Vous aimerez peut-être aussi
- Ceramic Raw Materials: Institute of Ceramics Textbook SeriesD'EverandCeramic Raw Materials: Institute of Ceramics Textbook SeriesÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Gouda Refractories Brochure WEbDocument16 pagesGouda Refractories Brochure WEbjsszep jPas encore d'évaluation
- Allied Mineral Refractory Castable - Refractory Cement - Allied MineralDocument2 pagesAllied Mineral Refractory Castable - Refractory Cement - Allied MineralLeo CrisuPas encore d'évaluation
- 7b - Compac Sol Castables (Compatibility Mode)Document35 pages7b - Compac Sol Castables (Compatibility Mode)mahreza189100% (1)
- Cimprogetti Kilns & Firing SystemsDocument20 pagesCimprogetti Kilns & Firing SystemsKalai SelvanPas encore d'évaluation
- Castable Refractory ConcretesDocument23 pagesCastable Refractory ConcretesWALTER100% (2)
- The Effect of Fiber Addition On Low Cement CastablesDocument4 pagesThe Effect of Fiber Addition On Low Cement CastablesAndrian Hadiana100% (1)
- Castable RefractoryDocument4 pagesCastable RefractorySarbajitMannaPas encore d'évaluation
- The Roles of Fine Silica and Reactive Alumina and Their Interactions With Calcium Aluminates in Refractory CastablesDocument9 pagesThe Roles of Fine Silica and Reactive Alumina and Their Interactions With Calcium Aluminates in Refractory CastablesDick ManPas encore d'évaluation
- Admixtures and Their Interactions With High Range Calcium Aluminate CementDocument8 pagesAdmixtures and Their Interactions With High Range Calcium Aluminate CementDick ManPas encore d'évaluation
- Hydration of Refractory Oxides in Castable Bond Systems-II Alumina-Silica and Magnesia-Silica MixturesDocument7 pagesHydration of Refractory Oxides in Castable Bond Systems-II Alumina-Silica and Magnesia-Silica MixturesErnandes PaivaPas encore d'évaluation
- Hydration of CAC Cement in A Castable Refractory MatrixDocument8 pagesHydration of CAC Cement in A Castable Refractory MatrixJarek PlaszczycaPas encore d'évaluation
- Stoves OVERVIEWDocument8 pagesStoves OVERVIEWINDRAJIT SAOPas encore d'évaluation
- Microsilica Addition As An AntihydrationDocument9 pagesMicrosilica Addition As An AntihydrationMagesh KumarPas encore d'évaluation
- Vermiculite Is A Hydrous Phyllosilicate MineralDocument5 pagesVermiculite Is A Hydrous Phyllosilicate Mineralkaweesa mosesPas encore d'évaluation
- Cement and Concrete Research: Meenakshi Sharma, Shashank Bishnoi, Fernando Martirena, Karen ScrivenerDocument13 pagesCement and Concrete Research: Meenakshi Sharma, Shashank Bishnoi, Fernando Martirena, Karen ScrivenerharshkumarPas encore d'évaluation
- Refractory Castable DewateringDocument6 pagesRefractory Castable DewateringJarek PlaszczycaPas encore d'évaluation
- Utilization of Waste From Rice ProductionDocument17 pagesUtilization of Waste From Rice ProductionEmilia_P100% (2)
- Jimma Institute of Technology: Product Design Lecture-IIIDocument49 pagesJimma Institute of Technology: Product Design Lecture-IIIfayzaPas encore d'évaluation
- The Effect of Temperature Upon The Setting Behaviour of Refractory Calcium Aluminate CementsDocument10 pagesThe Effect of Temperature Upon The Setting Behaviour of Refractory Calcium Aluminate CementsLenia LuciaPas encore d'évaluation
- Damage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanDocument10 pagesDamage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanPham tony1604Pas encore d'évaluation
- Fused and Sintered AluminaDocument7 pagesFused and Sintered AluminaSaragadam DilsriPas encore d'évaluation
- Refractory in IndiaDocument5 pagesRefractory in IndiaEM EZPas encore d'évaluation
- 2003 Final Term Paper of CreativityDocument27 pages2003 Final Term Paper of CreativityAnkur SharmaPas encore d'évaluation
- Bricks and Shapes 2Document6 pagesBricks and Shapes 2nay den100% (1)
