Vous aimerez peut-être aussi
- SEPARATIONSDocument13 pagesSEPARATIONSR ZoPas encore d'évaluation
- Separation Processes 2019-2020 (Part 1 Exercises) StudPortDocument5 pagesSeparation Processes 2019-2020 (Part 1 Exercises) StudPortunnatPas encore d'évaluation
- Tutorial PTT 108 - 1Document6 pagesTutorial PTT 108 - 1Husna Hafiza Bt. R.AzamiPas encore d'évaluation
- Introduction To Chemical Processes Murphy Chapter06 SolutionsDocument94 pagesIntroduction To Chemical Processes Murphy Chapter06 SolutionsEric Barnett29% (7)
- 05-Chem Eng Tools 2016Document11 pages05-Chem Eng Tools 2016Hazel Raditya MizumareruPas encore d'évaluation
- 27 36 and 84 87Document34 pages27 36 and 84 87Aub EnriquezPas encore d'évaluation
- Chemical Engineering Tools: 1. Mass Balance (Neraca Massa)Document11 pagesChemical Engineering Tools: 1. Mass Balance (Neraca Massa)muhammad tohaPas encore d'évaluation
- 05-Chem Eng Tools 2016Document11 pages05-Chem Eng Tools 2016arif thoha bariklanaPas encore d'évaluation
- Q2 ch125P RetakeDocument5 pagesQ2 ch125P RetakeFlorencePas encore d'évaluation
- Chapter 3 (B) Energy Balance: 3.9 AssumptionsDocument21 pagesChapter 3 (B) Energy Balance: 3.9 Assumptionssaur1Pas encore d'évaluation
- Angricultural ProcessingDocument8 pagesAngricultural ProcessingYendis SamsonPas encore d'évaluation
- Chapter 3 LizzyDocument12 pagesChapter 3 LizzyGospel EmeaPas encore d'évaluation
- Ejercicios Balance de Energia: TrabajoDocument11 pagesEjercicios Balance de Energia: TrabajoDany DiazPas encore d'évaluation
- Steam Tables: Determining H, U, V, T, and P UsingDocument7 pagesSteam Tables: Determining H, U, V, T, and P Usingاحمد ماجد زبنPas encore d'évaluation
- InglesDocument6 pagesInglesdyonathanPas encore d'évaluation
- ChE 195 Problem Set No. 2Document1 pageChE 195 Problem Set No. 2Jahz ChannelPas encore d'évaluation
- Energy Balance in FurnaceDocument22 pagesEnergy Balance in FurnaceThebe Tshepiso MaitshokoPas encore d'évaluation
- Module 7: Solved ProblemsDocument15 pagesModule 7: Solved Problemscaptainhass67% (6)
- Chemical Engineering Principles SATsDocument7 pagesChemical Engineering Principles SATsAli Hamza ManzoorPas encore d'évaluation
- One Minute Thermo: Freeway Driving, Propane Cylinder, Water Pump and MoreDocument15 pagesOne Minute Thermo: Freeway Driving, Propane Cylinder, Water Pump and MoreclearcastingPas encore d'évaluation
- 09 Dryer DesignDocument25 pages09 Dryer DesignFredrick MutungaPas encore d'évaluation
- Reactor:: Energy BalanceDocument4 pagesReactor:: Energy BalanceSanjay KumarPas encore d'évaluation
- Boiler and Heat ExchangerDocument13 pagesBoiler and Heat Exchangerljcesc.80Pas encore d'évaluation
- Regular Paper 2 - Set A: Section - Ii: Short Descriptive QuestionsDocument23 pagesRegular Paper 2 - Set A: Section - Ii: Short Descriptive QuestionsYogaAnandPas encore d'évaluation
- Acetone Distillation Column-BalsDocument12 pagesAcetone Distillation Column-Balsanon_926824359Pas encore d'évaluation
- Complete Solution Manual for Principles of Chemical Engineering ProcessesDocument4 pagesComplete Solution Manual for Principles of Chemical Engineering Processesفراس الوافيPas encore d'évaluation
- Sample - Solution Manual For Principles of Chemical Engineering Processes 1st Edition - Nayef Ghasem, Redhouane HendaDocument4 pagesSample - Solution Manual For Principles of Chemical Engineering Processes 1st Edition - Nayef Ghasem, Redhouane Hendaفراس الوافيPas encore d'évaluation
- Solved - Problems in ThermodynamicsDocument29 pagesSolved - Problems in ThermodynamicsAngelica Joyce Benito100% (6)
- Tutorial - 6 - EntropyDocument7 pagesTutorial - 6 - EntropyanotherdeobiPas encore d'évaluation
- Agricultural ProcessingDocument8 pagesAgricultural ProcessingRexiePas encore d'évaluation
- We M7 PDFDocument13 pagesWe M7 PDFMirza MesanovicPas encore d'évaluation
- Refrigeration System Design CalculationsDocument27 pagesRefrigeration System Design CalculationsGodisGood AlltheTimePas encore d'évaluation
