Vous aimerez peut-être aussi
- Applied Thermal Engineering: Y.El. Hamzaoui, J.A. Rodríguez, J.A. Hern Andez, Victor SalazarDocument10 pagesApplied Thermal Engineering: Y.El. Hamzaoui, J.A. Rodríguez, J.A. Hern Andez, Victor SalazarMossa LaidaniPas encore d'évaluation
- Arduino Measurements in Science: Advanced Techniques and Data ProjectsD'EverandArduino Measurements in Science: Advanced Techniques and Data ProjectsPas encore d'évaluation
- Materials & DesignDocument10 pagesMaterials & DesignNazli SariPas encore d'évaluation
- Neural NetworksDocument12 pagesNeural NetworksdsjcfnpsdufbvpPas encore d'évaluation
- Applied Thermal Engineering: Y.El. Hamzaoui, J.A. Rodríguez, J.A. Hern Andez, Victor SalazarDocument10 pagesApplied Thermal Engineering: Y.El. Hamzaoui, J.A. Rodríguez, J.A. Hern Andez, Victor SalazarAymen AymenPas encore d'évaluation
- Generator Excitation Control Using Local Model Networks: Et Al.Document29 pagesGenerator Excitation Control Using Local Model Networks: Et Al.Phil WhitemanPas encore d'évaluation
- 43TOREJDocument9 pages43TOREJprmthsPas encore d'évaluation
- Iceeict 2015 7307388Document5 pagesIceeict 2015 7307388fateh oualiPas encore d'évaluation
- Creep Modelling of Polyolefins Using Artificial Neural NetworksDocument15 pagesCreep Modelling of Polyolefins Using Artificial Neural Networksklomps_jrPas encore d'évaluation
- Experimental Testing of The Artificial Neural Network Based Protection of Power TransformersDocument8 pagesExperimental Testing of The Artificial Neural Network Based Protection of Power Transformersnikel12345Pas encore d'évaluation
- Design and Implementation of S R Flip Flop For Efficient Power Using CMOS 90nm TechnologyDocument4 pagesDesign and Implementation of S R Flip Flop For Efficient Power Using CMOS 90nm TechnologyijsretPas encore d'évaluation
- Material RemovalDocument10 pagesMaterial RemovalIAEME PublicationPas encore d'évaluation
- Neural Network Based Estimation of Power Electronic WavesDocument6 pagesNeural Network Based Estimation of Power Electronic WavesJandfor Tansfg ErrottPas encore d'évaluation
- Prediction of Critical Clearing Time Using Artificial Neural NetworkDocument5 pagesPrediction of Critical Clearing Time Using Artificial Neural NetworkSaddam HussainPas encore d'évaluation
- Hamza Oui 2015Document10 pagesHamza Oui 2015Mossa LaidaniPas encore d'évaluation
- Generator Capability Curve Constraint For PSO Based Optimal Power FlowDocument6 pagesGenerator Capability Curve Constraint For PSO Based Optimal Power FlowAvinash PathakPas encore d'évaluation
- Helicopter Flight Control Design Using A Learning Control Approach1Document6 pagesHelicopter Flight Control Design Using A Learning Control Approach1Abdallah Omar Al AyoubiPas encore d'évaluation
- Ann Oil Gas Industry ReviewDocument12 pagesAnn Oil Gas Industry ReviewNathalia Teles Gomes MachadoPas encore d'évaluation
- SPE-195072-MS Applications of Artificial Neural Networks in The Petroleum Industry: A ReviewDocument12 pagesSPE-195072-MS Applications of Artificial Neural Networks in The Petroleum Industry: A Reviewsaif khudhairPas encore d'évaluation
- RBF BP JieeecDocument5 pagesRBF BP JieeecEyad A. FeilatPas encore d'évaluation
- Application of ANN To Predict Reinforcement Height of Weld Bead Under Magnetic FieldDocument5 pagesApplication of ANN To Predict Reinforcement Height of Weld Bead Under Magnetic FieldInternational Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- An Alternative Approach For Generation of Membership Functions and Fuzzy Rules Based On Radial and Cubic Basis Function NetworksDocument20 pagesAn Alternative Approach For Generation of Membership Functions and Fuzzy Rules Based On Radial and Cubic Basis Function NetworksAntonio Madueño LunaPas encore d'évaluation