- Low Cement CastablesDocument53 pagesLow Cement CastablesRahamat ShaikPas encore d'évaluation
- Refractories Manufacturing NESHAP: Industry Profile, Methodology, and Economic Impact AnalysisDocument52 pagesRefractories Manufacturing NESHAP: Industry Profile, Methodology, and Economic Impact AnalysisSampat PrajapatiPas encore d'évaluation
- MonolithicRefractory PDFDocument2 pagesMonolithicRefractory PDFmevaPas encore d'évaluation
- Refractory IndustryDocument39 pagesRefractory IndustryAnsu Mishra100% (2)
- ANTEC - Refractory AnchorsDocument114 pagesANTEC - Refractory AnchorstylerstearnsPas encore d'évaluation
- Boilers 1.1Document68 pagesBoilers 1.1Simone DoePas encore d'évaluation
- Chemical Interactions in Calcium Aluminate Cement Cac Based Castables Containing MagnesiaDocument8 pagesChemical Interactions in Calcium Aluminate Cement Cac Based Castables Containing MagnesiaDick ManPas encore d'évaluation
- 112 Kiln Brick Installation ProceduresDocument7 pages112 Kiln Brick Installation ProceduresojbastardoPas encore d'évaluation
- Blast Furnace BF Refractory Lining PatternDocument5 pagesBlast Furnace BF Refractory Lining PatternSarthakShangariPas encore d'évaluation
- FHS Ladle Installation Manual Incld OPI - 10.5.2018Document28 pagesFHS Ladle Installation Manual Incld OPI - 10.5.2018Nguyễn ChungPas encore d'évaluation
- 35-Castables With MgO-SiO2-Al2O3 As Bond PhaseDocument11 pages35-Castables With MgO-SiO2-Al2O3 As Bond PhaseAnky FadharaniPas encore d'évaluation
- Refractory Lining Project Corrected (Chapter 1)Document7 pagesRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanPas encore d'évaluation
- Updates On Improving Refractory Lining Service LifeDocument11 pagesUpdates On Improving Refractory Lining Service LifeThiruvengadamPas encore d'évaluation
- Rhi Rotary Kiln 2Document40 pagesRhi Rotary Kiln 2Flor Margarita DiazPas encore d'évaluation
- Expansion Behavior of CementDocument9 pagesExpansion Behavior of CementJarek PlaszczycaPas encore d'évaluation
- FIRE Compendium Series: Refractory Castable EngineeringDocument2 pagesFIRE Compendium Series: Refractory Castable EngineeringKhaled BOUALIPas encore d'évaluation
- RefractoriesDocument17 pagesRefractoriesapaulitiko0% (1)
- TP GB Re Laf 043Document17 pagesTP GB Re Laf 043Dick ManPas encore d'évaluation
- RHI MagnesitaDocument2 pagesRHI MagnesitaMauricio MessiPas encore d'évaluation
- Steel Glossary SBBDocument36 pagesSteel Glossary SBBshraktuPas encore d'évaluation
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhPas encore d'évaluation
- Project Report PDFDocument33 pagesProject Report PDFGAUTAM KUMAR BHATTACHARYAPas encore d'évaluation
- Refractories IP PDFDocument52 pagesRefractories IP PDFJarlys ZaniPas encore d'évaluation
- Glass RefractoryDocument52 pagesGlass RefractorySans Sen0% (1)
- Chimestry Mechanical Engineering: Group No # 2 REG NO # 16 To 36 Lets StartDocument44 pagesChimestry Mechanical Engineering: Group No # 2 REG NO # 16 To 36 Lets StartarslanPas encore d'évaluation
- 2 3LimeKilnChemistryEffectsonOperationsDocument10 pages2 3LimeKilnChemistryEffectsonOperationsDamme Haulion SidabutarPas encore d'évaluation
- 15 Days Industrial Training Report File: On Sinter & LDP (10/03/2017-24/03/2017)Document21 pages15 Days Industrial Training Report File: On Sinter & LDP (10/03/2017-24/03/2017)Prashant Kumar mishraPas encore d'évaluation
- Effect of Spinel Addition On Properties of Mag-Carbon BricsDocument51 pagesEffect of Spinel Addition On Properties of Mag-Carbon BricsSandip KumarPas encore d'évaluation
- A Review Influence of Refractories On Steel Quality PDFDocument20 pagesA Review Influence of Refractories On Steel Quality PDFBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Circular Pelletizing enDocument8 pagesCircular Pelletizing enShukla SuyashPas encore d'évaluation
- 59-Lets Make A Castable Part1 and Part 2Document17 pages59-Lets Make A Castable Part1 and Part 2konstantasPas encore d'évaluation
