Vous aimerez peut-être aussi
- 2014 Mazak Nexus QTN SQT Super Quadrex - 1-16-15 Web - 2Document52 pages2014 Mazak Nexus QTN SQT Super Quadrex - 1-16-15 Web - 2Goran MarjevPas encore d'évaluation
- Mimatic Driven Toolholders Mazak PDFDocument100 pagesMimatic Driven Toolholders Mazak PDFSergio Gonzalez GuzmanPas encore d'évaluation
- MazaCAM InfoDocument3 pagesMazaCAM InfodavoudyPas encore d'évaluation
- Heidenhain 150Document132 pagesHeidenhain 150ballot100% (1)
- CNC Lathe CrownDocument93 pagesCNC Lathe CrownReynaldo Antonio MarcosPas encore d'évaluation
- SINUMERIK 840D Description of FunctionsDocument79 pagesSINUMERIK 840D Description of FunctionsJosé FernandoPas encore d'évaluation
- Okuma Manuals 368Document71 pagesOkuma Manuals 368AminPas encore d'évaluation
- Fanuc TimelineDocument1 pageFanuc TimelineVaibhav ChaudhariPas encore d'évaluation
- HGENMA0015EDocument22 pagesHGENMA0015EMilton Righetto NassPas encore d'évaluation
- Sinumerik840D Turn en GDocument260 pagesSinumerik840D Turn en GKrsmanovic ZoranPas encore d'évaluation
- How To Use AICC PDFDocument1 pageHow To Use AICC PDFNyoto SuswotoPas encore d'évaluation
- MazakDocument2 pagesMazakLuis Margaret Aldape100% (1)
- MAZAK Live Tooling For Mazak Quick Turn Smart 300 350M CatalogDocument2 pagesMAZAK Live Tooling For Mazak Quick Turn Smart 300 350M CatalograzielakaPas encore d'évaluation
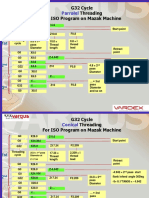
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelDocument4 pagesG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50Pas encore d'évaluation
- MITSUBISHI CNC M800-M80 Series PDFDocument17 pagesMITSUBISHI CNC M800-M80 Series PDFEgroj Luis100% (1)
- 12 - System Pomiarowy 1 - ACM-MCMSC-A0E - L14752B01Document79 pages12 - System Pomiarowy 1 - ACM-MCMSC-A0E - L14752B01Leadec LumelPas encore d'évaluation
- Driven Tool Holders - MazakDocument54 pagesDriven Tool Holders - MazakLuvuyo ZithoPas encore d'évaluation
- Machine Rates MIRDC FacilitiesDocument6 pagesMachine Rates MIRDC FacilitiesEfren CamposagradoPas encore d'évaluation
- Module 5 PDFDocument28 pagesModule 5 PDFkaushal shivaprakashPas encore d'évaluation
- OPERATION MANUAL SR-20R IV Type B cz.2Document300 pagesOPERATION MANUAL SR-20R IV Type B cz.2slawekudPas encore d'évaluation
- Date Aug.26.2010 Manual No. DP220985-10E Machine S/N: PrefaceDocument150 pagesDate Aug.26.2010 Manual No. DP220985-10E Machine S/N: PrefaceMilton Righetto NassPas encore d'évaluation
- PC-DNC Plus ManualDocument188 pagesPC-DNC Plus ManualJuan Sebastian YeglesPas encore d'évaluation
- Haas Service and Operator Manual Archive SL-Series Service Manual 96-8710 English January 1999Document244 pagesHaas Service and Operator Manual Archive SL-Series Service Manual 96-8710 English January 1999danyfPas encore d'évaluation
- Mazak Flex 1/3 RobotDocument18 pagesMazak Flex 1/3 RobotRashedul HasanPas encore d'évaluation
- Artcam Detailed Installation InstructionsDocument12 pagesArtcam Detailed Installation InstructionsCamelia Neagu-CogalniceanuPas encore d'évaluation
- Mori Seiki M720BM NL Auto Tune Procedure (Z A and B Phase)Document14 pagesMori Seiki M720BM NL Auto Tune Procedure (Z A and B Phase)Gordon CooperPas encore d'évaluation
- Fanuc-Page-6 (Al SP, Servo, Sytem, PS,)Document17 pagesFanuc-Page-6 (Al SP, Servo, Sytem, PS,)Hoangvinh DuongPas encore d'évaluation
- Vezérlőmüködtetése ANGOLDocument304 pagesVezérlőmüködtetése ANGOLKovacs Peter100% (1)
- Oprawki - Mazak Schite DeseneDocument32 pagesOprawki - Mazak Schite DeseneStoian Valentin50% (2)
- VRX J Series 99j266313e0-1309Document28 pagesVRX J Series 99j266313e0-1309bhandge880% (1)
- SOP For Mazak Integrex I100 STDocument7 pagesSOP For Mazak Integrex I100 STAju AugustinePas encore d'évaluation
- HurcoLathe Max Start r0115-101Document108 pagesHurcoLathe Max Start r0115-101rastaeggPas encore d'évaluation
- IT6468 0911gbDocument24 pagesIT6468 0911gbmarcos lemosPas encore d'évaluation
- Doosan BMT65 ToolingDocument28 pagesDoosan BMT65 Toolingmarcos lemosPas encore d'évaluation
- Citizen McodeDocument19 pagesCitizen McodedevinPas encore d'évaluation