- Mass Balance Calculations - March 22 - FermentationDocument13 pagesMass Balance Calculations - March 22 - FermentationRj JunsayPas encore d'évaluation
- CP 105 Material Balance Chapter SummaryDocument30 pagesCP 105 Material Balance Chapter SummaryEvelyn100% (1)
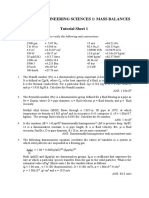
- Peme1025: Engineering Sciences 1: Mass Balances Tutorial Sheet 1Document4 pagesPeme1025: Engineering Sciences 1: Mass Balances Tutorial Sheet 1Kwasi NuamahPas encore d'évaluation
- Computer ApplicationsDocument8 pagesComputer Applicationsapi-3728602100% (1)
- Tutorial PTT 108 Material and Energy Balance: ID = Inner diameter = 1-in. Volume flowrate = 3.00 gal/min A =πrDocument6 pagesTutorial PTT 108 Material and Energy Balance: ID = Inner diameter = 1-in. Volume flowrate = 3.00 gal/min A =πrMohd FaizPas encore d'évaluation
- Properties of Steam Numericals v2Document32 pagesProperties of Steam Numericals v2Saurabh R Shah100% (4)
- Mass Balance Examples4Document8 pagesMass Balance Examples4Darel Williams100% (2)
- A.W 6 KW, B. 0 KW, C. Carnot CycleDocument1 pageA.W 6 KW, B. 0 KW, C. Carnot CycleShubham PandiaPas encore d'évaluation
- Dr. Malifeza Ass 01Document11 pagesDr. Malifeza Ass 01Fikirini MmalePas encore d'évaluation
- Assignment For Day 2Document7 pagesAssignment For Day 2Aldrin Marc DaquizPas encore d'évaluation
- ThermalDocument19 pagesThermalEswar BalachandarPas encore d'évaluation
- Chapter 2 - Non-Reacting Systems - Part1Document32 pagesChapter 2 - Non-Reacting Systems - Part1Mbarouk Shaame MbaroukPas encore d'évaluation
- 2304kJ/kg. H 355K, T: Bars) 0.51 (P - / 4178 C:) 310 (Document5 pages2304kJ/kg. H 355K, T: Bars) 0.51 (P - / 4178 C:) 310 (suresh singhPas encore d'évaluation
- THERMODYNAMICS SOLUTIONSDocument62 pagesTHERMODYNAMICS SOLUTIONSanthonytichaona100% (1)
- 2014 4M3 Assignment 5 SolutionsDocument10 pages2014 4M3 Assignment 5 SolutionsKrishna RamaPas encore d'évaluation
- Module 7: Solved ProblemsDocument13 pagesModule 7: Solved ProblemsahmadkamalPas encore d'évaluation
- 2023 MteDocument6 pages2023 MteISHAAN JAIN 22114039Pas encore d'évaluation
- CH 07Document46 pagesCH 07Giuseppe TestarossaPas encore d'évaluation
- REFRIGERATION CYCLE ANALYSISDocument32 pagesREFRIGERATION CYCLE ANALYSISRome John FranciscoPas encore d'évaluation
- Methods and Instruments Used in Brewing Control - Selected QuestionsD'EverandMethods and Instruments Used in Brewing Control - Selected QuestionsPas encore d'évaluation
- Chemical Engineering Department Industrial Safety and Maintenance (Cheg5212)Document86 pagesChemical Engineering Department Industrial Safety and Maintenance (Cheg5212)Seid AragawPas encore d'évaluation
- Identification, Classification and Assessment of Hazards Hazards Due To Toxic ChemicalsDocument28 pagesIdentification, Classification and Assessment of Hazards Hazards Due To Toxic ChemicalsfanusPas encore d'évaluation
- Upload: Login SignupDocument16 pagesUpload: Login SignupSeid AragawPas encore d'évaluation
- Chapter Four 4. Environmental Impact Assesment: 4.1 Pollution Control and SafetyDocument5 pagesChapter Four 4. Environmental Impact Assesment: 4.1 Pollution Control and SafetySeid AragawPas encore d'évaluation
- 2.6 Environmental Impact Analysis: 2.6.1 Pollution AspectDocument1 page2.6 Environmental Impact Analysis: 2.6.1 Pollution AspectSeid AragawPas encore d'évaluation
- 22 07Document19 pages22 07Seid AragawPas encore d'évaluation
- Design LoadsDocument14 pagesDesign LoadsSeid AragawPas encore d'évaluation
- Op Amp Circuit Collection - National SemiconductorDocument33 pagesOp Amp Circuit Collection - National Semiconductorkok6Pas encore d'évaluation
- Basic Instrumentation Measuring Devices and Basic Pid ControlDocument125 pagesBasic Instrumentation Measuring Devices and Basic Pid ControlCuong Nguyen ChiPas encore d'évaluation
- Ch03 Section14 Pressure Vessel DesignDocument10 pagesCh03 Section14 Pressure Vessel DesignSeid AragawPas encore d'évaluation
