Vous aimerez peut-être aussi
- The Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)Document48 pagesThe Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)alabamacoal100% (1)
- The Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)Document48 pagesThe Coal Resource, A Comprehensive Overview of Coal (World Coal Institute)alabamacoal100% (1)
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarPas encore d'évaluation
- A Brief Tutorial On Studio MonitorsDocument18 pagesA Brief Tutorial On Studio MonitorsCurtis O'BrienPas encore d'évaluation
- Fuller Kiln DataDocument1 pageFuller Kiln DatazementheadPas encore d'évaluation
- Finish Grinding Ball Mill Interlocks-V0.0Document5 pagesFinish Grinding Ball Mill Interlocks-V0.0Junaid MazharPas encore d'évaluation
- Fuller-Kinyon (FK) PumpDocument9 pagesFuller-Kinyon (FK) PumpAli Hüthüt100% (1)
- Module 14-Area ComputationsDocument5 pagesModule 14-Area ComputationsGerovic Parinas50% (2)
- Atox 20 Coal Mill Critical Interlock SheetDocument6 pagesAtox 20 Coal Mill Critical Interlock SheetValipireddy NagarjunPas encore d'évaluation
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
- The First-Fourth Books of The HitopadésaDocument116 pagesThe First-Fourth Books of The HitopadésaMiguel RosaPas encore d'évaluation
- VDZ Cement Manufacturing Course FlyerDocument4 pagesVDZ Cement Manufacturing Course FlyerfaheemqcPas encore d'évaluation
- Cooler Air Flow Vs Kiln FeedDocument2 pagesCooler Air Flow Vs Kiln FeedBùi Hắc HảiPas encore d'évaluation
- Rotary Airlock Feeder (Valve)Document6 pagesRotary Airlock Feeder (Valve)Ali Hüthüt100% (3)
- False AirDocument665 pagesFalse AirSantanu PachhalPas encore d'évaluation
- HT-2.2 RMR Heat Belance 5 Stage T17 M7,9Document1 pageHT-2.2 RMR Heat Belance 5 Stage T17 M7,9GiequatPas encore d'évaluation
- Inleaking AirDocument6 pagesInleaking Airirfan100% (2)
- KEP Presentation NCJWDocument28 pagesKEP Presentation NCJWfilu786Pas encore d'évaluation
- Training PODFA: Prepol - Preheater - DesignDocument53 pagesTraining PODFA: Prepol - Preheater - DesignДен СтаднікPas encore d'évaluation
- Example of Cement Mill QuestionnaireDocument5 pagesExample of Cement Mill QuestionnaireIrfan AhmedPas encore d'évaluation
- Cpi CoolersDocument47 pagesCpi CoolersRobert BrownPas encore d'évaluation
- Process - Operation - Optimization of The ETA Cooler - MugherDocument138 pagesProcess - Operation - Optimization of The ETA Cooler - Mugherzewdu dechasaPas encore d'évaluation
- Proposal For Reducing Emissions of SOx in Cement Plants PDFDocument4 pagesProposal For Reducing Emissions of SOx in Cement Plants PDFharrazyPas encore d'évaluation
- Najran Cement Company:: Najran: NCC Line-2 Kiln By-Pass ReportDocument2 pagesNajran Cement Company:: Najran: NCC Line-2 Kiln By-Pass ReportIrfan AhmedPas encore d'évaluation
- Pneumatic Conveying SystemsDocument57 pagesPneumatic Conveying SystemsSakthi Vel100% (1)
- Raw Mill Nozzle Ring Area 8/6/2019 11:02: 4.47 m2 m2 m2 m2 m2 3.57 m2Document6 pagesRaw Mill Nozzle Ring Area 8/6/2019 11:02: 4.47 m2 m2 m2 m2 m2 3.57 m2Bùi Hắc HảiPas encore d'évaluation
- Rotary Kiln HEAT UP CHARTDocument5 pagesRotary Kiln HEAT UP CHARTsyeedismailPas encore d'évaluation
- Kiln Ins Pection SheetDocument1 pageKiln Ins Pection SheetAbul Qasim QasimPas encore d'évaluation