- Fpga Implementation of A Multilayer Perceptron Neural Network Using VHDLDocument4 pagesFpga Implementation of A Multilayer Perceptron Neural Network Using VHDLminoramixPas encore d'évaluation
- Artificial Neural Network Approach To Predict The Mechanical PropertiesDocument6 pagesArtificial Neural Network Approach To Predict The Mechanical PropertiesvaalgatamilramPas encore d'évaluation
- Intelligent Control of Non-Linear Dynamical SystemDocument9 pagesIntelligent Control of Non-Linear Dynamical SystemJEDPPas encore d'évaluation
- Selecting An Artificial Neural Network For Efficient Modeling and Accurate Simulation of The Milling ProcessDocument12 pagesSelecting An Artificial Neural Network For Efficient Modeling and Accurate Simulation of The Milling ProcessДраган РодићPas encore d'évaluation
- Computer Solution: Digital Electromagnetic Transients Multiphase NetworksDocument12 pagesComputer Solution: Digital Electromagnetic Transients Multiphase NetworksMuhammed Cihat AltınPas encore d'évaluation
- Ri) Urh - KL CF Cc!.Ifltation - Al Physics (Document6 pagesRi) Urh - KL CF Cc!.Ifltation - Al Physics (terradeathPas encore d'évaluation
- Dynamical Analysis of Transmission Line Cables. Part 1 - Linear TheoryDocument11 pagesDynamical Analysis of Transmission Line Cables. Part 1 - Linear TheoryMansour AlkmimPas encore d'évaluation
- Pillay Application GeneticDocument10 pagesPillay Application GenetickfaliPas encore d'évaluation
- Boukamp 1995 J. Electrochem. Soc. 142 1885Document11 pagesBoukamp 1995 J. Electrochem. Soc. 142 1885trieshaPas encore d'évaluation
- Artificial Intelligence in Mechanical Engineering: A Case Study On Vibration Analysis of Cracked Cantilever BeamDocument4 pagesArtificial Intelligence in Mechanical Engineering: A Case Study On Vibration Analysis of Cracked Cantilever BeamShubhamPas encore d'évaluation
- Results in Physics: Mundher H.A. Yaseen, Haider J. AbdDocument7 pagesResults in Physics: Mundher H.A. Yaseen, Haider J. Abdbabylon telecomPas encore d'évaluation
- WR TPDocument11 pagesWR TPAkhila PurushothamanPas encore d'évaluation
- Self Learning For Autonomous SystemsDocument4 pagesSelf Learning For Autonomous SystemsPraveen KumarPas encore d'évaluation
- Fast Power System Security Analysis With Guided Dropout: 1 Background and MotivationsDocument6 pagesFast Power System Security Analysis With Guided Dropout: 1 Background and MotivationsMatthew SimeonPas encore d'évaluation
- A Novel Algorithm For Fault Classification in Transmission Lines Using A Combined Adaptive Network and Fuzzy Inference SystemDocument12 pagesA Novel Algorithm For Fault Classification in Transmission Lines Using A Combined Adaptive Network and Fuzzy Inference Systematheer lu'ayPas encore d'évaluation
- Artificial Intelligence Algorithms For The AnalysiDocument10 pagesArtificial Intelligence Algorithms For The AnalysiNay Min AungPas encore d'évaluation
- 1997 Temperature in Natural and Artificial SystemsDocument10 pages1997 Temperature in Natural and Artificial SystemsZxPas encore d'évaluation
- Improved Methodology For Generation of Axial Ux Shapes in Digital Core Protection SystemsDocument15 pagesImproved Methodology For Generation of Axial Ux Shapes in Digital Core Protection Systemsf4dh1l4hPas encore d'évaluation
- The Optimization of A Pulverizing System Based On Genetic Algorithm and Neural NetworkDocument5 pagesThe Optimization of A Pulverizing System Based On Genetic Algorithm and Neural NetworkAnonymous PkeI8e84RsPas encore d'évaluation
- A Chaos-Based Complex Micro-Instruction Set For Mitigating Instruction Reverse EngineeringDocument14 pagesA Chaos-Based Complex Micro-Instruction Set For Mitigating Instruction Reverse EngineeringMesbahPas encore d'évaluation
- Evaluation of Dump Slope Stability of A Coal Mine Using Artificial Neuralnetwork 2168 9806 1000128Document5 pagesEvaluation of Dump Slope Stability of A Coal Mine Using Artificial Neuralnetwork 2168 9806 1000128Abhijeet Dutta100% (1)
