateriPas encore d'évaluation
- Solid Solution Strengthening Is A Type ofDocument7 pagesSolid Solution Strengthening Is A Type ofkarthik3071988Pas encore d'évaluation
- Ductile MaterialsDocument2 pagesDuctile MaterialssaruPas encore d'évaluation
- Lecture 11Document6 pagesLecture 11Mechanical ZombiePas encore d'évaluation
- Fundamentals of Deformation - Tec-ScienceDocument8 pagesFundamentals of Deformation - Tec-ScienceKASHFI UDDINPas encore d'évaluation
- Engineering Fundamentals RefreshDocument9 pagesEngineering Fundamentals RefreshA.K.M. MOBAROKPas encore d'évaluation
- Materials PropertiesDocument4 pagesMaterials PropertiesSultan RomiPas encore d'évaluation
- Engineering MaterialsDocument64 pagesEngineering MaterialsDARLENE JOY C. BAUTISTAPas encore d'évaluation
- MAT E 202 - Final Exam NotesDocument16 pagesMAT E 202 - Final Exam NotesjordhonPas encore d'évaluation
- 08 Plasticity 01 IntroductionDocument11 pages08 Plasticity 01 Introductionabhi16Pas encore d'évaluation
- Strength of MaterialsDocument7 pagesStrength of Materialsletter_ashish4444100% (1)
- Plasticity (Physics) PDFDocument4 pagesPlasticity (Physics) PDFzidaaanPas encore d'évaluation
- Chem 131......... 2Document13 pagesChem 131......... 2Nicholas Bonn SingPas encore d'évaluation
- Answers ChemistryDocument18 pagesAnswers ChemistryHeba HaddadPas encore d'évaluation
- Cornell MS&E 2061 ©2008 Shefford P. BakerDocument8 pagesCornell MS&E 2061 ©2008 Shefford P. Bakerzhu_shaobo88Pas encore d'évaluation
- Deformation and Fracture Mechanics SolutionDocument28 pagesDeformation and Fracture Mechanics SolutionSam Iguana100% (4)
- LibreroDocument4 pagesLibreroEdgar GajoPas encore d'évaluation
- Fracture Toughness K1c and Toughness GCDocument5 pagesFracture Toughness K1c and Toughness GCEric Arriaga AltamiranoPas encore d'évaluation
- Properties of Construction Materials and Their Stress/strain BehaviourDocument15 pagesProperties of Construction Materials and Their Stress/strain BehaviourOmokhiboria JoshuaPas encore d'évaluation
- Strengthening MechanismsDocument21 pagesStrengthening MechanismsBren SisonPas encore d'évaluation
- Week 3 Elastic Strength and Failures of MaterialsDocument11 pagesWeek 3 Elastic Strength and Failures of MaterialsSamantha NamzugPas encore d'évaluation
- The Mechanical Properties of Wood: Including a Discussion of the Factors Affecting the Mechanical Properties, and Methods of Timber TestingD'EverandThe Mechanical Properties of Wood: Including a Discussion of the Factors Affecting the Mechanical Properties, and Methods of Timber TestingPas encore d'évaluation
- Queuing Model: Basic TerminologiesDocument11 pagesQueuing Model: Basic TerminologiesHamzaPas encore d'évaluation
- TI C5510 Assembly ProgrammingDocument21 pagesTI C5510 Assembly ProgrammingWinsweptPas encore d'évaluation
- Pip Delete This DirectoryDocument1 pagePip Delete This DirectoryAnurag SemwalPas encore d'évaluation
- Layout Proposal CSD 17 5613Document1 pageLayout Proposal CSD 17 5613Cesar Garay RangelPas encore d'évaluation
- MBA MCA Fee 2012Document53 pagesMBA MCA Fee 2012Sudhir KumarPas encore d'évaluation
- Ambience LightingDocument340 pagesAmbience Lightingdambe22Pas encore d'évaluation
- Instruction Manual: Digital CameraDocument201 pagesInstruction Manual: Digital CameraalelendoPas encore d'évaluation
