Vous aimerez peut-être aussi
- Ammonia Plant Brief DescriptionDocument44 pagesAmmonia Plant Brief Descriptionmohamed badranPas encore d'évaluation
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- Training Report: Rahul Gupta Ammonia PlantDocument25 pagesTraining Report: Rahul Gupta Ammonia PlantMohit MangalPas encore d'évaluation
- Uhde Brochures PDF en 5 (Ammonia)Document0 pageUhde Brochures PDF en 5 (Ammonia)golovanPas encore d'évaluation
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarPas encore d'évaluation
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíPas encore d'évaluation
- Brief Desccription of Ammonia Urea Plants With RevampDocument48 pagesBrief Desccription of Ammonia Urea Plants With RevampGeorge Van BommelPas encore d'évaluation
- Flare Gas Recovery - by Reliance Industries Ltd. (Refinery Division)Document3 pagesFlare Gas Recovery - by Reliance Industries Ltd. (Refinery Division)sriram84Pas encore d'évaluation
- Teniente ConverterDocument5 pagesTeniente ConverterProfesor Waldo ValderramaPas encore d'évaluation
- Ammonia and Urea Plants PDFDocument48 pagesAmmonia and Urea Plants PDFbenon100% (1)
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- Indian Coal To Chemicals New Rev8Document167 pagesIndian Coal To Chemicals New Rev8Swarnim RajPas encore d'évaluation
- Reliance - Flare Gas Recovery IMPDocument6 pagesReliance - Flare Gas Recovery IMPsvnaik14Pas encore d'évaluation
- Full BookDocument194 pagesFull BookApm FoumilPas encore d'évaluation
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairPas encore d'évaluation
- (143170606) 12 - PettinauDocument2 pages(143170606) 12 - PettinauKiki Maria NababanPas encore d'évaluation
- 10 1 1 168 59 PDFDocument11 pages10 1 1 168 59 PDFanshuman432Pas encore d'évaluation
- Rashtriya Chemicals and Fertilizers Limited Mini Ratna CompanyDocument20 pagesRashtriya Chemicals and Fertilizers Limited Mini Ratna CompanyRana KeyurPas encore d'évaluation
- Literature Review On Cement Industry WHRDocument24 pagesLiterature Review On Cement Industry WHRnihal attarPas encore d'évaluation
- Energy Efficiency Improvement in CO Removal System An Innovative ApproachDocument6 pagesEnergy Efficiency Improvement in CO Removal System An Innovative Approachvaratharajan g rPas encore d'évaluation
- Reactor Project Ammonia SynthesisDocument21 pagesReactor Project Ammonia SynthesisEmerson Oliveira100% (1)
- Ongc Project ReportDocument29 pagesOngc Project ReportAkhilesh KumarPas encore d'évaluation
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Design and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaDocument4 pagesDesign and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaKvvPrasadPas encore d'évaluation
- Salient Features of UFFLDocument92 pagesSalient Features of UFFLMd. Abu NayeemPas encore d'évaluation
- M G Power, Nalgonda Dist. EXE SUM ENGDocument10 pagesM G Power, Nalgonda Dist. EXE SUM ENGlevelhead28Pas encore d'évaluation
- Praxair CO2EmissionsReductionCapture WhitepaperDocument10 pagesPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliPas encore d'évaluation
- Trainning Report Iocl MathuraDocument19 pagesTrainning Report Iocl MathuraDheeraj ShuklaPas encore d'évaluation
- Operating Experience With Steam Generator S: InconelDocument26 pagesOperating Experience With Steam Generator S: InconelDonatas BertasiusPas encore d'évaluation
- Biomass Clean Up SystemDocument6 pagesBiomass Clean Up SystemAndre SyahputraPas encore d'évaluation