- Clock Routing For High-Performance Ics: CP 1 DL +Document7 pagesClock Routing For High-Performance Ics: CP 1 DL +Muhammad Qasim RaufPas encore d'évaluation
- Camera Ready IJE-217 PDFDocument12 pagesCamera Ready IJE-217 PDFGlan DevadhasPas encore d'évaluation
- Study On Modeling of Wire EDM ProcessDocument11 pagesStudy On Modeling of Wire EDM Processjuan623Pas encore d'évaluation
- Preferential Design En-Eff Robust Implant Neural Signal BhuniaDocument4 pagesPreferential Design En-Eff Robust Implant Neural Signal BhuniaAlex WongPas encore d'évaluation
- Efficient Wireless Powering of Biomedical Sensor Systems For Multichannel Brain ImplantsDocument11 pagesEfficient Wireless Powering of Biomedical Sensor Systems For Multichannel Brain ImplantsAnbu SenthilPas encore d'évaluation
- Direct Self Control of Induction Motor Based On Neural NetworkDocument9 pagesDirect Self Control of Induction Motor Based On Neural NetworksethukumarkPas encore d'évaluation
- Assignment - Role of Computational Techniques On Proposed ResearchDocument9 pagesAssignment - Role of Computational Techniques On Proposed ResearchSnehamoy DharPas encore d'évaluation
- (Polish Maritime Research) Application of Artificial Neural Networks To Assessment of Ship Manoeuvrability QualitiesDocument7 pages(Polish Maritime Research) Application of Artificial Neural Networks To Assessment of Ship Manoeuvrability Qualitiesjwpaprk1Pas encore d'évaluation
- Compositional Neural-Network Modeling of Complex Analog CircuitsDocument8 pagesCompositional Neural-Network Modeling of Complex Analog Circuitsمهند عدنان الجعفريPas encore d'évaluation
- Speed Control of A DC Motor Using BP Neural Networks: Zilong Liu Xianyi Zhuang Shuyi WangDocument4 pagesSpeed Control of A DC Motor Using BP Neural Networks: Zilong Liu Xianyi Zhuang Shuyi WangAnonymous hJbJ6TGGLPas encore d'évaluation
- Theory: Numerical Method For Evaluating THE Ultimate Flexural Moment Gapacity of Concrete Slab Using Yield LineDocument16 pagesTheory: Numerical Method For Evaluating THE Ultimate Flexural Moment Gapacity of Concrete Slab Using Yield Lineحسن كاظم ريسان B-4Pas encore d'évaluation
- Quantum Circuit Simplification and Level CompactionDocument13 pagesQuantum Circuit Simplification and Level Compactionkamarajme2006Pas encore d'évaluation
- Zemouri2003eaai Radial Basis FunctionDocument11 pagesZemouri2003eaai Radial Basis FunctionAbdo SawayaPas encore d'évaluation
- Application of Artificial Neural Network For Path Loss Prediction in Urban Macrocellular EnvironmentDocument6 pagesApplication of Artificial Neural Network For Path Loss Prediction in Urban Macrocellular EnvironmentAJER JOURNALPas encore d'évaluation
- 5.c 38 - Electronic Circuits Modeling Using ArtificiaDocument7 pages5.c 38 - Electronic Circuits Modeling Using ArtificiaVančo LitovskiPas encore d'évaluation
- ةىةDocument7 pagesةىةWiam KhettabPas encore d'évaluation
- Solve The Following System of Three Equations ScilabDocument7 pagesSolve The Following System of Three Equations Scilabamsubra8874Pas encore d'évaluation
- Fea 2MDocument13 pagesFea 2MSubharanjani MathiPas encore d'évaluation
- 1646 Personal Letter of CancellationDocument1 page1646 Personal Letter of CancellationRaymond MartinezPas encore d'évaluation
- Aircraft Production Technology VijayDocument10 pagesAircraft Production Technology Vijayamsubra8874Pas encore d'évaluation
- FEA Unit1 - Gaussian Elimination MethodDocument7 pagesFEA Unit1 - Gaussian Elimination Methodamsubra8874Pas encore d'évaluation
- FEA Unit1 - Governing EquationsDocument8 pagesFEA Unit1 - Governing Equationsamsubra8874Pas encore d'évaluation
- 1646 Personal Letter of CancellationDocument1 page1646 Personal Letter of CancellationRaymond MartinezPas encore d'évaluation
