Vous aimerez peut-être aussi
- Design of Thermal Systems: Mr. S. V. Yadav Department of Mechanical EngineeringDocument52 pagesDesign of Thermal Systems: Mr. S. V. Yadav Department of Mechanical EngineeringVishal BholePas encore d'évaluation
- Thermal Analysis Choosing The Right BaselineDocument24 pagesThermal Analysis Choosing The Right BaselineHung NGUYENPas encore d'évaluation
- Chemical Engineering Aspects of Tire Curing Simulation: KGK Rubberpoint June 2007Document5 pagesChemical Engineering Aspects of Tire Curing Simulation: KGK Rubberpoint June 2007Lorena CarvalhoPas encore d'évaluation
- Reticle heating control for lithography image distortionDocument2 pagesReticle heating control for lithography image distortionHarsh YadavPas encore d'évaluation
- Simulating Stochastic Dynamics Using Large Time StepsDocument17 pagesSimulating Stochastic Dynamics Using Large Time StepsCarlos LopezPas encore d'évaluation
- Li - (2016) - Prediction of Residual Stress and Part Distortion in Selective Laser MeltingDocument4 pagesLi - (2016) - Prediction of Residual Stress and Part Distortion in Selective Laser MeltingJesus Ismael Jimenez GarciaPas encore d'évaluation
- Slade 2015Document8 pagesSlade 2015Anurag SPas encore d'évaluation
- Implementing ADM1 For Plant-Wide Benchmark Simulations in Matlab/SimulinkDocument9 pagesImplementing ADM1 For Plant-Wide Benchmark Simulations in Matlab/SimulinkOmar AlmontePas encore d'évaluation
- 4d-Geomechanical Simulations (VISAGE) To Evaluate Potential Stress Relocation in A Geothermal Targeted Fault System in Munich (South Germany)Document8 pages4d-Geomechanical Simulations (VISAGE) To Evaluate Potential Stress Relocation in A Geothermal Targeted Fault System in Munich (South Germany)emennePas encore d'évaluation
- Flame DynamicsDocument26 pagesFlame DynamicsAhmed YasiryPas encore d'évaluation
- 2020res STR Hierarchy AMDocument13 pages2020res STR Hierarchy AMBhawesh SthaPas encore d'évaluation
- 3D Modelling of Multipass Welding of A 316L Stainless Steel Pipe-P. Duranton Et Al-2004Document7 pages3D Modelling of Multipass Welding of A 316L Stainless Steel Pipe-P. Duranton Et Al-2004Angelo GontijoPas encore d'évaluation
- Setting The Processing Parameters in InjDocument8 pagesSetting The Processing Parameters in InjLuminita GeorgetaPas encore d'évaluation
- Do Not Know16Document5 pagesDo Not Know16SaurabhTripathiPas encore d'évaluation
- Microwave Plasma Modeling With COMSOL MULTIPHYSICSDocument7 pagesMicrowave Plasma Modeling With COMSOL MULTIPHYSICSSeren Elif KızışarPas encore d'évaluation
- Time Singularities of Correlators From Dirichlet Conditions in Ads/CftDocument30 pagesTime Singularities of Correlators From Dirichlet Conditions in Ads/CftR DaniPas encore d'évaluation
- Lin Dig 2018Document14 pagesLin Dig 2018kurts010Pas encore d'évaluation
- Long-term scheduling of cleaning for heat exchanger networksDocument18 pagesLong-term scheduling of cleaning for heat exchanger networksMuhammad Syarif HidayatullahPas encore d'évaluation
- Melt Pool Temperature and Cooling RatesDocument12 pagesMelt Pool Temperature and Cooling RatesLMPas encore d'évaluation
- Combined Photothermal Lens and Photothermal MirrorDocument7 pagesCombined Photothermal Lens and Photothermal MirrorOdon Arestegui SierraPas encore d'évaluation