- Coal Gasification Process For Us IndustryDocument19 pagesCoal Gasification Process For Us Industrymourinho2Pas encore d'évaluation
- Description of Various Urea Manufacturing ProcessDocument5 pagesDescription of Various Urea Manufacturing ProcessSameer Pandey100% (1)
- SurvyDocument4 pagesSurvymohmed abd el magiedPas encore d'évaluation
- 1620 Ammonia Only REDUCEDDocument32 pages1620 Ammonia Only REDUCEDAhmed KadimPas encore d'évaluation
- Thermal Power Plant Plomin2Document20 pagesThermal Power Plant Plomin2papathsheilaPas encore d'évaluation
- Heat Recovery From Tail Gas IncinerationDocument14 pagesHeat Recovery From Tail Gas IncinerationcanscotPas encore d'évaluation
- Lurgi's MPG Gasification Plus RectisolDocument12 pagesLurgi's MPG Gasification Plus Rectisolmourinho2Pas encore d'évaluation
- Reactor Project 2017Document12 pagesReactor Project 2017Abed BelaliaPas encore d'évaluation
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroPas encore d'évaluation
- Energy Saving Schemes at IFFCO - Kalol UnitDocument5 pagesEnergy Saving Schemes at IFFCO - Kalol Unitlokeshmishra123Pas encore d'évaluation
- Agroni KokbidoniDocument14 pagesAgroni KokbidoniVisi GjPas encore d'évaluation
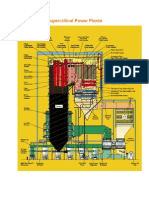
- Supercritical Power PlantsDocument57 pagesSupercritical Power Plantsmkchy12100% (4)
- Mercury Removal From Flare Gas Pharaonic Petroleum Company (PHPCO) Case StudyDocument49 pagesMercury Removal From Flare Gas Pharaonic Petroleum Company (PHPCO) Case StudyEslam ShiblPas encore d'évaluation
- Yg Mau DitranslateDocument13 pagesYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018Pas encore d'évaluation
- Abhishek's TrainingDocument26 pagesAbhishek's TrainingVishalSharmaPas encore d'évaluation
- Coal P PDocument9 pagesCoal P Papi-19667371Pas encore d'évaluation
- International Process Plants: 1,100 Metric Tons/Day U PLT Urea PlantDocument17 pagesInternational Process Plants: 1,100 Metric Tons/Day U PLT Urea PlantRawagPas encore d'évaluation
- EIA Kamachi EngDocument12 pagesEIA Kamachi Engsureshkumar908Pas encore d'évaluation
- 2fa68 PDFDocument6 pages2fa68 PDFChairani ShafiraPas encore d'évaluation
- Preface: Plant, S.G.P, Nitric Acid Plant. It Also Contains An Overview of The NFL. The InformationDocument20 pagesPreface: Plant, S.G.P, Nitric Acid Plant. It Also Contains An Overview of The NFL. The InformationBhavesh BansalPas encore d'évaluation
- Power Generation From Pressure Reduction in The Natural Gas Supply Chain in BangladeshDocument7 pagesPower Generation From Pressure Reduction in The Natural Gas Supply Chain in Bangladeshkresimir.mikoc9765100% (1)
- Maximization of Natural Gas Liquids Production FroDocument9 pagesMaximization of Natural Gas Liquids Production Froerwin_carryPas encore d'évaluation
- The JSW Steel HBI Plant-5511-1Document12 pagesThe JSW Steel HBI Plant-5511-1AdityaPas encore d'évaluation
- IFFCODocument12 pagesIFFCOshank100Pas encore d'évaluation
- Gas Sweetening and Processing Field ManualD'EverandGas Sweetening and Processing Field ManualÉvaluation : 4 sur 5 étoiles4/5 (7)
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementD'EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementPas encore d'évaluation
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsD'EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerPas encore d'évaluation
- Boiler Energy Audit ManualDocument29 pagesBoiler Energy Audit ManualAnubhav100% (11)
- HYSYS For Ammonia Plants Using Johnson Matthey Catalysts TechnologyDocument1 pageHYSYS For Ammonia Plants Using Johnson Matthey Catalysts TechnologyAhmed Ali0% (2)
