Vous aimerez peut-être aussi
- 471 Dif 0Document2 pages471 Dif 0Shyam ParsanaPas encore d'évaluation
- CWBDocument2 pagesCWBShyam ParsanaPas encore d'évaluation
- 0101e - Guide For Applicant CosDocument14 pages0101e - Guide For Applicant Cos99demonPas encore d'évaluation
- Ultimate Guide To Cast Iron WeldingDocument16 pagesUltimate Guide To Cast Iron WeldingMohamedPas encore d'évaluation
- Quality Inspection - WeldingDocument4 pagesQuality Inspection - WeldingMin Min Mit100% (1)
- Aw StandartsDocument12 pagesAw StandartsKiukStaksPas encore d'évaluation
- AWS Welding Journal March 2013Document138 pagesAWS Welding Journal March 2013ferrero68Pas encore d'évaluation
- Aws B2.1.011 91Document12 pagesAws B2.1.011 91Martin Urriza VelazquezPas encore d'évaluation
- 2017 Welding School CatalogDocument34 pages2017 Welding School CatalogDiego AlonsoPas encore d'évaluation
- Ch-19 Gas Welding, Gas Cutting - Arc WeldingDocument85 pagesCh-19 Gas Welding, Gas Cutting - Arc WeldingdiptyaPas encore d'évaluation
- Ensuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.EDocument16 pagesEnsuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.Ecentaury2013Pas encore d'évaluation
- AWS C5.10 - Sheilding Gas PDFDocument6 pagesAWS C5.10 - Sheilding Gas PDFBoby ThomasPas encore d'évaluation
- Welding MythsDocument176 pagesWelding MythsAnonymous 1BdR0EQgbu100% (2)
- 9 Different Types of Welding Processes & Their AdvantagesDocument14 pages9 Different Types of Welding Processes & Their AdvantagesMohamedPas encore d'évaluation
- Welding Inspection TechnologyDocument13 pagesWelding Inspection TechnologyParthasarathy VadapalliPas encore d'évaluation
- Fillet Weld Gauges: Phased Array Technology Writing WpssDocument44 pagesFillet Weld Gauges: Phased Array Technology Writing WpssKenshin HimuraPas encore d'évaluation
- 1.lesson Plan Welding Basic Metals - 0 - 0Document6 pages1.lesson Plan Welding Basic Metals - 0 - 0Romel A. De GuiaPas encore d'évaluation
- Guide To Aluminium WeldingDocument3 pagesGuide To Aluminium WeldingManish SharmaPas encore d'évaluation
- Fundamentals of Welding InspectionDocument53 pagesFundamentals of Welding InspectionIlyes kPas encore d'évaluation
- Welding InspectionDocument637 pagesWelding InspectionChaitanya Sai T100% (1)
- Qualification For Brazing: Mathias Lundin, Swedish Welding CommissionDocument5 pagesQualification For Brazing: Mathias Lundin, Swedish Welding CommissionLora BoydPas encore d'évaluation
- AWS-D10.11-1987 RP For Root Pass Welding of Pipe Without BackingDocument20 pagesAWS-D10.11-1987 RP For Root Pass Welding of Pipe Without BackingtuanPas encore d'évaluation
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiPas encore d'évaluation
- API 1110 Additional Procedure ReportDocument36 pagesAPI 1110 Additional Procedure ReportMohamed Mostafa100% (1)
- CWS Exam PackageDocument10 pagesCWS Exam PackageSamanthaPereraPas encore d'évaluation
- Add02 1060.1Document14 pagesAdd02 1060.1Diego Calderón AlvaradoPas encore d'évaluation
- 5 - Section 14 - Arc Welding ConsumablesDocument11 pages5 - Section 14 - Arc Welding Consumablesrizkialia12Pas encore d'évaluation
- Asme 9 TipsDocument13 pagesAsme 9 TipsnasrpkPas encore d'évaluation