- UntitledDocument672 pagesUntitledMilton Righetto NassPas encore d'évaluation
- Operating Manual Parts List: 660/850VMC (HEIDENHAIN)Document251 pagesOperating Manual Parts List: 660/850VMC (HEIDENHAIN)apodshPas encore d'évaluation
- CNC Stands For Computer Numerical Control, And: G-Code. CNC Was Developed inDocument4 pagesCNC Stands For Computer Numerical Control, And: G-Code. CNC Was Developed inKhateeb Ul Islam QadriPas encore d'évaluation
- Variaxis I SeriesDocument22 pagesVariaxis I Seriesbhandge8850% (2)
- Operation Manual Mazak: Micro Disc SystemDocument38 pagesOperation Manual Mazak: Micro Disc SystemRashedul HasanPas encore d'évaluation
- 1 Brother Machine Check Points For Long Shut Down-3Document17 pages1 Brother Machine Check Points For Long Shut Down-3jaganksPas encore d'évaluation
- Hyper Quadrex Series: Operating Manual & Maintenance ManualDocument42 pagesHyper Quadrex Series: Operating Manual & Maintenance Manualaditoma44100% (1)
- PDF M 32 Parameters and Alarms 1 - Compress PDFDocument231 pagesPDF M 32 Parameters and Alarms 1 - Compress PDFHuy NguyễnPas encore d'évaluation
- BNP b2189 (Eng) B PDFDocument61 pagesBNP b2189 (Eng) B PDFPearl JamPas encore d'évaluation
- MDS C1 PDFDocument399 pagesMDS C1 PDFRafael RodriguesPas encore d'évaluation
- Ib1500034e PDFDocument293 pagesIb1500034e PDFDavid ŘezáčPas encore d'évaluation
- Topsolid: Topsolid'Cam From Missler SoftwareDocument2 pagesTopsolid: Topsolid'Cam From Missler SoftwareBG2012Pas encore d'évaluation
- Mori - ATC38 - 50 Installation - Maintenance Manual PDFDocument54 pagesMori - ATC38 - 50 Installation - Maintenance Manual PDFTheo SouzaPas encore d'évaluation
- Doosan Puma MX Series PDFDocument68 pagesDoosan Puma MX Series PDFGuillermo RamirezPas encore d'évaluation
- NC Check Sheet - 180921 - EN - Maquina 2-1Document2 pagesNC Check Sheet - 180921 - EN - Maquina 2-1Antonio de la TorrePas encore d'évaluation
- Mazak Oprawki TokarskieDocument32 pagesMazak Oprawki TokarskieIvanPas encore d'évaluation
- OkumaDocument509 pagesOkumaMarijan Perković100% (1)
- Studies On The Benefits of Using Linear Motors Insted To Ball Screws Used in Drive of The Machine ToolsDocument8 pagesStudies On The Benefits of Using Linear Motors Insted To Ball Screws Used in Drive of The Machine ToolsVASILIIPas encore d'évaluation
- Alignment of The Tool Turret MT-HT-E en V2xDocument10 pagesAlignment of The Tool Turret MT-HT-E en V2xAdnan MehmoodPas encore d'évaluation
- Unit 5 CNC Machines and Tool Handling SystemsDocument22 pagesUnit 5 CNC Machines and Tool Handling SystemssmijusPas encore d'évaluation
- MTB Tech BlogDocument41 pagesMTB Tech Blog이종훈Pas encore d'évaluation
- Mazak Material Process Parameters Manual MKII 4.0KwDocument140 pagesMazak Material Process Parameters Manual MKII 4.0KwChris SommervillePas encore d'évaluation
- 1383 2890 2 PBDocument13 pages1383 2890 2 PBIwan GantengPas encore d'évaluation
- HidrogelDocument8 pagesHidrogelIwan GantengPas encore d'évaluation
- A First Course in Elementary Differential EquationsDocument213 pagesA First Course in Elementary Differential Equationsjdsparagas100% (1)
- Dual phase duplex stainless steel comprised with ferrite and austenite shows its strength and corrosion resistance in many aggressive environments based on outstanding performance over the last 20 years establishment is .docxDocument16 pagesDual phase duplex stainless steel comprised with ferrite and austenite shows its strength and corrosion resistance in many aggressive environments based on outstanding performance over the last 20 years establishment is .docxIwan GantengPas encore d'évaluation
- Buku Panduan Pabrik Kelapa Sawit Skala Kecil Untuk Produksi Bahan Baku ...Document47 pagesBuku Panduan Pabrik Kelapa Sawit Skala Kecil Untuk Produksi Bahan Baku ...daud68100% (2)
- hw6 Key PDFDocument6 pageshw6 Key PDFIwan GantengPas encore d'évaluation
- Skripsi Tanpa Bab Pembahasan - 2Document75 pagesSkripsi Tanpa Bab Pembahasan - 2Iwan GantengPas encore d'évaluation