- Sizing of Pressure Relief ValveDocument9 pagesSizing of Pressure Relief Valvekenoly123100% (3)
- Basics of Reforming, Shapes and Carbon WSVDocument28 pagesBasics of Reforming, Shapes and Carbon WSVMuhammad NaeemPas encore d'évaluation
- Kenzi Tamaru Auth J R Jennings Eds Cata BookZZ OrgDocument12 pagesKenzi Tamaru Auth J R Jennings Eds Cata BookZZ OrgMuhammad NaeemPas encore d'évaluation
- 10-022 Final ReportDocument83 pages10-022 Final ReportMuhammad NaeemPas encore d'évaluation
- Head Vs Capacity Characteristics of Centrifugal Pumps PDFDocument3 pagesHead Vs Capacity Characteristics of Centrifugal Pumps PDFMuhammad NaeemPas encore d'évaluation
- LargeDocument1 pageLargeMuhammad NaeemPas encore d'évaluation
- Cats 0e92 42f2 Bcba 43455143d4a1 OriginalDocument1 pageCats 0e92 42f2 Bcba 43455143d4a1 OriginalMuhammad NaeemPas encore d'évaluation
- Ammonia Plant Catalysts Flow WebDocument1 pageAmmonia Plant Catalysts Flow WebMuhammad NaeemPas encore d'évaluation
- 2013 Aiche Ammonia Safety Symposium Qa PDFDocument27 pages2013 Aiche Ammonia Safety Symposium Qa PDFMuhammad NaeemPas encore d'évaluation
- Saudi Arabia Expats FeesDocument5 pagesSaudi Arabia Expats FeesMuhammad NaeemPas encore d'évaluation
- Mac33 Dangerous West02 PostDocument1 pageMac33 Dangerous West02 PostMuhammad NaeemPas encore d'évaluation
- Items Description Total Items No. Average Electricity Usage (Watts)Document2 pagesItems Description Total Items No. Average Electricity Usage (Watts)Muhammad NaeemPas encore d'évaluation
- Saudi Arabia Expats FeesDocument1 pageSaudi Arabia Expats FeesMuhammad NaeemPas encore d'évaluation
- Boiler Energy Audit ManualDocument29 pagesBoiler Energy Audit ManualAnubhav100% (11)
- 1083ch7 0015 PDFDocument18 pages1083ch7 0015 PDFMuhammad NaeemPas encore d'évaluation
- Dear MR ShahanDocument1 pageDear MR ShahanMuhammad NaeemPas encore d'évaluation
- Saudi Arabia Expats FeesDocument5 pagesSaudi Arabia Expats FeesMuhammad NaeemPas encore d'évaluation
- 11-6098 Ensure Safe Operations Webinar QA - FINALDocument10 pages11-6098 Ensure Safe Operations Webinar QA - FINALDucVikingPas encore d'évaluation
- Saudi Arabia Expats FeesDocument5 pagesSaudi Arabia Expats FeesMuhammad NaeemPas encore d'évaluation
- Saudi Arabia Expats FeesDocument5 pagesSaudi Arabia Expats FeesMuhammad NaeemPas encore d'évaluation
- Muhammad Dawood CVDocument28 pagesMuhammad Dawood CVMuhammad NaeemPas encore d'évaluation
- Jaffar Nazir LogoDocument1 pageJaffar Nazir LogoMuhammad NaeemPas encore d'évaluation
- Saudi Arabia Expats FeesDocument1 pageSaudi Arabia Expats FeesMuhammad NaeemPas encore d'évaluation
- ERE N Levy FeesDocument1 pageERE N Levy FeesMuhammad NaeemPas encore d'évaluation
- Jaffar Nazir LogoDocument1 pageJaffar Nazir LogoMuhammad NaeemPas encore d'évaluation
- Draft Methodology For Calculating Furnace Fan Efficiency PDFDocument6 pagesDraft Methodology For Calculating Furnace Fan Efficiency PDFMuhammad NaeemPas encore d'évaluation
- DHA Application FormDocument2 pagesDHA Application FormkamilbismaPas encore d'évaluation
- End-Of-Chapter Answers Chapter 7 PDFDocument12 pagesEnd-Of-Chapter Answers Chapter 7 PDFSiphoPas encore d'évaluation
- Man Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Document36 pagesMan Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Eozz JaorPas encore d'évaluation
- Expression of Interest (Eoi)Document1 pageExpression of Interest (Eoi)Mozaffar HussainPas encore d'évaluation