- Mathios Refractories Catalog Web EditionDocument92 pagesMathios Refractories Catalog Web EditionNick Limperios100% (1)
- Rotary Kiln Handbook NEWDocument40 pagesRotary Kiln Handbook NEWweiningwuPas encore d'évaluation
- System Use: Methanol Carbon andDocument8 pagesSystem Use: Methanol Carbon andakshukPas encore d'évaluation
- Magnesia, Alumina, Beryllia Ceramics: Fabrication, Characterization and Properties: High Temperature Oxides Part IIID'EverandMagnesia, Alumina, Beryllia Ceramics: Fabrication, Characterization and Properties: High Temperature Oxides Part IIIPas encore d'évaluation
- Argon Injection With Porous PlugDocument4 pagesArgon Injection With Porous PlugBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Bonding of mgOC Brick by Catalytically Activated ResinDocument4 pagesBonding of mgOC Brick by Catalytically Activated ResinBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- An Overall View of Tata Iron and Steel CompanyDocument55 pagesAn Overall View of Tata Iron and Steel CompanyBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Basic Oxygen Steelmaking Converter LivesDocument16 pagesBasic Oxygen Steelmaking Converter LivesBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- A Techno Economic Balance For ZonalDocument6 pagesA Techno Economic Balance For ZonalBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Using of Calsium Magnesium Aluminate Flux With High MgO Content To Improve Secondary Steel Ladle LifetimeDocument6 pagesUsing of Calsium Magnesium Aluminate Flux With High MgO Content To Improve Secondary Steel Ladle LifetimeBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Wang 2016Document8 pagesWang 2016Bagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Proximal Biceps Rupture: Management of An Unusual Injury in An Arm WrestlerDocument3 pagesProximal Biceps Rupture: Management of An Unusual Injury in An Arm WrestlerBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Ora NgertiDocument15 pagesOra NgertiBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- M.rigaud Aluminaandmagnesia BasedcastablescontaininggraphiteDocument15 pagesM.rigaud Aluminaandmagnesia BasedcastablescontaininggraphiteBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Ulllted States Patent (19) (11) Patent Number: 5,932,506: Bogan (45) Date of Patent: Aug. 3, 1999Document6 pagesUlllted States Patent (19) (11) Patent Number: 5,932,506: Bogan (45) Date of Patent: Aug. 3, 1999Bagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Mind Over Matter Tata SteelDocument7 pagesMind Over Matter Tata SteelBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- SDS Carmeuse CaODocument6 pagesSDS Carmeuse CaOBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- 2011-RHI Bulletin 1Document9 pages2011-RHI Bulletin 1Bagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Setting Additives Influence On The Thermomechanical Properties of Wet Shotcrete Refractory Castable MatricesDocument6 pagesSetting Additives Influence On The Thermomechanical Properties of Wet Shotcrete Refractory Castable MatricesBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- A Study On Spinel Formation PDFDocument5 pagesA Study On Spinel Formation PDFBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- A Study On Spinel Formation PDFDocument5 pagesA Study On Spinel Formation PDFBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- 21 The Effect of Particle Size Distribution On Flow of Refractory CastablesDocument16 pages21 The Effect of Particle Size Distribution On Flow of Refractory CastablesBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Refractable Life LineDocument1 pageRefractable Life LineBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- A Review Influence of Refractories On Steel Quality PDFDocument20 pagesA Review Influence of Refractories On Steel Quality PDFBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Abstract Role of GraphiteDocument29 pagesAbstract Role of GraphiteBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Code QuandariesDocument2 pagesCode QuandariesrajuanthatiPas encore d'évaluation
