Vous aimerez peut-être aussi
- Sec - 3 - 21k 87 88 Act 4700positDocument86 pagesSec - 3 - 21k 87 88 Act 4700positiqjoeljoachinPas encore d'évaluation
- Specification For Stop ValvesDocument9 pagesSpecification For Stop ValvesstarykltPas encore d'évaluation
- Fisher 8580 Rotary Valve PDFDocument24 pagesFisher 8580 Rotary Valve PDFARMANDOPas encore d'évaluation
- On The Fabrication of Metallic Single Crystal Turbine Blades With A Commentary On Repair Via Additive ManufacturingDocument28 pagesOn The Fabrication of Metallic Single Crystal Turbine Blades With A Commentary On Repair Via Additive Manufacturingmrkshitij.sPas encore d'évaluation
- Turbine Servo-Positioner-Contro Woodward SPCDocument4 pagesTurbine Servo-Positioner-Contro Woodward SPCWalid FattahPas encore d'évaluation
- Masoneilan+ +124000+Spec+DataDocument20 pagesMasoneilan+ +124000+Spec+DataEphraem KalisPas encore d'évaluation
- A471Document5 pagesA471rohit kumarPas encore d'évaluation
- Fisher ET and EAT Easy-E Valves CL125 Through CL600 PDFDocument48 pagesFisher ET and EAT Easy-E Valves CL125 Through CL600 PDFARMANDOPas encore d'évaluation
- Man Diesel Gas Turbines PDFDocument6 pagesMan Diesel Gas Turbines PDFnebojsabraticPas encore d'évaluation
- MincoTs103A 3Document18 pagesMincoTs103A 3Jeff AyersmanPas encore d'évaluation
- Structural Design of Modern Steam Turbine Blades Using ADINADocument9 pagesStructural Design of Modern Steam Turbine Blades Using ADINANico ScheggiaPas encore d'évaluation
- d200318x012 PDFDocument12 pagesd200318x012 PDFLimuel EspirituPas encore d'évaluation
- ET ValveDocument48 pagesET ValveDaniel SantillanPas encore d'évaluation
- Welding Cheat SheetDocument1 pageWelding Cheat SheetDude100% (1)
- ms-03-19 HoseDocument8 pagesms-03-19 HoseBowo Edhi WibowoPas encore d'évaluation
- Liquid Level Switches Asme B31.1 ConstructionDocument36 pagesLiquid Level Switches Asme B31.1 Constructionsamer8saifPas encore d'évaluation
- Api StandartDocument2 pagesApi Standartyg89Pas encore d'évaluation
- CAT DewranceDocument93 pagesCAT DewranceHorvatAladar100% (1)
- Product Bulletin Fisher 3582 3582i Positioners 582i Electro Pneumatic Converter en 124122Document12 pagesProduct Bulletin Fisher 3582 3582i Positioners 582i Electro Pneumatic Converter en 124122Sakthi Sekar CbiPas encore d'évaluation
- Sec 4 41000Document51 pagesSec 4 41000iqjoeljoachinPas encore d'évaluation
- Gek 46508Document8 pagesGek 46508Ganeshmohite123Pas encore d'évaluation
- 07 Steam TurbineDocument161 pages07 Steam TurbineSêlvä GanapathyPas encore d'évaluation
- Cci Valve 100DSVDocument8 pagesCci Valve 100DSVyg89Pas encore d'évaluation
- Fisher Volume BoosterDocument16 pagesFisher Volume Boosterpawank_kswnPas encore d'évaluation
- BIRKOSIT - Sealing Compound Application ProcedureDocument1 pageBIRKOSIT - Sealing Compound Application ProcedureProject Sales CorpPas encore d'évaluation
- SerialDocument17 pagesSerialJesus BolivarPas encore d'évaluation
- Turbine Sealant For Parting Planes - BirkositDocument2 pagesTurbine Sealant For Parting Planes - BirkositProject Sales CorpPas encore d'évaluation
- Hydraulic Valves AnalyticsDocument8 pagesHydraulic Valves Analyticspartha6789Pas encore d'évaluation
- GT 6B Gas Fuel Inlet Pressure 96FG-2ABC False Indication - Automation & Control Engineering Forum PDFDocument1 pageGT 6B Gas Fuel Inlet Pressure 96FG-2ABC False Indication - Automation & Control Engineering Forum PDFnboulegrounePas encore d'évaluation
- GT - GTG - STG Cooling Air SystemDocument17 pagesGT - GTG - STG Cooling Air SystemLeelanandaPas encore d'évaluation
- 1 Servo Working PrincipleDocument8 pages1 Servo Working PrinciplegminayasPas encore d'évaluation