- A Thorough Study of The Performance of Simulated Annealing With Geometric Cooling in Correlated and Long Tailed Spatial ScenariosDocument23 pagesA Thorough Study of The Performance of Simulated Annealing With Geometric Cooling in Correlated and Long Tailed Spatial ScenariosDraKon GamingPas encore d'évaluation
- Cui 2022 J. Micromech. Microeng. 32 095005Document11 pagesCui 2022 J. Micromech. Microeng. 32 095005Sayan BiswasPas encore d'évaluation
- Rate Based Distillation Williums PaperDocument4 pagesRate Based Distillation Williums Paperzorro21072107Pas encore d'évaluation
- DMA analysis reveals polymer propertiesDocument4 pagesDMA analysis reveals polymer propertiesAnand NagarajanPas encore d'évaluation
- Steel ConDocument6 pagesSteel Consantosh bharathyPas encore d'évaluation
- Measuring The Characteristic Function of Work DistributionDocument6 pagesMeasuring The Characteristic Function of Work DistributionDiogo Lima BarretoPas encore d'évaluation
- Thermo-Fluid-Metallurgical Modelling of Laser-Based Powder Bed Fusion ProcessDocument8 pagesThermo-Fluid-Metallurgical Modelling of Laser-Based Powder Bed Fusion Processradhakanta_phy8453Pas encore d'évaluation
- Modeling and Experimental Verification of Transient/Residual Stresses and Microstructure Formation in Multi-Layer Laser Aided DMD ProcessDocument18 pagesModeling and Experimental Verification of Transient/Residual Stresses and Microstructure Formation in Multi-Layer Laser Aided DMD ProcessJesus Ismael Jimenez GarciaPas encore d'évaluation
- Artigo InteressanteDocument20 pagesArtigo InteressanteAndré SousaPas encore d'évaluation
- Adaptive Laser Welding Control A Reinforcement Learning ApproachDocument13 pagesAdaptive Laser Welding Control A Reinforcement Learning ApproachDileep GangwarPas encore d'évaluation
- Analyze Residual Stresses in Welded Joints with ANSYSDocument39 pagesAnalyze Residual Stresses in Welded Joints with ANSYSDvasSrikanthKingPas encore d'évaluation
- D5418Document3 pagesD5418Nasos MasourasPas encore d'évaluation
- Prasad1998 - Modelling of Hot Deformation FDocument16 pagesPrasad1998 - Modelling of Hot Deformation FUri SterinPas encore d'évaluation
- Nonlinear Thermal Simulation of Laser Metal Deposition: Original ArticleDocument16 pagesNonlinear Thermal Simulation of Laser Metal Deposition: Original ArticleJuan Camilo ParejaPas encore d'évaluation
- Astm d4065 PDFDocument7 pagesAstm d4065 PDFradziPas encore d'évaluation
- B2017 Process Design Based On Temperature Field Control For Reducing The Thermal Residual Stress in Glass Laser BondingDocument7 pagesB2017 Process Design Based On Temperature Field Control For Reducing The Thermal Residual Stress in Glass Laser Bonding林湧清Pas encore d'évaluation
- Brazilian journal explores multivariable heat exchanger controlDocument11 pagesBrazilian journal explores multivariable heat exchanger controlAnonymous mIRrZKXPas encore d'évaluation
- Research Article: Design of Intelligent Self-Tuning GA ANFIS Temperature Controller For Plastic Extrusion SystemDocument9 pagesResearch Article: Design of Intelligent Self-Tuning GA ANFIS Temperature Controller For Plastic Extrusion SystemDiddy BRK'sPas encore d'évaluation
- Kinetic Investigation On Thermal Tar Cracking During Biomass Gasification ProcessDocument1 pageKinetic Investigation On Thermal Tar Cracking During Biomass Gasification ProcessDavid AntonioPas encore d'évaluation