- AP8 Q4 Ip9 V.02Document7 pagesAP8 Q4 Ip9 V.02nikka suitadoPas encore d'évaluation
- Section 1 Company Overview StandardsDocument34 pagesSection 1 Company Overview StandardsChris MedeirosPas encore d'évaluation
- Plan Lectie Clasa 5 D HaineDocument5 pagesPlan Lectie Clasa 5 D HaineCristina GrapinoiuPas encore d'évaluation
- Moral GPS: A Positive Ethic For Our Multicultural WorldDocument279 pagesMoral GPS: A Positive Ethic For Our Multicultural WorldLeonard Bowman75% (4)
- Spectroscopic Methods For Determination of DexketoprofenDocument8 pagesSpectroscopic Methods For Determination of DexketoprofenManuel VanegasPas encore d'évaluation
- Church and Community Mobilization (CCM)Document15 pagesChurch and Community Mobilization (CCM)FreethinkerTianPas encore d'évaluation
- Fundasurv 215 Plate 1mDocument3 pagesFundasurv 215 Plate 1mKeith AtencioPas encore d'évaluation
- Six Sigma PresentationDocument17 pagesSix Sigma PresentationDhular HassanPas encore d'évaluation
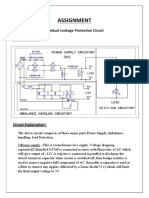
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 pagesAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaPas encore d'évaluation
- 4. Nguyễn Thị Minh Khai, Sóc TrăngDocument15 pages4. Nguyễn Thị Minh Khai, Sóc TrăngK60 TRẦN MINH QUANGPas encore d'évaluation
- .CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADODocument782 pages.CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADOMarcelo JesusPas encore d'évaluation
- Executive Summary: 2013 Edelman Trust BarometerDocument12 pagesExecutive Summary: 2013 Edelman Trust BarometerEdelman100% (4)
- Mahindra&mahindraDocument95 pagesMahindra&mahindraAshik R GowdaPas encore d'évaluation
- Viscar Industrial Capacity LTD Company ProfileDocument36 pagesViscar Industrial Capacity LTD Company ProfileTechnician MwangiPas encore d'évaluation
- A Short Survey On Memory Based RLDocument18 pagesA Short Survey On Memory Based RLcnt dvsPas encore d'évaluation
- Electronic Diversity Visa ProgrambDocument1 pageElectronic Diversity Visa Programbsamkimari5Pas encore d'évaluation
- Aristotle - OCR - AS Revision NotesDocument3 pagesAristotle - OCR - AS Revision NotesAmelia Dovelle0% (1)
- Atoma Amd Mol&Us CCTK) : 2Nd ErmDocument4 pagesAtoma Amd Mol&Us CCTK) : 2Nd ErmjanviPas encore d'évaluation
- Sensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguDocument4 pagesSensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguSMA N 1 TOROHPas encore d'évaluation
- Installation 59TP6A 08SIDocument92 pagesInstallation 59TP6A 08SIHenry SmithPas encore d'évaluation
- Government Hazi Muhammad Mohsin College Chattogram: Admission FormDocument1 pageGovernment Hazi Muhammad Mohsin College Chattogram: Admission FormThe Helper SoulPas encore d'évaluation
- Polysep... Sized For Every Application: Psg-7 Psg-15 Psg-30 Psg-60 Psg-90Document1 pagePolysep... Sized For Every Application: Psg-7 Psg-15 Psg-30 Psg-60 Psg-90Carlos JiménezPas encore d'évaluation
- Community Profile and Baseline DataDocument7 pagesCommunity Profile and Baseline DataEJ RaveloPas encore d'évaluation
- Kübler 5800-5820 - enDocument5 pagesKübler 5800-5820 - enpomsarexnbPas encore d'évaluation
- Ethernet/Ip Parallel Redundancy Protocol: Application TechniqueDocument50 pagesEthernet/Ip Parallel Redundancy Protocol: Application Techniquegnazareth_Pas encore d'évaluation
- My BaboogDocument1 pageMy BaboogMaral Habeshian VieiraPas encore d'évaluation
- Technical Sheet Racloflex NTDocument2 pagesTechnical Sheet Racloflex NTAnthony AngPas encore d'évaluation