- CCI Control Valves For Fossil ApplicationsDocument2 pagesCCI Control Valves For Fossil ApplicationsGabrieldiazPas encore d'évaluation
- Control Valve CharacteristicsDocument3 pagesControl Valve CharacteristicsgifitrianggraeniPas encore d'évaluation
- Finite Element Analysis of Steam Turbine Rotor of 210 MW Power PlantDocument13 pagesFinite Element Analysis of Steam Turbine Rotor of 210 MW Power PlantEditor IJRITCCPas encore d'évaluation
- ROTALIGN-Ultra Shaft-Alignment ALI9-846 02-05 1.20 G PDFDocument88 pagesROTALIGN-Ultra Shaft-Alignment ALI9-846 02-05 1.20 G PDFDon FreemanPas encore d'évaluation
- Woodward Governor: Presented By: Saraswati Je/Dsl/GocDocument42 pagesWoodward Governor: Presented By: Saraswati Je/Dsl/GocTirthankar DasPas encore d'évaluation
- Seamless Steel Tubes and Pipes For BoilersDocument20 pagesSeamless Steel Tubes and Pipes For BoilersABChungBAPas encore d'évaluation
- System DescriptionDocument28 pagesSystem DescriptionGloria HamiltonPas encore d'évaluation
- Top Guide Control ValveDocument32 pagesTop Guide Control Valveachari_swapnilPas encore d'évaluation
- UhdeDocument16 pagesUhdeCami CorderoPas encore d'évaluation
- Thosiba TurbinesDocument16 pagesThosiba Turbinesilusee100% (1)
- Density Measurement - System OverviewDocument20 pagesDensity Measurement - System OverviewLuis MayorgaPas encore d'évaluation
- York Centrifugal M PamphletDocument8 pagesYork Centrifugal M Pamphletgustavofx21Pas encore d'évaluation
- Control Chapter 5 - RemoteDocument87 pagesControl Chapter 5 - RemoteJhonny PerezPas encore d'évaluation
- Meraj Engineering - CatalogueDocument29 pagesMeraj Engineering - CatalogueMohammad Iqbal KhanPas encore d'évaluation
- 06 Advanced Technology OfferingsDocument27 pages06 Advanced Technology Offeringsatfrost4638Pas encore d'évaluation
- Erosion in TurbomachinaryDocument11 pagesErosion in TurbomachinaryJulio Herrera Venegas100% (1)
- DONIT IG Brosura NOVO PDFDocument36 pagesDONIT IG Brosura NOVO PDFMohamed RizkPas encore d'évaluation
- BORSIG Valve PresentationDocument18 pagesBORSIG Valve PresentationMachineryengPas encore d'évaluation
- Let's Talk About How They Compress AirDocument6 pagesLet's Talk About How They Compress AirrahulPas encore d'évaluation
- Mitsubishi Air ConditionerDocument68 pagesMitsubishi Air ConditionerbrianatburleighPas encore d'évaluation
- General Awarenwss in Steam Turbine ManufacturingDocument28 pagesGeneral Awarenwss in Steam Turbine ManufacturingAbhinav100% (1)
- Gas Turbine TribologyDocument12 pagesGas Turbine TribologyChukkur Hali100% (2)
- Inplant TrainingDocument19 pagesInplant TrainingArun KumarPas encore d'évaluation
- Fisher 2052 Diaphragm Rotary Actuador PDFDocument20 pagesFisher 2052 Diaphragm Rotary Actuador PDFARMANDOPas encore d'évaluation
- Making of Most of ValvesDocument12 pagesMaking of Most of ValvesShaikh MateenPas encore d'évaluation
- Miscellaneous TopicsDocument6 pagesMiscellaneous TopicsNyoman RakaPas encore d'évaluation
- Diaphragm ValveDocument4 pagesDiaphragm ValveNyoman RakaPas encore d'évaluation
- Why Piston Valves Are Better Isolation Shut Off ValveDocument2 pagesWhy Piston Valves Are Better Isolation Shut Off ValveShantanu KulkarniPas encore d'évaluation
- Process Engineering Seal That PumpDocument6 pagesProcess Engineering Seal That PumpArturo Valles TerrazasPas encore d'évaluation
- Skyscraper'S Glass Cleaning Automated Robot: Department of Mechanical EngineeringDocument7 pagesSkyscraper'S Glass Cleaning Automated Robot: Department of Mechanical Engineeringankur raiPas encore d'évaluation
- Fingerprint Vehicle Starter ProjectDocument3 pagesFingerprint Vehicle Starter Projectankur raiPas encore d'évaluation