- SeparatorsDocument6 pagesSeparatorsKADİR durmaz100% (1)
- 04 Vertical Roller MillsDocument12 pages04 Vertical Roller MillsVishnu Vardhan . C100% (4)
- Clinker CoolersDocument17 pagesClinker Coolersemad sabri0% (1)
- High VM Coal With 3% SulphurDocument1 pageHigh VM Coal With 3% SulphurIrshad HussainPas encore d'évaluation
- Raw Mill Heat Balance Without WHR: Sn. Parameters Units ValuesDocument3 pagesRaw Mill Heat Balance Without WHR: Sn. Parameters Units ValuesRamachandrarao MaddaliPas encore d'évaluation
- Heat Balance DataDocument6 pagesHeat Balance DataOuaddani aminePas encore d'évaluation
- Grinding With Ball Mill SystemsDocument47 pagesGrinding With Ball Mill SystemsaghilifPas encore d'évaluation
- Kiln Control VariablesDocument50 pagesKiln Control VariablesElder A. Gutiérrez Villacorta100% (1)
- Raw Grinding Ball Mill Interlocks-V0.0Document2 pagesRaw Grinding Ball Mill Interlocks-V0.0Junaid MazharPas encore d'évaluation
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütPas encore d'évaluation
- Cement Kiln Pyro BalanceDocument44 pagesCement Kiln Pyro BalanceirfanPas encore d'évaluation
- Brick Ring Calculator Link 1Document5 pagesBrick Ring Calculator Link 1Thaigroup CementPas encore d'évaluation
- Combustion ManualDocument60 pagesCombustion ManualPradeep Kumawat100% (1)
- The Air Circuit in A Rotary KilnDocument20 pagesThe Air Circuit in A Rotary KilnZia KhanPas encore d'évaluation
- Kiln OptimiztionDocument13 pagesKiln Optimiztionslim_g911100% (1)
- Kiln TrippingDocument13 pagesKiln Tripping7atemmohPas encore d'évaluation
- Coal Drying (Dry Basis)Document9 pagesCoal Drying (Dry Basis)billyPas encore d'évaluation
- Plant Location: Preheater Feed Preheater String - Calciner TypeDocument33 pagesPlant Location: Preheater Feed Preheater String - Calciner TypeDilnesa EjiguPas encore d'évaluation
- Cooler Air Distribution CalculationDocument18 pagesCooler Air Distribution CalculationSatish KumarPas encore d'évaluation
- How To Control Kiln Shell CorrosionDocument72 pagesHow To Control Kiln Shell CorrosionNael100% (5)
- Line III Heat BalanceDocument65 pagesLine III Heat Balancehmaza shakeelPas encore d'évaluation
- Cooler ETA Vs Grate JG (Document39 pagesCooler ETA Vs Grate JG (NaelPas encore d'évaluation
- Ball Charge DesignDocument12 pagesBall Charge DesignPaulo VidasPas encore d'évaluation
- 19 Jonathan Forinton ATECDocument33 pages19 Jonathan Forinton ATECElwathig BakhietPas encore d'évaluation
- Improvement of Productivity Using Tromp Curve MeasDocument11 pagesImprovement of Productivity Using Tromp Curve MeasRachit Bansal BJ20099Pas encore d'évaluation
- 3 Cooleftrr - PpsDocument19 pages3 Cooleftrr - PpsAli HüthütPas encore d'évaluation
- Pyro Heat Balance 8000TPD @23.03.2023Document2 pagesPyro Heat Balance 8000TPD @23.03.2023harikrushnaPas encore d'évaluation
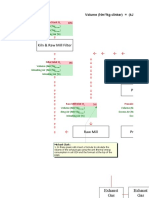
- Pyro-Processing System - MASS & GAS FLOWDocument1 pagePyro-Processing System - MASS & GAS FLOWVijay BhanPas encore d'évaluation
- Coal Mill Ball Interlocks-V0.0Document11 pagesCoal Mill Ball Interlocks-V0.0Junaid MazharPas encore d'évaluation
- Heat Balance Kiln & Cooler P 6: InstructionsDocument32 pagesHeat Balance Kiln & Cooler P 6: Instructionstika100% (1)
- Solid Fuel PreperationDocument1 pageSolid Fuel PreperationvvijaybhanPas encore d'évaluation