- Engaging Students: Active Learning Strategies in The College ClassroomDocument13 pagesEngaging Students: Active Learning Strategies in The College Classroomamsubra8874100% (1)
- Three Dimensional Cutting Force Analysis in End MillingDocument11 pagesThree Dimensional Cutting Force Analysis in End Millingamsubra8874Pas encore d'évaluation
- Man Vs Machine: A Consolidated Presentation Submitted at AISSQ-2012 ConferenceDocument42 pagesMan Vs Machine: A Consolidated Presentation Submitted at AISSQ-2012 Conferenceamsubra8874Pas encore d'évaluation
- Lamies TheoremDocument1 pageLamies Theoremamsubra8874Pas encore d'évaluation
- Cutting ForceDocument12 pagesCutting Forceamsubra8874Pas encore d'évaluation
- MillingDocument12 pagesMillingamsubra8874Pas encore d'évaluation
- Unit 4 MetrologyDocument12 pagesUnit 4 MetrologyMuthuvel M89% (9)
- Fea Class Note1Document40 pagesFea Class Note1amsubra8874Pas encore d'évaluation
- Unit 5 MetrologyDocument16 pagesUnit 5 MetrologyMuthuvel M100% (2)
- FEM Lecture NotesDocument188 pagesFEM Lecture NotesHenry Martinez CarmonaPas encore d'évaluation
- FeaLect Note5Document15 pagesFeaLect Note5amsubra8874Pas encore d'évaluation
- Lect RoboticsDocument21 pagesLect Roboticsamsubra8874Pas encore d'évaluation
- Fea BookDocument155 pagesFea BookLakhan Kumar SharmaPas encore d'évaluation
- Easwari Engineering College Question Bank: Finite Element AnalysisDocument12 pagesEaswari Engineering College Question Bank: Finite Element Analysisamsubra8874Pas encore d'évaluation
- ME2353 Finite Element Analysis Lecture NotesDocument34 pagesME2353 Finite Element Analysis Lecture NotesgoldencometPas encore d'évaluation
- Me6603 Notes Rejinpaul Fea PDFDocument155 pagesMe6603 Notes Rejinpaul Fea PDFFakkir Mohamed100% (2)
- Lect 1roboDocument129 pagesLect 1roboamsubra8874Pas encore d'évaluation
- Finite Element Analysis - 2 Marks - All 5 UnitsDocument13 pagesFinite Element Analysis - 2 Marks - All 5 UnitsMohan Prasad.M77% (30)
- Finite Element Methods April May 2007 Question PaperDocument6 pagesFinite Element Methods April May 2007 Question PaperelimelekPas encore d'évaluation
- Finite Element Methods April May 2007 Question PaperDocument6 pagesFinite Element Methods April May 2007 Question PaperelimelekPas encore d'évaluation
- CFD JnalDocument12 pagesCFD Jnalamsubra8874Pas encore d'évaluation
- Manufacturing Systems-Fleximble Manufacturing Application-Case Study of ZimbabweDocument5 pagesManufacturing Systems-Fleximble Manufacturing Application-Case Study of Zimbabwejosphat muchatutaPas encore d'évaluation
- 14 QuestionnaireDocument14 pages14 QuestionnaireEkta SinghPas encore d'évaluation
- Certificate of Incorporation Radiator ValvesDocument1 pageCertificate of Incorporation Radiator ValvesMumtaz AhmadPas encore d'évaluation
- NBFC Ledger SACHJAI2 20120328032520Document2 pagesNBFC Ledger SACHJAI2 20120328032520Chandresh SinghPas encore d'évaluation
- Sony CFD s100lDocument11 pagesSony CFD s100lGeremias KunohPas encore d'évaluation
- HRTC RoutesDiverted Via KiratpurManali Four LaneDocument9 pagesHRTC RoutesDiverted Via KiratpurManali Four Lanepibope6477Pas encore d'évaluation
- Naruto - NagareboshiDocument2 pagesNaruto - NagareboshiOle HansenPas encore d'évaluation
- SYS600 System ConfigurationDocument256 pagesSYS600 System ConfigurationDang JinlongPas encore d'évaluation
- ME8595 SyllabusDocument1 pageME8595 SyllabusDeepak sakthiPas encore d'évaluation
- Bteq Fexp Fload MloadDocument59 pagesBteq Fexp Fload MloadShijuJohnPas encore d'évaluation
- Resume Example 102017Document2 pagesResume Example 102017CharlyPas encore d'évaluation
- 3'' Apollo Single Waterway Monitor3" Flange X 2.5" NH Monitor OnlyDocument1 page3'' Apollo Single Waterway Monitor3" Flange X 2.5" NH Monitor OnlyStephen PascallPas encore d'évaluation