- CIV 7240 Formula Sheet FinalExamDocument8 pagesCIV 7240 Formula Sheet FinalExamThirojan JayabalasinghamPas encore d'évaluation
- S-T1-424-F1-2004 - Framing Plan Level B1 Sheet 004Document1 pageS-T1-424-F1-2004 - Framing Plan Level B1 Sheet 004Marco ReyesPas encore d'évaluation
- NSCP 2015 (ASD & LRFD) - STEEL DESIGN (Tension Member - Part 3 Staggered Fasteners PDFDocument10 pagesNSCP 2015 (ASD & LRFD) - STEEL DESIGN (Tension Member - Part 3 Staggered Fasteners PDFRey PptwoPas encore d'évaluation
- Main Description:: Composite Manhole ChamberDocument2 pagesMain Description:: Composite Manhole ChamberChristiano RodriguezPas encore d'évaluation
- 1325Document1 page1325aleerossPas encore d'évaluation
- Proceedings of Italian Concrete Days 2018 by Marco Di Prisco, Marco MenegottoDocument15 pagesProceedings of Italian Concrete Days 2018 by Marco Di Prisco, Marco MenegottoDan MacePas encore d'évaluation
- Concrete Stress Distribituion in Ultimated Strength DesignDocument55 pagesConcrete Stress Distribituion in Ultimated Strength Designjsgalvis100% (2)
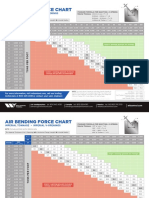
- Air Bend Force ChartDocument2 pagesAir Bend Force ChartLorenz Joseph PalmaPas encore d'évaluation
- Jeet Final Project Report Phase-1Document31 pagesJeet Final Project Report Phase-1Abhi ChavanPas encore d'évaluation
- Lesson 2. Properties of MaterialsDocument30 pagesLesson 2. Properties of MaterialsJustine James DuquePas encore d'évaluation
- 4 - MEENG322 - Cooling Load Calculation Part 1Document21 pages4 - MEENG322 - Cooling Load Calculation Part 1King Cyruz PabloPas encore d'évaluation
- Gaylord XGS ExtractorDocument2 pagesGaylord XGS ExtractorIRWIN_DSOUZAPas encore d'évaluation
- SRS-UK Silk A4Document2 pagesSRS-UK Silk A4Jacinto alvaresPas encore d'évaluation
- Product Data: F149 Polyester MatrixDocument4 pagesProduct Data: F149 Polyester MatrixSaidiJalelPas encore d'évaluation
- 2 - Pipe Schedule & Inner Dia DimensionsDocument1 page2 - Pipe Schedule & Inner Dia DimensionsHazairin As-Shiddiq RahmanPas encore d'évaluation
- Neng 301 Lecture 2 - The Structure of Thermodynamics (Dehoff, Chap. 2)Document38 pagesNeng 301 Lecture 2 - The Structure of Thermodynamics (Dehoff, Chap. 2)Anonymous eJCLQ6Pas encore d'évaluation
- Company ProfileDocument26 pagesCompany Profileannisa mahmudawatiPas encore d'évaluation
- Exceed 0015XCDocument2 pagesExceed 0015XCzhen liuPas encore d'évaluation
- BPI BA Field Test Checklist: Discussion With HomeownerDocument5 pagesBPI BA Field Test Checklist: Discussion With HomeownerbullfrogkillerPas encore d'évaluation
- Feed SystemDocument77 pagesFeed SystemvinayakPas encore d'évaluation
- Ascr Acss Accc Comparison BiccDocument4 pagesAscr Acss Accc Comparison Biccsupernaenergy100% (1)
- ASME B31.3 CalculatorDocument144 pagesASME B31.3 CalculatorLeoPas encore d'évaluation
- Is 1570 7Document18 pagesIs 1570 7Raj K Sharma100% (1)
- Mass Product Data SheetDocument1 pageMass Product Data Sheetsantosh mhetrePas encore d'évaluation
- Spirax SarcoDocument7 pagesSpirax Sarcocommercial9 Sam Trading GroupPas encore d'évaluation
- Transverse Loading Calculation of Bending Moment and Shear Force in BeamsDocument18 pagesTransverse Loading Calculation of Bending Moment and Shear Force in Beamsapi-3710585100% (4)
- Nfpa 1Document16 pagesNfpa 1teaPas encore d'évaluation
- Safety Fence: STD & SPEC 3.01Document5 pagesSafety Fence: STD & SPEC 3.01gowtham reddyPas encore d'évaluation
- 23 EN MADEL DCN Fixed Cones Diffusers 3Document5 pages23 EN MADEL DCN Fixed Cones Diffusers 3olafPas encore d'évaluation