- Accuracy and Time Resolution in Thermal TransientDocument30 pagesAccuracy and Time Resolution in Thermal TransientHawkins OkeyoPas encore d'évaluation
- Chemical Engineering Science: Ali Mesbah, Herman J.M. Kramer, Adrie E.M. Huesman, Paul M.J. Van Den HofDocument16 pagesChemical Engineering Science: Ali Mesbah, Herman J.M. Kramer, Adrie E.M. Huesman, Paul M.J. Van Den HofMr. BaiGPas encore d'évaluation
- IPC-TM-650 Test Methods ManualDocument3 pagesIPC-TM-650 Test Methods ManualBushra ShaukatPas encore d'évaluation
- Modeling of Fixed Bed Catalytic Reactors: Computers & Chemical Engineering December 1985Document12 pagesModeling of Fixed Bed Catalytic Reactors: Computers & Chemical Engineering December 1985hanaPas encore d'évaluation
- ALD Con Mode 2Document14 pagesALD Con Mode 2Gerald See TohPas encore d'évaluation
- Watson 2015Document14 pagesWatson 2015Maria Luisa Sandoval OchoaPas encore d'évaluation
- Computability Limits Within The Scope of Computational MechanicsDocument8 pagesComputability Limits Within The Scope of Computational MechanicsAnonymous erhFIZPas encore d'évaluation
- Sulfur Recovery Units: Adaptive Simulation and Model Validation On An Industrial PlantDocument12 pagesSulfur Recovery Units: Adaptive Simulation and Model Validation On An Industrial PlantEdgar ChaconPas encore d'évaluation
- Calibration of Angle of ReposeDocument2 pagesCalibration of Angle of ReposesmendozaPas encore d'évaluation
- 2020 IJTS, JafariDocument15 pages2020 IJTS, JafariMostafaPas encore d'évaluation
- Research Article: Fuzzy Neural Network-Based Damage Assessment of Bridge Under Temperature EffectDocument10 pagesResearch Article: Fuzzy Neural Network-Based Damage Assessment of Bridge Under Temperature EffectMahmoud SamiPas encore d'évaluation
- Dynamic Mechanical Analysis - WikipediaDocument8 pagesDynamic Mechanical Analysis - WikipediamohsenPas encore d'évaluation
- QM/MM Methodology: Fundamentals, Scope, and Limitations: Institute For Advanced SimulationDocument14 pagesQM/MM Methodology: Fundamentals, Scope, and Limitations: Institute For Advanced SimulationPrasad ChaskarPas encore d'évaluation
- Model Development in Openfoam For Laser Metal Deposition-Based Additive Manufacturing ProcessDocument6 pagesModel Development in Openfoam For Laser Metal Deposition-Based Additive Manufacturing ProcessSaurabhTripathiPas encore d'évaluation
- Fouling TestingDocument8 pagesFouling Testingemi222222Pas encore d'évaluation
- Simulation-Based Optimization of Thermal Systems: Applied Thermal Engineering May 2009Document11 pagesSimulation-Based Optimization of Thermal Systems: Applied Thermal Engineering May 2009Sakena AbbasPas encore d'évaluation
- Fowler 2001Document12 pagesFowler 2001Mahmoud OsamaPas encore d'évaluation
- Pant Et Al - 2021 - Critical Parameter Identification of Fuel-Cell Models Using Sensitivity AnalysisDocument12 pagesPant Et Al - 2021 - Critical Parameter Identification of Fuel-Cell Models Using Sensitivity AnalysisLalit PantPas encore d'évaluation
- On The Simultaneous Solution and Optimization of Large Scale Engineering SystemsDocument13 pagesOn The Simultaneous Solution and Optimization of Large Scale Engineering SystemsGustavo Gabriel JimenezPas encore d'évaluation
- Lecture1 PDFDocument13 pagesLecture1 PDFA.s. MahasreerajhanPas encore d'évaluation
