Vous aimerez peut-être aussi
- 10Document6 pages10sundyaPas encore d'évaluation
- 4012 - Grease Lubricating Central Unit PDFDocument5 pages4012 - Grease Lubricating Central Unit PDFsundyaPas encore d'évaluation
- B - Equipment and Maintenance Manual: 8576.2055 - Cold Shear Exit Roller TableDocument46 pagesB - Equipment and Maintenance Manual: 8576.2055 - Cold Shear Exit Roller TablesundyaPas encore d'évaluation
- B - Equipment and Maintenance Manual: 8576.4001 - Lubrication Central Unit - Roughing Mill AreaDocument11 pagesB - Equipment and Maintenance Manual: 8576.4001 - Lubrication Central Unit - Roughing Mill AreasundyaPas encore d'évaluation
- 3.1. BMM - Furnace Charging - Elec JB - Appvd PDFDocument4 pages3.1. BMM - Furnace Charging - Elec JB - Appvd PDFsundyaPas encore d'évaluation
- 3.7. BMM - Robot Hydraulics - Elec JB - Appvd PDFDocument1 page3.7. BMM - Robot Hydraulics - Elec JB - Appvd PDFsundyaPas encore d'évaluation
- O&M MANUAL - Catalogues - Oil LubDocument141 pagesO&M MANUAL - Catalogues - Oil LubsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument4 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument4 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- 3.1. BMM - Furnace Charging - Elec JB - Appvd PDFDocument4 pages3.1. BMM - Furnace Charging - Elec JB - Appvd PDFsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument4 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument4 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument4 pagesBill of MaterialsundyaPas encore d'évaluation
- Bill of MaterialDocument3 pagesBill of MaterialsundyaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- JMC MSDS Puraspec 1173 (GB)Document10 pagesJMC MSDS Puraspec 1173 (GB)Benny Samsul B.Pas encore d'évaluation
- Handbook of Storage Tank Systems: Codes, Regulations, and DesignsDocument4 pagesHandbook of Storage Tank Systems: Codes, Regulations, and DesignsAndi RachmanPas encore d'évaluation
- Coke Drum Repair Welch Aquilex WSI DCU Calgary 2009Document37 pagesCoke Drum Repair Welch Aquilex WSI DCU Calgary 2009Oscar DorantesPas encore d'évaluation
- Auditing Principles and Practices-IDocument8 pagesAuditing Principles and Practices-IMoti BekelePas encore d'évaluation
- Lecture 19 Code Standards and ReviewDocument27 pagesLecture 19 Code Standards and ReviewAdhil Ashik vPas encore d'évaluation
- Payment of Wages 1936Document4 pagesPayment of Wages 1936Anand ReddyPas encore d'évaluation
- P01 - PT in Building & Its AdvantagesDocument11 pagesP01 - PT in Building & Its AdvantagesPartha Pratim RoyPas encore d'évaluation
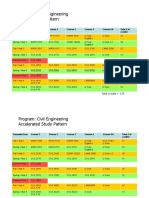
- HKUST 4Y Curriculum Diagram CIVLDocument4 pagesHKUST 4Y Curriculum Diagram CIVLfrevPas encore d'évaluation
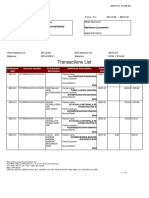
- Transactions List: Marilena Constantin RO75BRDE445SV93146784450 RON Marilena ConstantinDocument12 pagesTransactions List: Marilena Constantin RO75BRDE445SV93146784450 RON Marilena ConstantinConstantin MarilenaPas encore d'évaluation
- 2010 Information ExchangeDocument15 pages2010 Information ExchangeAnastasia RotareanuPas encore d'évaluation
- Vq40de Service ManualDocument257 pagesVq40de Service Manualjaumegus100% (4)
- MegaMacho Drums BT READ MEDocument14 pagesMegaMacho Drums BT READ MEMirkoSashaGoggoPas encore d'évaluation
- Tenses English Grammar PresentationDocument14 pagesTenses English Grammar PresentationMaz Gedi60% (5)
- 2.ed - Eng6 - q1 - Mod3 - Make Connections Between Information Viewed and Personal ExpiriencesDocument32 pages2.ed - Eng6 - q1 - Mod3 - Make Connections Between Information Viewed and Personal ExpiriencesToni Marie Atienza Besa100% (3)
- Porter's 5-Force Analysis of ToyotaDocument9 pagesPorter's 5-Force Analysis of ToyotaBiju MathewsPas encore d'évaluation
- Pepsico SDM ProjectDocument6 pagesPepsico SDM ProjectJemini GanatraPas encore d'évaluation
- Solutions DPP 2Document3 pagesSolutions DPP 2Tech. VideciousPas encore d'évaluation
- Kootenay Lake Pennywise April 26, 2016Document48 pagesKootenay Lake Pennywise April 26, 2016Pennywise PublishingPas encore d'évaluation
- Springs: All India Distributer of NienhuisDocument35 pagesSprings: All India Distributer of NienhuisIrina DroliaPas encore d'évaluation
- 5 Ways To Foster A Global Mindset in Your CompanyDocument5 pages5 Ways To Foster A Global Mindset in Your CompanyGurmeet Singh KapoorPas encore d'évaluation
- Acceptable Use Policy 08 19 13 Tia HadleyDocument2 pagesAcceptable Use Policy 08 19 13 Tia Hadleyapi-238178689Pas encore d'évaluation
- Employee of The Month.Document2 pagesEmployee of The Month.munyekiPas encore d'évaluation
- Measuring Road Roughness by Static Level Method: Standard Test Method ForDocument6 pagesMeasuring Road Roughness by Static Level Method: Standard Test Method ForDannyChaconPas encore d'évaluation
- Thermodynamics WorksheetDocument5 pagesThermodynamics WorksheetMalcolmJustMalcolmPas encore d'évaluation
- 01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgDocument202 pages01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgေအာင္ ရွင္း သန္ ့Pas encore d'évaluation
- Caroline Coady: EducationDocument3 pagesCaroline Coady: Educationapi-491896852Pas encore d'évaluation
- Assignment November11 KylaAccountingDocument2 pagesAssignment November11 KylaAccountingADRIANO, Glecy C.Pas encore d'évaluation
- ManualDocument50 pagesManualspacejung50% (2)
- Affidavit of Co OwnershipDocument2 pagesAffidavit of Co OwnershipEmer MartinPas encore d'évaluation
- Ships Near A Rocky Coast With Awaiting Landing PartyDocument2 pagesShips Near A Rocky Coast With Awaiting Landing PartyFouaAj1 FouaAj1Pas encore d'évaluation