- Questionnaire For Pyroprocessing ModificationDocument8 pagesQuestionnaire For Pyroprocessing ModificationVijay BhanPas encore d'évaluation
- Coal Chapter 3Document24 pagesCoal Chapter 3Ihwan Limanto100% (1)
- Ovality Analysis 12345Document31 pagesOvality Analysis 12345Ramsai ChigurupatiPas encore d'évaluation
- Cooler Cal.Document10 pagesCooler Cal.Irfan AhmedPas encore d'évaluation
- Process Control IEEE Eml RDocument40 pagesProcess Control IEEE Eml RFran JimenezPas encore d'évaluation
- Raw Mill-Ball Mill Heat BalanceDocument16 pagesRaw Mill-Ball Mill Heat BalanceAbhishekPas encore d'évaluation
- False Air CaluculationDocument4 pagesFalse Air CaluculationMohd AliPas encore d'évaluation
- 01.02 Doctrine Raw MixDocument2 pages01.02 Doctrine Raw Mixrupesh soniPas encore d'évaluation
- EKO BESTWAY PROJECT - PPSXDocument22 pagesEKO BESTWAY PROJECT - PPSXJunaid MazharPas encore d'évaluation
- CM - 2 Heat BalanceDocument2 pagesCM - 2 Heat BalanceThaigroup CementPas encore d'évaluation
- Coriolis Part1Document20 pagesCoriolis Part1Krishna Bhanu SinghPas encore d'évaluation
- Benchmarks IndiaDocument78 pagesBenchmarks IndialafecapoPas encore d'évaluation
- Simulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesDocument8 pagesSimulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesNael100% (1)
- Raw Mill InspectionDocument20 pagesRaw Mill InspectionAtiq Ur RehmanPas encore d'évaluation
- Kiln Eval Line IDocument1 pageKiln Eval Line IRaji SuriPas encore d'évaluation
- CoolerDocument3 pagesCoolerRizwanKhanPas encore d'évaluation
- Data MotorDocument15 pagesData MotorFauziah Nur AzmiPas encore d'évaluation
- Excel TabelaDocument7 pagesExcel TabelaThomfar CostaPas encore d'évaluation
- Aixergeecompres2014 140709020953 Phpapp01Document17 pagesAixergeecompres2014 140709020953 Phpapp01Ali HüthütPas encore d'évaluation
- DCVFDocument2 pagesDCVFAli HüthütPas encore d'évaluation
- Basics Coal CharacteristicsDocument28 pagesBasics Coal CharacteristicsMallinatha PNPas encore d'évaluation
- 3-1-2 Presentation JFEengineering PublicDocument14 pages3-1-2 Presentation JFEengineering PublicAli HüthütPas encore d'évaluation
- WsdeDocument1 pageWsdeAli HüthütPas encore d'évaluation
- Preheat ProcessDocument42 pagesPreheat ProcessAnGahBasHaPas encore d'évaluation
- CDF SlidesDocument6 pagesCDF SlidesAli HüthütPas encore d'évaluation
- Weight and Surface of Grinding ChargesDocument2 pagesWeight and Surface of Grinding ChargesBùi Hắc HảiPas encore d'évaluation
- 1 SMDocument6 pages1 SMAli HüthütPas encore d'évaluation
- Bag FiltersDocument18 pagesBag FiltersAli HüthütPas encore d'évaluation
- No. of Bricks Per Ring Calculation SheetDocument3 pagesNo. of Bricks Per Ring Calculation SheetAli HüthütPas encore d'évaluation
- CDF SlidesDocument6 pagesCDF SlidesAli HüthütPas encore d'évaluation
- 3-1-2 Presentation JFEengineering PublicDocument14 pages3-1-2 Presentation JFEengineering PublicAli HüthütPas encore d'évaluation
- 1 SMDocument6 pages1 SMAli HüthütPas encore d'évaluation
- Epe 2016012916415664-2 PDFDocument11 pagesEpe 2016012916415664-2 PDFAli Hüthüt100% (1)
- User ManualDocument37 pagesUser ManualAli HüthütPas encore d'évaluation
- Results 2020: Climate Change Performance IndexDocument32 pagesResults 2020: Climate Change Performance IndexTonyPas encore d'évaluation