- High Performance Computing and the Discrete Element Model: Opportunity and ChallengeD'EverandHigh Performance Computing and the Discrete Element Model: Opportunity and ChallengePas encore d'évaluation
- RuffoDocument13 pagesRuffoMomo PierrePas encore d'évaluation
- Cap08 PDFDocument47 pagesCap08 PDFMahmoud Reda ElSherifPas encore d'évaluation
- V1i8 Ijertv1is8011Document9 pagesV1i8 Ijertv1is8011Momo PierrePas encore d'évaluation
- Application For Employment - Form DS-174 - 0Document8 pagesApplication For Employment - Form DS-174 - 0Momo PierrePas encore d'évaluation
- Modeling and Control of Microgrid An OverviewDocument38 pagesModeling and Control of Microgrid An OverviewMomo Pierre100% (2)
- Cap08 PDFDocument47 pagesCap08 PDFMahmoud Reda ElSherifPas encore d'évaluation
- V1i8 Ijertv1is8011Document9 pagesV1i8 Ijertv1is8011Momo PierrePas encore d'évaluation
- Crash AnalysisDocument5 pagesCrash AnalysisMomo PierrePas encore d'évaluation
- How To Convert A Laptop LCD Into An External MonitorDocument1 pageHow To Convert A Laptop LCD Into An External MonitorMomo PierrePas encore d'évaluation
- Pawlus 2013 InvestigationDocument29 pagesPawlus 2013 InvestigationMomo PierrePas encore d'évaluation
- 10 1177@0954405414567522Document22 pages10 1177@0954405414567522Momo PierrePas encore d'évaluation
- Transient Load Function Tutorial v81Document7 pagesTransient Load Function Tutorial v81Ashutosh KumarPas encore d'évaluation
- Paper Template Guide for AuthorsDocument3 pagesPaper Template Guide for AuthorsMomo PierrePas encore d'évaluation
- Newton MethodDocument11 pagesNewton Methoddeba_jyoti_das100% (2)
- Optimisation Methodology For Lightweight Gears To Be Produced by Additive Manufacturing TechniquesDocument12 pagesOptimisation Methodology For Lightweight Gears To Be Produced by Additive Manufacturing TechniquesMomo PierrePas encore d'évaluation
- l7 PDFDocument12 pagesl7 PDFMomo PierrePas encore d'évaluation
- 2003heat Transfer in Femtosecond LaserDocument14 pages2003heat Transfer in Femtosecond LaserMomo PierrePas encore d'évaluation
- AJSEDocument2 pagesAJSEMomo PierrePas encore d'évaluation
- Sciencedirect SciencedirectDocument5 pagesSciencedirect SciencedirectMomo PierrePas encore d'évaluation
- EOS System Data Sheet EOS P396 enDocument4 pagesEOS System Data Sheet EOS P396 enMomo PierrePas encore d'évaluation
- l7 PDFDocument12 pagesl7 PDFMomo PierrePas encore d'évaluation
- 25478Document25 pages25478Momo PierrePas encore d'évaluation
- 97 485,26 MAD HT: Référence:BRW1325ADocument7 pages97 485,26 MAD HT: Référence:BRW1325AMomo PierrePas encore d'évaluation
- EOS SystemDataSheet EOS M 100 enDocument2 pagesEOS SystemDataSheet EOS M 100 enMomo PierrePas encore d'évaluation
- EOS Corporate System Portofolio ALL en 201511 FullDocument2 pagesEOS Corporate System Portofolio ALL en 201511 FullMomo PierrePas encore d'évaluation
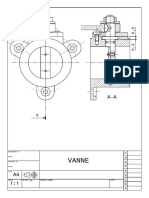
- Plan VanneDocument1 pagePlan VanneMomo PierrePas encore d'évaluation
- Agreement For TeachingDocument4 pagesAgreement For TeachingMomo PierrePas encore d'évaluation
- Zhou 2009Document8 pagesZhou 2009Momo PierrePas encore d'évaluation
- Pricelist SLM125Document3 pagesPricelist SLM125Momo PierrePas encore d'évaluation
- 600V 10A N-Channel MOSFETDocument7 pages600V 10A N-Channel MOSFETVuksanov ZarkoPas encore d'évaluation
- Kimo Kigaz 200 Combustion Gas Analyzer DatasheetDocument4 pagesKimo Kigaz 200 Combustion Gas Analyzer DatasheetayannathompsoneqsPas encore d'évaluation
