Vous aimerez peut-être aussi
- Effective microbiological sampling of food processing environments (1999)D'EverandEffective microbiological sampling of food processing environments (1999)Pas encore d'évaluation
- Fish ProcessingDocument226 pagesFish ProcessingReymond Saragena PapaPas encore d'évaluation
- Handbook of Microbiological Criteria for FoodsD'EverandHandbook of Microbiological Criteria for FoodsPas encore d'évaluation
- Cleaning Validation ThesisDocument6 pagesCleaning Validation Thesisaliciabrooksbeaumont100% (2)
- Good Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsD'EverandGood Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsPas encore d'évaluation
- The Design of Hazard Analysis Critical Control Point (HACCP) Plan For Biscuit PlantDocument7 pagesThe Design of Hazard Analysis Critical Control Point (HACCP) Plan For Biscuit Plantttk_maniPas encore d'évaluation
- Cleaning and disinfection of food factories: a practical guideD'EverandCleaning and disinfection of food factories: a practical guidePas encore d'évaluation
- Bioburden Considerations in Equipment-Cleaning Validation: Did Not Include Swab Sampling of The Transfer LinesDocument20 pagesBioburden Considerations in Equipment-Cleaning Validation: Did Not Include Swab Sampling of The Transfer LinesWa Ode FasridaPas encore d'évaluation
- Biocontamination Control for Pharmaceuticals and HealthcareD'EverandBiocontamination Control for Pharmaceuticals and HealthcareÉvaluation : 5 sur 5 étoiles5/5 (1)
- National Food Safety Standard of The People's Republic of ChinaDocument17 pagesNational Food Safety Standard of The People's Republic of ChinaRoger QuinterosPas encore d'évaluation
- Food Safety - Focused Facility and Equipment Hygienic Design StrategiesDocument6 pagesFood Safety - Focused Facility and Equipment Hygienic Design StrategiesThẩm NguyễnPas encore d'évaluation
- Best Practices For Beef SlaughterDocument14 pagesBest Practices For Beef SlaughteryemPas encore d'évaluation
- Designing A Facility With Both GMP and Biosafety in MindDocument10 pagesDesigning A Facility With Both GMP and Biosafety in MindLemlogPas encore d'évaluation
- Capstone First Draft 5 12 2023Document37 pagesCapstone First Draft 5 12 2023Irah IbadPas encore d'évaluation
- Capstone First Draft 5-12-2023Document37 pagesCapstone First Draft 5-12-2023Irah IbadPas encore d'évaluation
- Cleaning Validation White PaperDocument7 pagesCleaning Validation White PaperAngga PratamaPas encore d'évaluation
- SOP 3 Good Manufacturing Practices Sample of Employee Instructions - WMDocument31 pagesSOP 3 Good Manufacturing Practices Sample of Employee Instructions - WMGeoff Erickson100% (1)
- Module 5: Implement Good Manufacturing Practice ProcedureDocument7 pagesModule 5: Implement Good Manufacturing Practice ProcedureStevenPas encore d'évaluation
- China - Peoples Republic of National Dairy Standard - GMP For DairyDocument17 pagesChina - Peoples Republic of National Dairy Standard - GMP For DairyRoger QuinterosPas encore d'évaluation
- Sterility Assurance TrainingDocument28 pagesSterility Assurance TrainingVasanthPas encore d'évaluation
- College of Engineering EducationDocument20 pagesCollege of Engineering EducationQuenneBelocuraPas encore d'évaluation
- (415 421) V9N3PTDocument8 pages(415 421) V9N3PTNasr Biomedical ImpexPas encore d'évaluation
- Food Processing Equipment Design and Cleanability: FLAIR-FLOW Technical Manual 377A/00Document35 pagesFood Processing Equipment Design and Cleanability: FLAIR-FLOW Technical Manual 377A/00Bhavesh100% (1)
- ck3 - HACCP Plan Biscuit,,2013Document8 pagesck3 - HACCP Plan Biscuit,,2013Mohamed HriziPas encore d'évaluation
- Ha CCP Published PaperDocument8 pagesHa CCP Published PaperSuraya HannaPas encore d'évaluation
- Good Practices To Be UploadedDocument32 pagesGood Practices To Be UploadedÉmna GhribiPas encore d'évaluation
- Quality Assurance For Sterile ProductsDocument8 pagesQuality Assurance For Sterile ProductsFranklin BinnsPas encore d'évaluation
- The Media Fill Approach An UpdateDocument3 pagesThe Media Fill Approach An UpdateajmalnasirPas encore d'évaluation
- GMP of NutraceuticalsDocument15 pagesGMP of NutraceuticalsHasan AhmedPas encore d'évaluation