- VSR Trans. PPT3Document16 pagesVSR Trans. PPT3VSR TRANSPas encore d'évaluation
- Pradeep Kshetrapal - Genius Physics (Class 12) - For IIT-JEE and CBSE 2 - Libgen - LiDocument338 pagesPradeep Kshetrapal - Genius Physics (Class 12) - For IIT-JEE and CBSE 2 - Libgen - Lisujan subediPas encore d'évaluation
- Submission Letter To LBUDocument46 pagesSubmission Letter To LBUramesh bajracharyaPas encore d'évaluation
- Da Insem AllDocument217 pagesDa Insem AllTECOA136TejasJadhavPas encore d'évaluation
- Advanced Office Add-In DevelopmentDocument40 pagesAdvanced Office Add-In DevelopmentReadonePas encore d'évaluation
- Effect of Liquidity Risk On Performance of Deposit Money Banks in NigeriaDocument6 pagesEffect of Liquidity Risk On Performance of Deposit Money Banks in NigeriaEditor IJTSRDPas encore d'évaluation
- PASSAGE ONE (Questions 1-4)Document5 pagesPASSAGE ONE (Questions 1-4)Vian LonkzeerPas encore d'évaluation
- PP in Ii 001Document15 pagesPP in Ii 001Dav EipPas encore d'évaluation
- UnitPlan (P.E) Grade 6Document13 pagesUnitPlan (P.E) Grade 6Lou At CamellaPas encore d'évaluation
- Prof Ed 9-A - Module 6 - Tumacder, DHMLDocument6 pagesProf Ed 9-A - Module 6 - Tumacder, DHMLDanica Hannah Mae TumacderPas encore d'évaluation
- Q1 Practical Research 2 - Module 1bDocument15 pagesQ1 Practical Research 2 - Module 1bRhea Mae MacabodbodPas encore d'évaluation
- IPE SakibBhaiMagicChothaDocument55 pagesIPE SakibBhaiMagicChothaTousif SadmanPas encore d'évaluation
- Compressor-Less: Historical ApplicationsDocument70 pagesCompressor-Less: Historical Applicationssuryakantshrotriya100% (1)
- 3-Storeyed 31-3-2015-Schedule PDFDocument1 page3-Storeyed 31-3-2015-Schedule PDFSi Thu AungPas encore d'évaluation
- IMG - 0009 Thermodynamic Lecture MRCDocument1 pageIMG - 0009 Thermodynamic Lecture MRCBugoy2023Pas encore d'évaluation
- Evolution of Media INDUSTRIAL ERADocument16 pagesEvolution of Media INDUSTRIAL ERAAlec Ruht MasulaPas encore d'évaluation
- The Research Problem: The Key Steps in Choosing A TopicDocument5 pagesThe Research Problem: The Key Steps in Choosing A TopicJoachim San JuanPas encore d'évaluation
- Makaut Grade Card Collection Notice 2018-19Document1 pageMakaut Grade Card Collection Notice 2018-19Sourav PandaPas encore d'évaluation
- FMS 427 BusinessPolicy1Document279 pagesFMS 427 BusinessPolicy1Adeniyi Adedolapo OLanrewajuPas encore d'évaluation
- Om en A: F in Ite D Iffe Ren Ce-B Ase DN Um Eri Ca L M Eth Od SDocument426 pagesOm en A: F in Ite D Iffe Ren Ce-B Ase DN Um Eri Ca L M Eth Od SPrateek Kumar PandeyPas encore d'évaluation
- 2022 Cement Lime Manufacturing Ehs Guidelines enDocument39 pages2022 Cement Lime Manufacturing Ehs Guidelines enSamiPas encore d'évaluation
- Fire Alarm SymbolsDocument6 pagesFire Alarm Symbolscarlos vasquezPas encore d'évaluation
- Application Bright Ideas Education Grant Program For TeachersDocument6 pagesApplication Bright Ideas Education Grant Program For Teachersapi-320983699Pas encore d'évaluation
- Theory 2 - The Demand of The Society From The Teacher As A Professional (PPST)Document6 pagesTheory 2 - The Demand of The Society From The Teacher As A Professional (PPST)Angel RodriguezPas encore d'évaluation
- Module 3: Literature Review and CitationDocument3 pagesModule 3: Literature Review and CitationLysss EpssssPas encore d'évaluation