- Is 15462 2004 Modified Rubber BItumen PDFDocument16 pagesIs 15462 2004 Modified Rubber BItumen PDFrajeshji_000100% (3)
- Quick Operation Guide of DS-7200-ST DVR (V1.2.0)Document40 pagesQuick Operation Guide of DS-7200-ST DVR (V1.2.0)Roman MayurPas encore d'évaluation
- PDFDocument2 pagesPDFSalim AshorPas encore d'évaluation
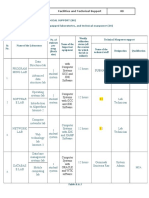
- Criterion 6 Facilities and Technical Support 80: With Computer Systems GCC and JDK SoftwareDocument6 pagesCriterion 6 Facilities and Technical Support 80: With Computer Systems GCC and JDK SoftwareVinaya Babu MPas encore d'évaluation
- Coil PDFDocument2 pagesCoil PDFhandbookPas encore d'évaluation
- McbcomDocument72 pagesMcbcomopenjavier5208Pas encore d'évaluation
- Wind LoadDocument1 pageWind Loadvikramjain66Pas encore d'évaluation
- Logic SelectivityDocument6 pagesLogic SelectivitymoosuhaibPas encore d'évaluation
- 9591-102-102-PVM-U-009-02A Nox CalculationsDocument16 pages9591-102-102-PVM-U-009-02A Nox CalculationsVijay PalPas encore d'évaluation
- Odisha Current Affairs 2019 by AffairsCloudDocument27 pagesOdisha Current Affairs 2019 by AffairsCloudTANVEER AHMEDPas encore d'évaluation
- Nathan and NickDocument73 pagesNathan and Nickapi-237623449Pas encore d'évaluation
- Accomplishment Report in ESPDocument7 pagesAccomplishment Report in ESPAldrin Perez85% (39)
- Fundamentals and History of Cybernetics 2Document46 pagesFundamentals and History of Cybernetics 2izzul_125z1419Pas encore d'évaluation
- Silabus Reading VDocument4 pagesSilabus Reading VAndi AsrifanPas encore d'évaluation
- Cycle CountDocument58 pagesCycle CountPJ190275% (4)
- New Generation Shaft KilnDocument2 pagesNew Generation Shaft Kilndocument nugrohoPas encore d'évaluation
- Amerisolar Ficha TecnicaDocument2 pagesAmerisolar Ficha Tecnicapepo222Pas encore d'évaluation
- Liquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Document12 pagesLiquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Anas PratamaPas encore d'évaluation
- $100M Leads: How to Get Strangers to Want to Buy Your StuffD'Everand$100M Leads: How to Get Strangers to Want to Buy Your StuffÉvaluation : 5 sur 5 étoiles5/5 (18)
- $100M Offers: How to Make Offers So Good People Feel Stupid Saying NoD'Everand$100M Offers: How to Make Offers So Good People Feel Stupid Saying NoÉvaluation : 5 sur 5 étoiles5/5 (22)
- The Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeD'EverandThe Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeÉvaluation : 4.5 sur 5 étoiles4.5/5 (88)
- Summary of Noah Kagan's Million Dollar WeekendD'EverandSummary of Noah Kagan's Million Dollar WeekendÉvaluation : 5 sur 5 étoiles5/5 (1)
- Broken Money: Why Our Financial System Is Failing Us and How We Can Make It BetterD'EverandBroken Money: Why Our Financial System Is Failing Us and How We Can Make It BetterÉvaluation : 5 sur 5 étoiles5/5 (3)
- 12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure EntrepreneurD'Everand12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure EntrepreneurÉvaluation : 4 sur 5 étoiles4/5 (2)
- Speaking Effective English!: Your Guide to Acquiring New Confidence In Personal and Professional CommunicationD'EverandSpeaking Effective English!: Your Guide to Acquiring New Confidence In Personal and Professional CommunicationÉvaluation : 4.5 sur 5 étoiles4.5/5 (74)
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverD'EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverÉvaluation : 4.5 sur 5 étoiles4.5/5 (186)
- Summary of Thinking, Fast and Slow: by Daniel KahnemanD'EverandSummary of Thinking, Fast and Slow: by Daniel KahnemanÉvaluation : 4 sur 5 étoiles4/5 (117)
- The First Minute: How to start conversations that get resultsD'EverandThe First Minute: How to start conversations that get resultsÉvaluation : 4.5 sur 5 étoiles4.5/5 (57)