- Cleaning Validation Guidelines (GUIDE-0028) : Table of ContentsDocument10 pagesCleaning Validation Guidelines (GUIDE-0028) : Table of ContentsElitta MartinezPas encore d'évaluation
- An Audit Approach To Address Microbial C PDFDocument39 pagesAn Audit Approach To Address Microbial C PDFOmar Faruq100% (1)
- Kollmorgen - Hygienic Design and Food SafetyDocument9 pagesKollmorgen - Hygienic Design and Food Safetyshahid maqsudPas encore d'évaluation
- 2 CGMPDocument78 pages2 CGMPRICHELLE JIELEN QUEBECPas encore d'évaluation
- Jurnal BingDocument10 pagesJurnal BingSanti WilujengPas encore d'évaluation
- Risk Based Environmental Monitoring ProgrammeDocument51 pagesRisk Based Environmental Monitoring ProgrammeAugustine KoomsonPas encore d'évaluation
- By Virendra Singh M.pharm (1 Sem) Department of Pharmaceutics Roorkee College of Pharmacy RoorkeeDocument46 pagesBy Virendra Singh M.pharm (1 Sem) Department of Pharmaceutics Roorkee College of Pharmacy RoorkeeFree Escort ServicePas encore d'évaluation
- World-Class Food Safety Program Is Based On The Principles of Safe Product/process DesignDocument13 pagesWorld-Class Food Safety Program Is Based On The Principles of Safe Product/process DesignMark Angelo Quiambao ParaisoPas encore d'évaluation
- Current Good Manufacturing Practices (CGMPS) Food CGMP Modernization - A Focus On Food Safety PDFDocument27 pagesCurrent Good Manufacturing Practices (CGMPS) Food CGMP Modernization - A Focus On Food Safety PDFaldi_dudulPas encore d'évaluation
- Q Mark Voluntary Certification Scheme For Food Products: Section 6Document45 pagesQ Mark Voluntary Certification Scheme For Food Products: Section 6dpkfatnani05Pas encore d'évaluation
- Lighting FSSAIDocument45 pagesLighting FSSAIdpkfatnani05Pas encore d'évaluation
- Prerequisite Programs (PRPS) Provide The Hygienic Foundations For Any Food Operation. The TermsDocument6 pagesPrerequisite Programs (PRPS) Provide The Hygienic Foundations For Any Food Operation. The TermsMawee LastrellaPas encore d'évaluation
- Cases Study of Microbiological Contamination2011Document8 pagesCases Study of Microbiological Contamination2011Cristina Croitoru0% (1)
- Good Manufacturing PracticesDocument40 pagesGood Manufacturing Practicessandeep singh gaurPas encore d'évaluation
- Environmental MonitoringDocument4 pagesEnvironmental MonitoringNoor HusainPas encore d'évaluation
- Multi-Product Facilities Guidelines For Risk-Based Changeover of BiopharmaDocument15 pagesMulti-Product Facilities Guidelines For Risk-Based Changeover of BiopharmaVanessa GuimaraesPas encore d'évaluation
- GMP (Good Manufacturing Practice)Document44 pagesGMP (Good Manufacturing Practice)Palak AgrawalPas encore d'évaluation
- Food Safety Issues: Controlling Food Safety Using The HACCP Approach and Prerequisite ProgramsDocument6 pagesFood Safety Issues: Controlling Food Safety Using The HACCP Approach and Prerequisite Programsanon-982618Pas encore d'évaluation
- Ssop Sop PGMDocument5 pagesSsop Sop PGMdelcidmarioPas encore d'évaluation
- ABA Preventive Controls, Comments, 2011Document7 pagesABA Preventive Controls, Comments, 2011pvmali.roshPas encore d'évaluation
- IVT Network - Heating, Ventilation, and Air Conditioning (HVAC) - 2013-05-06Document7 pagesIVT Network - Heating, Ventilation, and Air Conditioning (HVAC) - 2013-05-06sohaib389892Pas encore d'évaluation
- SCM 02 Section 1-1 Establishment Design and Facilities 6-2012-EnglishDocument50 pagesSCM 02 Section 1-1 Establishment Design and Facilities 6-2012-Englishwatwiboon praemongkolPas encore d'évaluation
- Audit 022 Auditing An Oral Solid Solution Area SampleDocument4 pagesAudit 022 Auditing An Oral Solid Solution Area SamplemarwaPas encore d'évaluation
- Biosafety During Industrial ProductionDocument19 pagesBiosafety During Industrial ProductionGirish Wasudev Ghugare67% (3)
- The Basis Facts of Cleaning ValidationDocument8 pagesThe Basis Facts of Cleaning Validationjljimenez1969100% (1)
- Produce Safety Rule Draft Guidance Chapter 4 Biological Soil AmendmentsDocument4 pagesProduce Safety Rule Draft Guidance Chapter 4 Biological Soil AmendmentsMaría Fernanda Rojas FajardoPas encore d'évaluation
