Vous aimerez peut-être aussi
- Fermentacion DestilacionDocument26 pagesFermentacion DestilacionSaraCorcueraPas encore d'évaluation
- Fermentacion DestilacionDocument25 pagesFermentacion DestilacionangelbroderPas encore d'évaluation
- Fermentacion de La LevaduraDocument9 pagesFermentacion de La LevaduraCeciMoralesPas encore d'évaluation
- PQ 1Document71 pagesPQ 1GeraLd Romero67% (3)
- Informe FermentacionDocument23 pagesInforme FermentacionMCamilaVillanuevaAvila100% (1)
- Práctica 5Document6 pagesPráctica 5Valentina Buendia QuinteroPas encore d'évaluation
- Fermentacion AlcoholicaDocument19 pagesFermentacion AlcoholicaJulissa GuzmanPas encore d'évaluation
- Fermentación Alcohólica BiotecnologíaDocument7 pagesFermentación Alcohólica BiotecnologíaDavid HenríquezPas encore d'évaluation
- Bioprocesos Martes 7-840 Fermentacion PiñaDocument18 pagesBioprocesos Martes 7-840 Fermentacion PiñaJoaquin CastañonPas encore d'évaluation
- Tema 2Document16 pagesTema 2Sara AlonsoPas encore d'évaluation
- Fermentacion AlcoholicaDocument7 pagesFermentacion AlcoholicaEduan QuispePas encore d'évaluation
- Obtención de EtanolDocument6 pagesObtención de EtanolDessiree RiveraPas encore d'évaluation
- La FermentaciónDocument34 pagesLa FermentaciónFrankHuaytaCayroPas encore d'évaluation
- Fermentación AlcohólicaDocument15 pagesFermentación AlcohólicajosePas encore d'évaluation
- Biotec 1Document35 pagesBiotec 1lucrepastrana6962100% (3)
- Informe Fermentación AlcohólicaDocument15 pagesInforme Fermentación AlcohólicaJordan MartinPas encore d'évaluation
- Fermentación AlcoholicaDocument9 pagesFermentación Alcoholicajosemazariegos3103Pas encore d'évaluation
- Proteinas A Partir de Hidrocarburos de PetroleoDocument6 pagesProteinas A Partir de Hidrocarburos de PetroleoAlvin GtPas encore d'évaluation
- Cinetica de La Fermentacion Alcoholic A y Efecto de La Temperatura en El Proceso de Elaboracion de AlcoholDocument13 pagesCinetica de La Fermentacion Alcoholic A y Efecto de La Temperatura en El Proceso de Elaboracion de AlcoholFERNANDOSANCHOORTIZPas encore d'évaluation
- Proteinas A Partir de Hidrocarburos de PetroleoDocument6 pagesProteinas A Partir de Hidrocarburos de PetroleoDaniela Canelas100% (2)
- 1Document3 pages1Anonymous bDWa7CcRRPas encore d'évaluation
- T 22Document9 pagesT 22Jennyfer Coello SanchezPas encore d'évaluation
- Clinton Cubas Vicente (Ingeniería de Alimentos 3) Semana 02Document7 pagesClinton Cubas Vicente (Ingeniería de Alimentos 3) Semana 02ClintonPas encore d'évaluation
- Tea MicrobiologiaDocument45 pagesTea MicrobiologiaAndre Aguirre MorePas encore d'évaluation
- Fermentaciones IndustrialesDocument67 pagesFermentaciones IndustrialesEvelyn Burga GuevaraPas encore d'évaluation
- BiotecDocument5 pagesBiotecLenovoPas encore d'évaluation
- Impri MirDocument15 pagesImpri MirWilliam MaigualcaPas encore d'évaluation
- Fermentacion Alcoholica Grupo 4Document44 pagesFermentacion Alcoholica Grupo 4Llocclla Ccasani GloriaPas encore d'évaluation
- Bioquímica de Las FermentacionesDocument10 pagesBioquímica de Las FermentacionesCarlos Rocker SierraPas encore d'évaluation
- FermentaciónDocument8 pagesFermentaciónJeyson GonzalezPas encore d'évaluation
- Capacidad Fermentativa de LevaduraDocument26 pagesCapacidad Fermentativa de LevaduraLuis Miguel Alvarado Yupanqui100% (1)
- Informe de Fermentación AlcoholicaDocument19 pagesInforme de Fermentación AlcoholicaWily Jhonatan Bermeo Pérez0% (1)
- Guía Práctica 8 Fermentación AlcoholicaDocument11 pagesGuía Práctica 8 Fermentación AlcoholicaJuli Osorio50% (4)
- Efectos de La TemperaturaDocument11 pagesEfectos de La TemperaturaDiego Quiroz AlborPas encore d'évaluation
- Tratamiento AnaerobicoDocument32 pagesTratamiento AnaerobicoMedangelPas encore d'évaluation