- Welded Joint Design and ProductionDocument116 pagesWelded Joint Design and ProductionGilbertoUGOPas encore d'évaluation
- AWS Cdes Listing PDFDocument14 pagesAWS Cdes Listing PDFSha Mas Sha100% (1)
- Welding in Armco PDFDocument62 pagesWelding in Armco PDFAnand RaoPas encore d'évaluation
- Duplex Stainless Steel - Welding-TwiDocument4 pagesDuplex Stainless Steel - Welding-TwiNatrajj SivakumarPas encore d'évaluation
- RM01 - 24 Case Study SMAW GTAW FCAWDocument23 pagesRM01 - 24 Case Study SMAW GTAW FCAWAnonymous cgcKzFtXPas encore d'évaluation
- US Navy Engineering Aid BasicsDocument41 pagesUS Navy Engineering Aid BasicsteddyPas encore d'évaluation
- Aws QC-12Document32 pagesAws QC-12Faisal NaeemPas encore d'évaluation
- Weld Australia Guidance Note TGN SG03 AS NZS 2980 A Summary of Changes PDFDocument14 pagesWeld Australia Guidance Note TGN SG03 AS NZS 2980 A Summary of Changes PDFRodolfoMarínPas encore d'évaluation
- American: Assurance For FabricatorsDocument12 pagesAmerican: Assurance For FabricatorsessnelsonPas encore d'évaluation
- Specification For Low-Alloy Steel Electrodes and Rods For Gas Shielded Arc WeldingDocument9 pagesSpecification For Low-Alloy Steel Electrodes and Rods For Gas Shielded Arc WeldingSilvanaPas encore d'évaluation
- HLAWDocument26 pagesHLAWFebu LuthfianiPas encore d'évaluation
- Uponor Montazni Manual EN FIN PDFDocument72 pagesUponor Montazni Manual EN FIN PDFAmar BayasgalanPas encore d'évaluation
- Guidelines For Welding Dissimilar Metals PDFDocument8 pagesGuidelines For Welding Dissimilar Metals PDFbanglvhPas encore d'évaluation
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- Filler Metal Selection-SignedDocument14 pagesFiller Metal Selection-Signedamine bouizarPas encore d'évaluation
- Fcaw NC IiDocument59 pagesFcaw NC IiAnskey berthomePas encore d'évaluation
- AWS B2 1 1 002 2006 SWPS SMAW ofDocument15 pagesAWS B2 1 1 002 2006 SWPS SMAW ofAlex MendozaPas encore d'évaluation
- PHB-5-1997 The Everyday Pocket Handbook On Metric Practices For The Welding Industry PDFDocument22 pagesPHB-5-1997 The Everyday Pocket Handbook On Metric Practices For The Welding Industry PDFTee Klong Rung100% (1)
- All AWS - CodesDocument11 pagesAll AWS - CodesPradip Tapan BanerjeePas encore d'évaluation
- Examination Procedures For Vacuum TestDocument9 pagesExamination Procedures For Vacuum TestOsilonya HenryPas encore d'évaluation
- Shieldinggases Aws 5.32 PDFDocument3 pagesShieldinggases Aws 5.32 PDFessnelsonPas encore d'évaluation
- BOC Purging While Welding Brochure351 - 68116 PDFDocument16 pagesBOC Purging While Welding Brochure351 - 68116 PDFAl0611981Pas encore d'évaluation
- Shielded Metal Arc Welding: Mild Steel III (E6011)Document33 pagesShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelPas encore d'évaluation
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDocument25 pagesMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- 2018 SAIW Course ProspectusDocument76 pages2018 SAIW Course ProspectusBen Buys100% (1)
- CWB Certification ServicesDocument7 pagesCWB Certification ServicesSaid Alauddeen FaiszPas encore d'évaluation
- Welder Qualification (ALL CODES)Document3 pagesWelder Qualification (ALL CODES)narutothunderjet216Pas encore d'évaluation