- Cleaning Validation Guidelines - Health CanadaDocument7 pagesCleaning Validation Guidelines - Health Canadahafeez50Pas encore d'évaluation
- 2018 Guidelines For Risk Based Change Over of Biopharma Mult Product FacilitiesDocument15 pages2018 Guidelines For Risk Based Change Over of Biopharma Mult Product Facilitiesrajivrai159Pas encore d'évaluation
- Aseptic FillingDocument15 pagesAseptic Fillingsushaantb400100% (2)
- Applying Zones UpdatedDocument4 pagesApplying Zones UpdatedPurnama HadiPas encore d'évaluation
- Validation of Cleaning Programs PDFDocument24 pagesValidation of Cleaning Programs PDFNani Z. IntriagoPas encore d'évaluation
- Biodegradability of SurfactantsDocument1 pageBiodegradability of SurfactantsTinnysumardiPas encore d'évaluation
- Federal Register / Vol. 60, No. 183 / Thursday, September 21, 1995 / Proposed RulesDocument2 pagesFederal Register / Vol. 60, No. 183 / Thursday, September 21, 1995 / Proposed RulesTinnysumardiPas encore d'évaluation
- Calibration, Validation and Verification of Equipment, Instruments and Other DevicesDocument2 pagesCalibration, Validation and Verification of Equipment, Instruments and Other DevicesTinnysumardiPas encore d'évaluation
- Zoning in Processing Facilities 375003 7Document2 pagesZoning in Processing Facilities 375003 7TinnysumardiPas encore d'évaluation
- Minireview Escherichia Coli in The Environment: Implications For Water Quality and Human HealthDocument8 pagesMinireview Escherichia Coli in The Environment: Implications For Water Quality and Human HealthTinnysumardiPas encore d'évaluation
- Escherichia Coli O157:H7 Issues and Ramifications: Executive SummaryDocument12 pagesEscherichia Coli O157:H7 Issues and Ramifications: Executive SummaryTinnysumardiPas encore d'évaluation
- Rlu PDFDocument7 pagesRlu PDFTinnysumardiPas encore d'évaluation
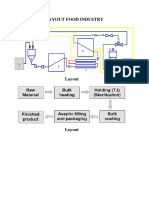
- Layout Food IndustryDocument2 pagesLayout Food IndustryTinnysumardiPas encore d'évaluation
- Monitoring Suhu Dan RH WH Starch 2Document4 pagesMonitoring Suhu Dan RH WH Starch 2TinnysumardiPas encore d'évaluation
- Escherichia Coli O157:H7 Strains Isolated From EnvironmentalDocument7 pagesEscherichia Coli O157:H7 Strains Isolated From EnvironmentalTinnysumardiPas encore d'évaluation
- Infant Formula RecallDocument4 pagesInfant Formula RecallTinnysumardiPas encore d'évaluation
- BookDocument155 pagesBookTinnysumardiPas encore d'évaluation
- Precision Medicine Care in ADHD The Case For Neural Excitation and InhibitionDocument12 pagesPrecision Medicine Care in ADHD The Case For Neural Excitation and InhibitionDaria DanielPas encore d'évaluation
- Alternative ObligationsDocument42 pagesAlternative ObligationsJanella Gail FerrerPas encore d'évaluation
- OBESITY - Cayce Health DatabaseDocument4 pagesOBESITY - Cayce Health Databasewcwjr55Pas encore d'évaluation
- MCS120 220 Error Ref - GAA30082DAC - RefDocument21 pagesMCS120 220 Error Ref - GAA30082DAC - RefCoil98Pas encore d'évaluation
- Lesson 4: Health and Fitness AdvertisingDocument4 pagesLesson 4: Health and Fitness AdvertisingCatherinePas encore d'évaluation
- Recommended Practice For Corrosion Management of Pipelines in Oil & Gas Production and TransportationDocument123 pagesRecommended Practice For Corrosion Management of Pipelines in Oil & Gas Production and Transportationsaifoa100% (2)
- Topic 7: Respiration, Muscles and The Internal Environment Chapter 7B: Muscles, Movement and The HeartDocument4 pagesTopic 7: Respiration, Muscles and The Internal Environment Chapter 7B: Muscles, Movement and The HeartsalmaPas encore d'évaluation
- Qualitative Tests Organic NotesDocument5 pagesQualitative Tests Organic NotesAdorned. pearlPas encore d'évaluation
- Risk Appetite PresentationDocument10 pagesRisk Appetite PresentationAntonyPas encore d'évaluation
- Meditran SX Sae 15w 40 API CH 4Document1 pageMeditran SX Sae 15w 40 API CH 4Aam HudsonPas encore d'évaluation
- Withania DSC PDFDocument6 pagesWithania DSC PDFEfsha KhanPas encore d'évaluation
- 1979 The Cult Phenomenon in The United States - DR John Gordon ClarkDocument8 pages1979 The Cult Phenomenon in The United States - DR John Gordon ClarkFrederick BismarkPas encore d'évaluation