- Aerofoil Climafan Brochure 50Hz (ENG) For RefDocument58 pagesAerofoil Climafan Brochure 50Hz (ENG) For RefAnonymous BbZceWkVnPas encore d'évaluation
- Work Smart, Not Hard PDFDocument4 pagesWork Smart, Not Hard PDFavabhyankar9393Pas encore d'évaluation
- Application For Aerodrome Licence - Initial: Particulars Regarding The Applicant/HolderDocument3 pagesApplication For Aerodrome Licence - Initial: Particulars Regarding The Applicant/HolderDavid TomaPas encore d'évaluation
- Form ADT-1Document3 pagesForm ADT-1Aashishh PatilPas encore d'évaluation
- Bharat Sanchar Nigam Limited: (A Govt. of India Enterprise)Document1 pageBharat Sanchar Nigam Limited: (A Govt. of India Enterprise)DEE QC CHittoorPas encore d'évaluation
- NeoPiano ManualDocument19 pagesNeoPiano ManualLaw LeoPas encore d'évaluation
- Sigma-5 Positioner Manual: MH (T) - SeriesDocument60 pagesSigma-5 Positioner Manual: MH (T) - SeriesRex BernedoPas encore d'évaluation
- Peta Das Daerah TavailiDocument1 pagePeta Das Daerah TavailiMegha GermanottaPas encore d'évaluation
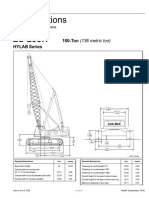
- 150 Ton Link Belt LS 238HSpecsDocument6 pages150 Ton Link Belt LS 238HSpecsYosses Sang Nahkoda0% (1)
- Diabetic Diagnose Test Based On PPG Signal andDocument5 pagesDiabetic Diagnose Test Based On PPG Signal andAl InalPas encore d'évaluation
- QC Inspection and Test PlanDocument9 pagesQC Inspection and Test PlanAlphaPas encore d'évaluation
- Technical Instructions Book Sribas Goswami Anna Odrowaz-CoatesDocument3 pagesTechnical Instructions Book Sribas Goswami Anna Odrowaz-CoatesDEAPas encore d'évaluation
- Toshiba Air Conditioner Error CodesDocument3 pagesToshiba Air Conditioner Error CodesAdip Zaky56% (9)
- P3M3 Project Model PDFDocument23 pagesP3M3 Project Model PDFPercy SuarezPas encore d'évaluation
- Sulfur Recovery PDFDocument32 pagesSulfur Recovery PDFShaho Abdulqader Mohamedali0% (1)
- MEK Marine Mak Engine Spare PartsDocument6 pagesMEK Marine Mak Engine Spare PartsMEK Marine100% (1)
- Disability Benefits and Application File July 7, 2015 No Compression by HackersDocument66 pagesDisability Benefits and Application File July 7, 2015 No Compression by HackersStan J. CaterbonePas encore d'évaluation
- Documentary StoryboardDocument13 pagesDocumentary StoryboardMegan RutterPas encore d'évaluation
- English Latest WorkDocument10 pagesEnglish Latest WorkMarvin Suwaminathan PillaiPas encore d'évaluation
- Turning Green Into Gold Are View On The Economics of Green BuildingsDocument13 pagesTurning Green Into Gold Are View On The Economics of Green BuildingsMani sandeep NatarajaPas encore d'évaluation
- BMW Cruise BikeDocument5 pagesBMW Cruise BikeBranko BrezecPas encore d'évaluation
- Ilarkin - Itec 7482 Online Course Prep ChecklistDocument4 pagesIlarkin - Itec 7482 Online Course Prep Checklistapi-253113831Pas encore d'évaluation
- Application Form TSSDocument9 pagesApplication Form TSStinkusk24Pas encore d'évaluation
- OPM3Document49 pagesOPM3Ali Mukhtar ShigriPas encore d'évaluation
- DocxDocument6 pagesDocxkarePas encore d'évaluation
- OperatingManual PilecoDocument130 pagesOperatingManual PilecoERIC RAFAEL MENDEZ CHINCHAYPas encore d'évaluation
- SpaceExplorationDebate ManualDocument14 pagesSpaceExplorationDebate ManualCaren JasonPas encore d'évaluation