Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Geocell Slope ProtectionDocument3 pagesGeocell Slope ProtectionNaufal IhsanPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Romold Domestic Grease TrapDocument1 pageRomold Domestic Grease Traprajkumar_chinniahPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Moisture Susceptibility of Hot Mix Asphalt Mixes: Identification of Problem and Recommended SolutionsDocument39 pagesMoisture Susceptibility of Hot Mix Asphalt Mixes: Identification of Problem and Recommended SolutionsProf. Prithvi Singh Kandhal100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Weller LT-series PDFDocument13 pagesWeller LT-series PDFsandrorrrPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Riveted Joints ASME IDocument7 pagesRiveted Joints ASME ICastoriadisPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Stockists of in Vadodara, A537 CL. 1 Boiler Plate, ASME SA537 Class 1 Plate, ASTM A537 Class 1 Pressure Vessel Plates Suppliers in GujaratDocument5 pagesStockists of in Vadodara, A537 CL. 1 Boiler Plate, ASME SA537 Class 1 Plate, ASTM A537 Class 1 Pressure Vessel Plates Suppliers in GujaratRaymundo Maldonado AlvarezPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- BoilersDocument47 pagesBoilersAshish RawatPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Principles of RCCDocument28 pagesPrinciples of RCCprashmce100% (1)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- NORTHERN ARIZONA UNIVERSITY - Technical Standards: Project XX - XXX.XXX - Project NameDocument69 pagesNORTHERN ARIZONA UNIVERSITY - Technical Standards: Project XX - XXX.XXX - Project NameMEHDI FARROKHIPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- Rupture DiscDocument2 pagesRupture Discbigs1303Pas encore d'évaluation
- Design of Syphon AqueductDocument118 pagesDesign of Syphon AqueductGuru MurthyPas encore d'évaluation
- Assignment 3Document9 pagesAssignment 3api-335365905Pas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
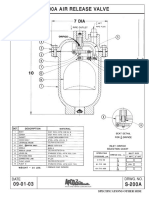
- APCO. S-200a Air Release ValveDocument2 pagesAPCO. S-200a Air Release ValveAlberto Diaz100% (2)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- CHAPTER 4 - General Models of FoulingDocument10 pagesCHAPTER 4 - General Models of Foulingkim haksongPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Ebara 3M IE3 UKDocument19 pagesEbara 3M IE3 UKAfraz ShaikhPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Model A240 Indicator PostDocument5 pagesModel A240 Indicator Postcchristt2584Pas encore d'évaluation
- Bs en 357 - 2004 Glass-Frp ClassDocument16 pagesBs en 357 - 2004 Glass-Frp ClassKwong chi hoPas encore d'évaluation
- StainlessSteelBraid (SSB)Document2 pagesStainlessSteelBraid (SSB)phucgenjiPas encore d'évaluation
- Introduction To Bare Overhead ConductorsDocument49 pagesIntroduction To Bare Overhead ConductorsAlvin RamsaranPas encore d'évaluation
- Heat and Thermodynamics: This Chapter CoversDocument10 pagesHeat and Thermodynamics: This Chapter CoversLaxankPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Ga Marta ViewDocument188 pagesGa Marta ViewAndes PutraPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Bypass Thermostats: Installation InstructionsDocument1 pageBypass Thermostats: Installation InstructionsBassiePas encore d'évaluation
- Diagram of The HouseDocument16 pagesDiagram of The HouseBeatriz OliveiraPas encore d'évaluation
- Thermomechanical Treatment CorrosionDocument8 pagesThermomechanical Treatment CorrosionbharatPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- HVAC Systems Duct DesignDocument39 pagesHVAC Systems Duct Designsardarmkhan100% (2)
- 2 Lateral-Load-Transfer Session-2 2perDocument56 pages2 Lateral-Load-Transfer Session-2 2perLuis CortesPas encore d'évaluation
- The Nature of MaterialsDocument11 pagesThe Nature of MaterialscdymlkPas encore d'évaluation
- Sigma Marine Coatings Manual - Part8Document2 pagesSigma Marine Coatings Manual - Part8EngTamerPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- How To Size A Room Air Conditioner PDFDocument3 pagesHow To Size A Room Air Conditioner PDFKo PaukPas encore d'évaluation
- MDDocument18 pagesMDTheo AnggaraPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)