- Market Pulse Q4 Report - Nielsen Viet Nam: Prepared by Nielsen Vietnam February 2017Document8 pagesMarket Pulse Q4 Report - Nielsen Viet Nam: Prepared by Nielsen Vietnam February 2017K57.CTTT BUI NGUYEN HUONG LYPas encore d'évaluation
- An Enhanced Model of Thermo Mechanical Loading On A Vaccum Insulated GlazingDocument29 pagesAn Enhanced Model of Thermo Mechanical Loading On A Vaccum Insulated GlazingNguyễn SơnPas encore d'évaluation
- ATRT66Document10 pagesATRT66luunhauyen.pisaPas encore d'évaluation
- CH 10 - Reinforced - Concrete - Fundamentals and Design ExamplesDocument143 pagesCH 10 - Reinforced - Concrete - Fundamentals and Design ExamplesVeronica Sebastian EspinozaPas encore d'évaluation
- Cisco - Level 45Document1 pageCisco - Level 45vithash shanPas encore d'évaluation
- Five Characteristics of Authentic LeadershipDocument2 pagesFive Characteristics of Authentic LeadershipArnel Billy LimPas encore d'évaluation
- Ca 2013 39Document40 pagesCa 2013 39singh1699Pas encore d'évaluation
- Nature and Nurture - How They Play A Role in Serial Killers and THDocument40 pagesNature and Nurture - How They Play A Role in Serial Killers and THJ.A.B.APas encore d'évaluation
- Proposal Semister ProjectDocument7 pagesProposal Semister ProjectMuket AgmasPas encore d'évaluation
- Written Assignment Unit 4 Health ScienceDocument6 pagesWritten Assignment Unit 4 Health SciencesafsdaPas encore d'évaluation
- Child Case History FDocument6 pagesChild Case History FSubhas RoyPas encore d'évaluation
- Hiperparatiroidism SarcinaDocument7 pagesHiperparatiroidism SarcinaClaudia IrimiePas encore d'évaluation
- Oral Rehydration SolutionDocument22 pagesOral Rehydration SolutionAlkaPas encore d'évaluation
- Wire Rope Inspection ProgramDocument2 pagesWire Rope Inspection Programسيد جابر البعاجPas encore d'évaluation
- Meng Mammogram JulDocument4 pagesMeng Mammogram JulLivia MillPas encore d'évaluation
- Main CatalogueDocument12 pagesMain Catalogueferpa_ferPas encore d'évaluation
- Pamela Johnson Arnold and Nancy Fortson On Behalf of A Minor Vs Hamilton Co. Dept. of EducationDocument27 pagesPamela Johnson Arnold and Nancy Fortson On Behalf of A Minor Vs Hamilton Co. Dept. of EducationDan LehrPas encore d'évaluation
- Laws of UX: Using Psychology to Design Better Products & ServicesD'EverandLaws of UX: Using Psychology to Design Better Products & ServicesÉvaluation : 5 sur 5 étoiles5/5 (9)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsD'EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsPas encore d'évaluation
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessD'EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessPas encore d'évaluation
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableD'EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginablePas encore d'évaluation
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingD'EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneD'EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionD'EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionPas encore d'évaluation
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsD'EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsÉvaluation : 5 sur 5 étoiles5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchD'EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchÉvaluation : 4 sur 5 étoiles4/5 (10)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsD'EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsÉvaluation : 4 sur 5 étoiles4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesD'Everand507 Mechanical Movements: Mechanisms and DevicesÉvaluation : 4 sur 5 étoiles4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsD'EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsPas encore d'évaluation
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsD'EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- A Baker's Dozen: Real Analog Solutions for Digital DesignersD'EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersÉvaluation : 4 sur 5 étoiles4/5 (1)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesD'EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesPas encore d'évaluation