- Clase 6-Fermentación - Cinetica MicrobianaDocument39 pagesClase 6-Fermentación - Cinetica Microbianajorge ibañezPas encore d'évaluation
- Biorefinerias TM - Clase X HE-fermentacion-biotecnologiaDocument24 pagesBiorefinerias TM - Clase X HE-fermentacion-biotecnologiaHernan Felipe Cifuentes PeñaPas encore d'évaluation
- Capacidad FermentativaDocument19 pagesCapacidad FermentativaJulio César Barbarán DíazPas encore d'évaluation
- Fermentacion de La Glucosa Por LevaduraDocument7 pagesFermentacion de La Glucosa Por LevaduraGabby Novillo Pillaca100% (1)
- Fermentación AlcoholicaDocument13 pagesFermentación AlcoholicaJHORDANO OCAMPO CORAZAOPas encore d'évaluation
- Obtencion de EtanolDocument11 pagesObtencion de EtanolJhon Walter Diaz RodriguezPas encore d'évaluation
- 11los Microorganismos en La Industria AlimentariaDocument98 pages11los Microorganismos en La Industria AlimentariaAgustin DuartePas encore d'évaluation
- Informe SidraDocument10 pagesInforme SidraEder Navarro100% (1)
- PU - Ind AlimenticiaDocument48 pagesPU - Ind AlimenticiaJoaquin SaguierPas encore d'évaluation
- Fermentacion AlcoholicaDocument13 pagesFermentacion AlcoholicaAna Lucia TimbilaPas encore d'évaluation
- Fermentación AlcohólicaDocument11 pagesFermentación AlcohólicaALEJANDRA SANCHEZ RAZONPas encore d'évaluation
- Tarea EdwinDocument9 pagesTarea EdwinMaria Fernanda Callejas ArriagaPas encore d'évaluation
- Zymomonas MobilisDocument12 pagesZymomonas Mobilisdiegoiq1Pas encore d'évaluation
- Biotecnologia Practica Nº3Document27 pagesBiotecnologia Practica Nº3Luz SantPzPas encore d'évaluation
- Fermentacion AlcoholicaDocument3 pagesFermentacion AlcoholicaCarlos Cruz0% (2)
- Chicha de JoraDocument10 pagesChicha de JoraKevin Carbonelli GonzalezPas encore d'évaluation
- Fermentacion Alcoholica y LacticaDocument12 pagesFermentacion Alcoholica y LacticaNoé CuevasPas encore d'évaluation
- Capacidad Fermentativa de Una LevaduraDocument19 pagesCapacidad Fermentativa de Una LevaduraJessiLM100% (1)
- Tipos de FermentacionesDocument12 pagesTipos de FermentacionesPauly GuamanquispePas encore d'évaluation
- Clase 9. FermentaciónDocument18 pagesClase 9. FermentaciónDaniela Estrella AracenaPas encore d'évaluation
- Fundamento TeoricoDocument8 pagesFundamento TeoricoRodolfo Jesus Andrade Benítez0% (1)
- Practica-N° 1 - Corregida-Bioquimica-Microbiana-1Document19 pagesPractica-N° 1 - Corregida-Bioquimica-Microbiana-1Eva Luz Alvarez MolinaPas encore d'évaluation
- Capitulus 3 y 4 Alcohol y CervezaDocument80 pagesCapitulus 3 y 4 Alcohol y CervezaInés BeltránPas encore d'évaluation
- Tratamientos finales de conservación. INAV0109D'EverandTratamientos finales de conservación. INAV0109Pas encore d'évaluation
- Química de macrocomponentes de alimentosD'EverandQuímica de macrocomponentes de alimentosPas encore d'évaluation
- El CementoDocument118 pagesEl Cementojosean_246Pas encore d'évaluation
- Ejercicios Resueltos 2do BimestreDocument6 pagesEjercicios Resueltos 2do Bimestrejosean_246Pas encore d'évaluation
- TC Callao - Ing - Fernando ChuyDocument25 pagesTC Callao - Ing - Fernando Chuyjosean_246Pas encore d'évaluation
- Diseño de Una Planta de Molienda de CementoDocument50 pagesDiseño de Una Planta de Molienda de Cementojosean_246Pas encore d'évaluation
- Formacion ClinkerDocument60 pagesFormacion Clinkerjosean_246100% (1)
- Sesión 04 y 05 - Fajas TransportadorasDocument0 pageSesión 04 y 05 - Fajas Transportadorasjosean_246Pas encore d'évaluation
- Carga CirculanteDocument10 pagesCarga CirculanteNelly Isabel Narvaez PachecoPas encore d'évaluation
- CARNESDocument4 pagesCARNESjosean_246100% (2)
- Teoría de ConminuciónDocument13 pagesTeoría de Conminuciónjosean_246100% (13)
- Jabones GermicidasfinalDocument18 pagesJabones Germicidasfinaljosean_24680% (5)
- Accesorios de TuberíasDocument16 pagesAccesorios de TuberíasLuz Marina Gomez OrihuelaPas encore d'évaluation