- Power Generation of Street Light Using Speed Breaker and Solar PanelDocument1 pagePower Generation of Street Light Using Speed Breaker and Solar Panelankur raiPas encore d'évaluation
- Regenerative Braking System Project: ComponentsDocument2 pagesRegenerative Braking System Project: Componentsankur raiPas encore d'évaluation
- Fire Protection ProductsDocument52 pagesFire Protection ProductsHany Elsawy Abdelrahman0% (1)
- 3DD029-A06-IOM-Gate Globe and Check ValvesDocument6 pages3DD029-A06-IOM-Gate Globe and Check ValvesgabrielPas encore d'évaluation
- All Type of ValvesDocument58 pagesAll Type of Valvesatmoko2100% (2)
- Advantages and Limitations of Valve TypesDocument6 pagesAdvantages and Limitations of Valve TypesHaridas PaulPas encore d'évaluation
- BSK1 Bellows Sealed Globe ValvesDocument4 pagesBSK1 Bellows Sealed Globe ValvesAhmed RamadanPas encore d'évaluation
- Control Valve FazriDocument17 pagesControl Valve FazriZul FazriPas encore d'évaluation
- Valves & Hose Bibs: How To Fix A Leaky Hose BibDocument2 pagesValves & Hose Bibs: How To Fix A Leaky Hose BibTheKeyPas encore d'évaluation
- Piping & Piping ComponentsDocument39 pagesPiping & Piping ComponentsRamesh mudunuri100% (1)
- 05 Handbuch TAV TMX EnglischDocument68 pages05 Handbuch TAV TMX Englischovexx100% (2)
- The Concise Valve V IDocument174 pagesThe Concise Valve V Ikagasaw023Pas encore d'évaluation
- Engineering Standard For Process Design of Valves and Control ValvesDocument41 pagesEngineering Standard For Process Design of Valves and Control ValvesMach NumberPas encore d'évaluation
- Globe Valves: Bronze Globe Valve - Series B PN32Document1 pageGlobe Valves: Bronze Globe Valve - Series B PN32Juan ZapataPas encore d'évaluation
- PK VALVE Catalogue PDFDocument148 pagesPK VALVE Catalogue PDFMayur PatelPas encore d'évaluation
- Globe ValvesDocument7 pagesGlobe ValvesAngela IlaganPas encore d'évaluation
- Valves PresentationDocument45 pagesValves Presentationm_alodat6144Pas encore d'évaluation
- Valve StandardsDocument20 pagesValve StandardsCosimoPas encore d'évaluation
- Burkert - Control Valves PDFDocument35 pagesBurkert - Control Valves PDFBurkert IndiaPas encore d'évaluation
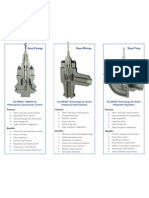
- Savair Energy LTD: Issued For Approval Issued For ApprovalDocument29 pagesSavair Energy LTD: Issued For Approval Issued For ApprovalHitendra PanchalPas encore d'évaluation
- Extended Bonnet Cryogenic Globe ValvesDocument2 pagesExtended Bonnet Cryogenic Globe ValvesMarco Antonio Romero AcostaPas encore d'évaluation
- Boiler InterlockDocument25 pagesBoiler InterlockapsPas encore d'évaluation
- s5113 Mm39 F.O Supply UnitDocument408 pagess5113 Mm39 F.O Supply UnitJorge AguilarPas encore d'évaluation
- Renewable SeatDocument3 pagesRenewable SeatJakub GerardPas encore d'évaluation
- 220523-General-Duty Valves For Plumbing PipingDocument9 pages220523-General-Duty Valves For Plumbing PipingAttef BedawePas encore d'évaluation
- Forged Steel Valves Manual-AllDocument7 pagesForged Steel Valves Manual-Allshganesh81gmailcomPas encore d'évaluation
- Valves AssignmentDocument16 pagesValves AssignmentAdil Jutt GPas encore d'évaluation
- Introduction To Electric / Pneumatic ControlsDocument17 pagesIntroduction To Electric / Pneumatic ControlsVipin KrishnanPas encore d'évaluation
- ABB Valve Series 14Document8 pagesABB Valve Series 14HafziPas encore d'évaluation
- Va - 500 - Series SEMPELLDocument12 pagesVa - 500 - Series SEMPELLtri_purwadiPas encore d'évaluation
- Boiler Fittings & MountingsDocument14 pagesBoiler Fittings & MountingsSarah Frazier100% (2)
- Masoneilan 21000 Series Control ValvesDocument24 pagesMasoneilan 21000 Series Control ValvesNaty RubilarPas encore d'évaluation