- Medical Development PowerPoint TemplateDocument16 pagesMedical Development PowerPoint TemplatesugamPas encore d'évaluation
- 1.draw The Circuit Diagram of A Mod-16 Asynchronous Counter and Explain Its Working WithDocument4 pages1.draw The Circuit Diagram of A Mod-16 Asynchronous Counter and Explain Its Working WithRajeshwari SPas encore d'évaluation
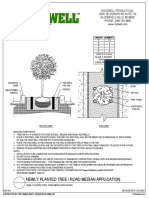
- Newly Planted Tree / Road Median ApplicationDocument1 pageNewly Planted Tree / Road Median ApplicationmooolkaPas encore d'évaluation
- PL010 PUPI Technical Information REV01.2016 PDFDocument16 pagesPL010 PUPI Technical Information REV01.2016 PDFAhmed TahaPas encore d'évaluation
- Raghad Kamel's ResumeDocument7 pagesRaghad Kamel's ResumeMostafa Mohamed GamalPas encore d'évaluation
- Attitude Summary MFDocument8 pagesAttitude Summary MFAraz YagubluPas encore d'évaluation
- Lesson 15 Validity of Measurement and Reliability PDFDocument3 pagesLesson 15 Validity of Measurement and Reliability PDFMarkChristianRobleAlmazanPas encore d'évaluation
- Data Communication and Computer Networks (EIE418) : Prof. E. Adetiba (PH.D, R.Engr. (COREN) )Document52 pagesData Communication and Computer Networks (EIE418) : Prof. E. Adetiba (PH.D, R.Engr. (COREN) )John DavidPas encore d'évaluation
- About The ProjectDocument5 pagesAbout The Projectanand kumarPas encore d'évaluation
- Music and IQDocument10 pagesMusic and IQh.kaviani88Pas encore d'évaluation
- Updating Your Operating System To Oracle Solaris 11.4Document8 pagesUpdating Your Operating System To Oracle Solaris 11.4errr33Pas encore d'évaluation
- Rocket PropulsionDocument29 pagesRocket PropulsionPrajwal Vemala JagadeeshwaraPas encore d'évaluation
- Calculation of Load Capacity of Shafts and Axles: Supplementary 1 To DIN 743Document8 pagesCalculation of Load Capacity of Shafts and Axles: Supplementary 1 To DIN 743Karthik VaidhyanathanPas encore d'évaluation
- Demographics Data Table: Lesson 1: Step 1Document3 pagesDemographics Data Table: Lesson 1: Step 1Julia AbreuPas encore d'évaluation
- ABB - Fuses Vs FuselessDocument18 pagesABB - Fuses Vs Fuselesskhalid100% (1)
- 152-Article Text-3978-4-10-20190311Document7 pages152-Article Text-3978-4-10-20190311charlesPas encore d'évaluation
- Tests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water LevelDocument6 pagesTests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water Levelahmed121Pas encore d'évaluation
- 2021 Manual of Clinical Phonetics Siêu HayDocument564 pages2021 Manual of Clinical Phonetics Siêu HaydaohailongPas encore d'évaluation
- The Theory of Reasoned ActionDocument2 pagesThe Theory of Reasoned ActionAisha Vidya TriyandaniPas encore d'évaluation
- Problem E - Ouroboros SnakeDocument1 pageProblem E - Ouroboros SnakeManea SilviuPas encore d'évaluation
- Unit - 1 HTDocument57 pagesUnit - 1 HTSoham PendsePas encore d'évaluation
- 839-4816 (Office) or (770) 301-8648 (Cell) : Corporate Finance: A Focused Approach, by Michael C. Ehrhardt / Eugene FDocument1 page839-4816 (Office) or (770) 301-8648 (Cell) : Corporate Finance: A Focused Approach, by Michael C. Ehrhardt / Eugene FlilbouyinPas encore d'évaluation
- PHY11L E201: Work, Energy, and PowerDocument16 pagesPHY11L E201: Work, Energy, and PowerMikaella TambisPas encore d'évaluation