- Excavadoras Sobre Orugas CX210 - CX230 - CX240 Schematic SetDocument34 pagesExcavadoras Sobre Orugas CX210 - CX230 - CX240 Schematic SetAtonal Atlacatl0% (1)
- TAREAS de Balance de Materia y Energía Unidad IDocument7 pagesTAREAS de Balance de Materia y Energía Unidad INathaly Moran Mérida67% (3)
- Tecnicas Psicologicas Dejar de FumarDocument30 pagesTecnicas Psicologicas Dejar de FumarSusi Gonzalez FernandezPas encore d'évaluation
- Q5-PAU Cinética 2023 - 24Document7 pagesQ5-PAU Cinética 2023 - 24nikol.21abPas encore d'évaluation
- Listado de Principios Activos de Estrecho Margen Terapeutico Actualizacion A Septiembre de 2017Document5 pagesListado de Principios Activos de Estrecho Margen Terapeutico Actualizacion A Septiembre de 2017Gisell RubianoPas encore d'évaluation
- Procedimiento Junta en FileteDocument4 pagesProcedimiento Junta en FileteSantander MartinezPas encore d'évaluation
- Albumina Ab3800Document2 pagesAlbumina Ab3800caelus04Pas encore d'évaluation
- 1° Practica Del Laboratorio de Química OrgánicaDocument11 pages1° Practica Del Laboratorio de Química OrgánicaHéctor MendozaPas encore d'évaluation
- Producción de Costilla Ahumada de Cerdo Y Aplicación Del HACCPDocument55 pagesProducción de Costilla Ahumada de Cerdo Y Aplicación Del HACCPJuan Sebastian Martinez Bernal67% (3)
- Evaluacion Parcial N 2-SemDocument3 pagesEvaluacion Parcial N 2-SemFrancisco Alonso ReyesPas encore d'évaluation
- Farmacognosia GB 20Document15 pagesFarmacognosia GB 20jose carlos leon gonzalezPas encore d'évaluation
- Lab de Quim 2Document3 pagesLab de Quim 2Frank Ludwind Camposano BerrospiPas encore d'évaluation
- Estudio de Viabilidad para La Producción de La Mermelada de Mucilago de CacaoDocument192 pagesEstudio de Viabilidad para La Producción de La Mermelada de Mucilago de CacaoAlonso Julio Chinchay SaavedraPas encore d'évaluation
- Términos de Concentración y Especifique Sus UnidadesDocument2 pagesTérminos de Concentración y Especifique Sus UnidadesPercy Waldemar Ticona Queque0% (2)
- Betún Ecologico - Cuaderno de Campo-2Document20 pagesBetún Ecologico - Cuaderno de Campo-2Estrella Martinez RuizPas encore d'évaluation
- Uso de Soluciones Electrolíticas y Glicerol para Reducir El Estrés y Las Mermas Del Ganado Durante El TransporteDocument101 pagesUso de Soluciones Electrolíticas y Glicerol para Reducir El Estrés y Las Mermas Del Ganado Durante El TransporteMauricioPas encore d'évaluation
- Pectinas y GomasDocument15 pagesPectinas y GomasKARLA CRISTINA JARAMILLO VILLAPas encore d'évaluation
- Jorge - Trabajo-Suficiencia - Titulo - 2019 Suelos ExpansivosDocument75 pagesJorge - Trabajo-Suficiencia - Titulo - 2019 Suelos Expansivosneithan josuePas encore d'évaluation
- EstequiometriaDocument30 pagesEstequiometriaAndresmelo12Pas encore d'évaluation
- Densidad y P. E.-1Document5 pagesDensidad y P. E.-1Israel ChambiPas encore d'évaluation
- Celsa N2XOH ParaleloDocument3 pagesCelsa N2XOH ParaleloDaniel GraterolPas encore d'évaluation
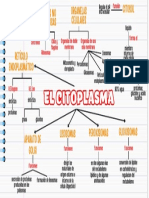
- CitoplasmaDocument1 pageCitoplasmaMiguel ArteagaPas encore d'évaluation
- Diseño, Selección y Falla de MaterialesDocument75 pagesDiseño, Selección y Falla de MaterialesJkaz AyalaPas encore d'évaluation
- Pastel APIDocument2 pagesPastel APISaul JuradoPas encore d'évaluation
- Conceptos Limpieza y Suciedad, PHDocument13 pagesConceptos Limpieza y Suciedad, PHVanessa MedinaPas encore d'évaluation
- DU1015XTXS Lava VajillasDocument10 pagesDU1015XTXS Lava VajillasJuan Carlos GonzalezPas encore d'évaluation
- Obtencion Del PapelDocument8 pagesObtencion Del PapelAdriana SandovalPas encore d'évaluation
- Transpiración (Fisiología Vegetal)Document58 pagesTranspiración (Fisiología Vegetal)Paula DanielaPas encore d'évaluation
- Pop PopDocument7 pagesPop PopElTecnologoPas encore d'évaluation