- 101e - 2023-1 - Guide For Applicant CompaniesDocument12 pages101e - 2023-1 - Guide For Applicant CompaniesgopinathbkpPas encore d'évaluation
- Welding Requirements Csa b3541 Portable Elevating PlatformsDocument2 pagesWelding Requirements Csa b3541 Portable Elevating Platformscobraz420Pas encore d'évaluation
- An Explanation of Certified WeldingDocument8 pagesAn Explanation of Certified WeldingPablo SkrochePas encore d'évaluation
- Csaa 277 ProcedureforfactorycertificationofbuildingsDocument4 pagesCsaa 277 Procedureforfactorycertificationofbuildingsabhinav aroraPas encore d'évaluation
- CWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsDocument2 pagesCWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsStephen TilleyPas encore d'évaluation
- Welding Procedure PreparationDocument122 pagesWelding Procedure Preparationthe_badass1234100% (21)
- BrochureDocument6 pagesBrochureKhemaraj PathPas encore d'évaluation
- A Guide To Welding Certification RequirementsDocument8 pagesA Guide To Welding Certification RequirementsKhemaraj PathPas encore d'évaluation
- BrouchureDocument8 pagesBrouchureKhemaraj PathPas encore d'évaluation
- Welder QualificationDocument1 pageWelder QualificationKhemaraj PathPas encore d'évaluation
- FNo QualificationDocument1 pageFNo QualificationKhemaraj PathPas encore d'évaluation
- Thermaline Heat Shield PDSDocument2 pagesThermaline Heat Shield PDSKhemaraj Path100% (1)
- Terms and ConditionsDocument10 pagesTerms and ConditionsKhemaraj PathPas encore d'évaluation
- B31.3 2016 Acc TableDocument3 pagesB31.3 2016 Acc TablePrasan SJPas encore d'évaluation
- Question & Answer - Module 1 NACEDocument6 pagesQuestion & Answer - Module 1 NACEraghuvarma0% (1)
- Docslide - Us - Nace Level 1 Quiz PDFDocument5 pagesDocslide - Us - Nace Level 1 Quiz PDFKhemaraj PathPas encore d'évaluation
- Phenoline 187 VOC PDSDocument2 pagesPhenoline 187 VOC PDSKhemaraj Path100% (1)
- Carbozinc 11Document2 pagesCarbozinc 11Khemaraj PathPas encore d'évaluation
- Carbothane 134 PDSDocument2 pagesCarbothane 134 PDSKhemaraj Path0% (1)
- Carbothane 134 HG PDSDocument2 pagesCarbothane 134 HG PDSKhemaraj Path100% (1)
- Thermaline 4900Document2 pagesThermaline 4900Khemaraj PathPas encore d'évaluation
- Carbozinc 859Document2 pagesCarbozinc 859Khemaraj PathPas encore d'évaluation
- Carboguard 890 PDSDocument2 pagesCarboguard 890 PDSKhemaraj PathPas encore d'évaluation
- Carbothane 134 PDSDocument2 pagesCarbothane 134 PDSKhemaraj Path0% (1)
- VDA Volume 6.3 2016 Chapter 9.1 Process Audit Action PlanDocument8 pagesVDA Volume 6.3 2016 Chapter 9.1 Process Audit Action PlanYo GoldPas encore d'évaluation
- 16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideDocument2 pages16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideBhaumik BhuvaPas encore d'évaluation
- Glass Stair RailingsDocument1 pageGlass Stair RailingsRenz ChuaPas encore d'évaluation
- Acer Computers Aspire 9300 Aspire 9300 Aspire 7000 Service Guide Ae6e07aDocument143 pagesAcer Computers Aspire 9300 Aspire 9300 Aspire 7000 Service Guide Ae6e07acvotechnicalsPas encore d'évaluation
- Tata MotorsDocument9 pagesTata MotorsNaim Ahmed SisirPas encore d'évaluation
- Lecture 1 - Auditing & Internal ControlDocument63 pagesLecture 1 - Auditing & Internal ControlLei CasiplePas encore d'évaluation