- Mechanical Design of Pressure VesselDocument78 pagesMechanical Design of Pressure VesselSeid AragawPas encore d'évaluation
- 12manual Final Che GodefaDocument45 pages12manual Final Che GodefaSeid AragawPas encore d'évaluation
- NT - 2gDocument47 pagesNT - 2gSeid AragawPas encore d'évaluation
- 03.can-Bus and Sae-Bus j1939 - CatDocument29 pages03.can-Bus and Sae-Bus j1939 - CatEdison Pfoccori BarrionuevoPas encore d'évaluation
- Journal of Alloys and Compounds: Wei Li, Zhijun Xu, Ruiqing Chu, Peng Fu, Guozhong ZangDocument4 pagesJournal of Alloys and Compounds: Wei Li, Zhijun Xu, Ruiqing Chu, Peng Fu, Guozhong ZangSamah SamahPas encore d'évaluation
- Kathleen Langreo Notes FB (Feb6)Document27 pagesKathleen Langreo Notes FB (Feb6)Kaycee Ayo100% (4)
- Passive Filter vs. Active Filter: DefinitionsDocument3 pagesPassive Filter vs. Active Filter: DefinitionsAmit DebnathPas encore d'évaluation
- 3.1 From Algae To Terrestrial Plants-Student SheetDocument2 pages3.1 From Algae To Terrestrial Plants-Student Sheeteshaaljamal27Pas encore d'évaluation
- ASIAN LIVESTOCK PERSPECTIVESDocument18 pagesASIAN LIVESTOCK PERSPECTIVESMuadz AbdurrahmanPas encore d'évaluation
- Inakyd 3623-X-70Document2 pagesInakyd 3623-X-70roybombomPas encore d'évaluation
- Gas Turbine Performance Enhancement Update: GE Energy ServicesDocument45 pagesGas Turbine Performance Enhancement Update: GE Energy Servicesesteban100% (1)
- Motor Cat 924HZDocument6 pagesMotor Cat 924HZAdemilson Rangelvieira100% (1)
- Nutrition Effects of VitaminsDocument21 pagesNutrition Effects of Vitaminsblessed cccPas encore d'évaluation
- Reference Design Hardware Guide for EVM CE-2Document7 pagesReference Design Hardware Guide for EVM CE-2Angie FoleyPas encore d'évaluation
- Difference Between AerospaceDocument2 pagesDifference Between AerospaceSyawalMaulanaPas encore d'évaluation
- INChO 2008 Question PaperDocument23 pagesINChO 2008 Question PaperChaitanya GaurPas encore d'évaluation
- 2009 ESC Guidelines On EndocarditisDocument45 pages2009 ESC Guidelines On EndocarditisDaondy Friarsa SoehartoPas encore d'évaluation
- English Test 6Document87 pagesEnglish Test 6Ha PhanPas encore d'évaluation
- Man FXM FKM Motors PDFDocument176 pagesMan FXM FKM Motors PDFRenato MeloPas encore d'évaluation
- Dcom QuestionDocument3 pagesDcom Questionsushant sahooPas encore d'évaluation
- English Qualification TestDocument5 pagesEnglish Qualification TestMoh FaisolPas encore d'évaluation
- Collab#2 (Edited)Document14 pagesCollab#2 (Edited)Yani BatoctoyPas encore d'évaluation
- Infinera Product BrochureDocument4 pagesInfinera Product Brochurebarry_fieldPas encore d'évaluation
- Natural Law Theory ApproachDocument35 pagesNatural Law Theory ApproachseventhwitchPas encore d'évaluation
- Delay-Tolerant NetworksDocument66 pagesDelay-Tolerant NetworksMegi YantoPas encore d'évaluation
- SHS-Physical Science (Biological Macromolecules) : I-Introductory ContentDocument13 pagesSHS-Physical Science (Biological Macromolecules) : I-Introductory ContentJane182004Pas encore d'évaluation
- Unit 3 Assignment - CompletedDocument7 pagesUnit 3 Assignment - CompletedSu GarrawayPas encore d'évaluation
- Unit explores Christian morality and conscienceDocument1 pageUnit explores Christian morality and conscienceRose Angela Mislang Uligan100% (1)
- 5.case Study: Effects of Homeopathic Medicines in AdultsDocument2 pages5.case Study: Effects of Homeopathic Medicines in AdultsAMEEN ARTSPas encore d'évaluation
- Tiger 690 Conversion PDFDocument8 pagesTiger 690 Conversion PDFGerardo Esteban Lagos RojasPas encore d'évaluation
- Features General Description: 3A 24V 340Khz Synchronous Buck ConverterDocument18 pagesFeatures General Description: 3A 24V 340Khz Synchronous Buck ConverterAntonioNobregaPas encore d'évaluation
- Diesel HatchbackDocument14 pagesDiesel HatchbackloganathprasannaPas encore d'évaluation
- L4004N - 0920 - Nilfisk - Robotic-brochure-Liberty SC60Document12 pagesL4004N - 0920 - Nilfisk - Robotic-brochure-Liberty SC60Lucianderson Marques FerreiraPas encore d'évaluation