- Software Project Engineer in Richland Kennewick Pasco WA Resume Robert VeklotzDocument2 pagesSoftware Project Engineer in Richland Kennewick Pasco WA Resume Robert VeklotzRobertVeklotzPas encore d'évaluation
- Performance of Gesture Controlled DroneDocument11 pagesPerformance of Gesture Controlled DroneKrishna SivaPas encore d'évaluation
- Artificial LightingDocument7 pagesArtificial Lightingkookie maePas encore d'évaluation
- Session 2A JonkerDocument15 pagesSession 2A JonkerD_D_APas encore d'évaluation
- SAP Lot Sizing ParameterDocument1 pageSAP Lot Sizing ParameterWilliam HolidiPas encore d'évaluation
- 651Document26 pages651riskraj1984Pas encore d'évaluation
- Three-Phase Induction Motor Dynamic Mathematical ModelDocument3 pagesThree-Phase Induction Motor Dynamic Mathematical Modelsajs201100% (3)
- Fenelon - Dialogues With The DeadDocument279 pagesFenelon - Dialogues With The DeadjuanojedamenaPas encore d'évaluation
- Promat Promapaint dc1 Hvac Ducts Technical Manual en 2019 12Document6 pagesPromat Promapaint dc1 Hvac Ducts Technical Manual en 2019 12mohammad faldi fauziPas encore d'évaluation
- Maintenance and Repair Instructions TM 124/11: Spring-Applied Sliding Caliper Brake FSG110 With Hub CenteringDocument11 pagesMaintenance and Repair Instructions TM 124/11: Spring-Applied Sliding Caliper Brake FSG110 With Hub CenteringNik100% (1)
- Noise Performance of A Matched Filter PN Code Synchroniser UDocument5 pagesNoise Performance of A Matched Filter PN Code Synchroniser UOmar HamdiPas encore d'évaluation
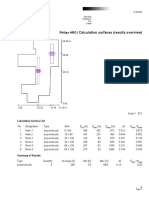
- Calculation Surfaces (Results Overview) : Philips HRODocument4 pagesCalculation Surfaces (Results Overview) : Philips HROsanaPas encore d'évaluation
- User Manual SteadyControlDocument57 pagesUser Manual SteadyControlrobiny100% (2)
- Alejandra PDFDocument1 pageAlejandra PDFCristian Melendres OrellanaPas encore d'évaluation
- Pressure Sensors - Nautilus: For Control Circuits, Type XML-F PresentationDocument11 pagesPressure Sensors - Nautilus: For Control Circuits, Type XML-F PresentationxzxPas encore d'évaluation
- Acornejo Southmayd ProfileDocument11 pagesAcornejo Southmayd Profileapi-242543114Pas encore d'évaluation
- Group 7 - Mumhdsakjbai Monorail - Project Management ReportDocument21 pagesGroup 7 - Mumhdsakjbai Monorail - Project Management ReportYogesh Parate100% (1)
- Civil Engineering Interview QuestionsDocument12 pagesCivil Engineering Interview Questionsjadgug100% (1)
- Assignment 3 - 2 Microcontrollers With DatasheetsDocument2 pagesAssignment 3 - 2 Microcontrollers With Datasheetsapi-42328551276% (45)
- ASH ReportDocument3 pagesASH ReportChandra SekharPas encore d'évaluation
- Blue Brain-The Future TechnologyDocument27 pagesBlue Brain-The Future TechnologyZuber MdPas encore d'évaluation
- Mals-11, Family Readiness Newsletter, July 2011, The Devilfish TidesDocument9 pagesMals-11, Family Readiness Newsletter, July 2011, The Devilfish TidesDevilfish FROPas encore d'évaluation
- Campus Invitation Letter - Sample 2Document1 pageCampus Invitation Letter - Sample 2sitaram shindePas encore d'évaluation
- Changing Out The Injector Seals On A 2007 PJ Ford Ranger 3.0 TDCiDocument3 pagesChanging Out The Injector Seals On A 2007 PJ Ford Ranger 3.0 TDCiAgustinus D100% (3)