- 10 1016@j Matpr 2017 01 145Document8 pages10 1016@j Matpr 2017 01 145Iwan GantengPas encore d'évaluation
- Alamat Buku 2Document1 pageAlamat Buku 2Iwan GantengPas encore d'évaluation
- COMPUTER CONTROL: Configuration and InterfacingDocument4 pagesCOMPUTER CONTROL: Configuration and InterfacingIwan GantengPas encore d'évaluation
- Evaluasi Kekuatan Dan Struktur Mikro Sambungan Las Tig Pada Pipa ZirconiumDocument7 pagesEvaluasi Kekuatan Dan Struktur Mikro Sambungan Las Tig Pada Pipa ZirconiumIwan GantengPas encore d'évaluation
- COMPUTER CONTROL: Configuration and InterfacingDocument4 pagesCOMPUTER CONTROL: Configuration and InterfacingIwan GantengPas encore d'évaluation
- Basic PLCDocument17 pagesBasic PLCirpan kusuma wijaya100% (6)
- Otomasi Sistim Manufaktur-TMS682-1Document21 pagesOtomasi Sistim Manufaktur-TMS682-1Iwan GantengPas encore d'évaluation
- Dual phase duplex stainless steel comprised with ferrite and austenite shows its strength and corrosion resistance in many aggressive environments based on outstanding performance over the last 20 years establishment is .docxDocument16 pagesDual phase duplex stainless steel comprised with ferrite and austenite shows its strength and corrosion resistance in many aggressive environments based on outstanding performance over the last 20 years establishment is .docxIwan GantengPas encore d'évaluation
- COMPUTER CONTROL: Configuration and InterfacingDocument4 pagesCOMPUTER CONTROL: Configuration and InterfacingIwan GantengPas encore d'évaluation
- Single Plane Balance 091401Document16 pagesSingle Plane Balance 091401ridzim4638Pas encore d'évaluation
- Technical Data Compressor: SC12CLDocument6 pagesTechnical Data Compressor: SC12CLKokoPas encore d'évaluation
- Ductile-Brittle Transition Temperature and Impact Energy Tests - Yena EngineeringDocument7 pagesDuctile-Brittle Transition Temperature and Impact Energy Tests - Yena EngineeringKASHFI UDDINPas encore d'évaluation
- Design and Fabrication of Oil Skimmer RobotDocument46 pagesDesign and Fabrication of Oil Skimmer RobotSathiya Udumalpet100% (2)
- IEEE 1547 - Explicacion PDFDocument11 pagesIEEE 1547 - Explicacion PDFAlejandro Gil RestrepoPas encore d'évaluation
- CE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasDocument41 pagesCE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasRickyWisaksonoPas encore d'évaluation
- Nema Ab 4Document39 pagesNema Ab 4Asif SajwaniPas encore d'évaluation
- Hphysics5 Roller Coaster Marbles Lab Report Jose GallardoDocument1 pageHphysics5 Roller Coaster Marbles Lab Report Jose Gallardoapi-345842338Pas encore d'évaluation
- BSCH User ManualDocument20 pagesBSCH User Manualjo_eli_Pas encore d'évaluation
- Datasheet Differential Pressure Sensor SDP1108 SDP2108Document7 pagesDatasheet Differential Pressure Sensor SDP1108 SDP2108jaijadduPas encore d'évaluation
- Chemical Properties of AluminumDocument5 pagesChemical Properties of AluminumAnonymous cgcKzFtXPas encore d'évaluation
- Design of Water SystemDocument18 pagesDesign of Water Systempolaris100% (1)
- Alex Angelov Thomas Huggins Malgorzata Glowa-Willemse Clarice Da Silva Pawel RogalewskiDocument29 pagesAlex Angelov Thomas Huggins Malgorzata Glowa-Willemse Clarice Da Silva Pawel Rogalewskigane2906Pas encore d'évaluation
- Green Buildings, Energy EfficiencyDocument7 pagesGreen Buildings, Energy EfficiencyAbu Talha FarooqiPas encore d'évaluation
- Classical Mechanics Problem SetDocument1 pageClassical Mechanics Problem SetDevanshu GargPas encore d'évaluation
- Sustainable Development-Chapter 6Document25 pagesSustainable Development-Chapter 6Lesley GallaPas encore d'évaluation
- Lecture 1. Introduction To Farm Power and EnergyDocument30 pagesLecture 1. Introduction To Farm Power and EnergyMaureen Joy Cascayan EspirituPas encore d'évaluation
- Wa470 8Document16 pagesWa470 8Rios Devora Ivan Candelario100% (1)
- Concrete Pipe HandbookDocument62 pagesConcrete Pipe HandbookDavid100% (1)
- Ehad Hussainabad HvacDocument4 pagesEhad Hussainabad Hvacashar jafferyPas encore d'évaluation
- Basics of Steel MakingDocument26 pagesBasics of Steel MakingakshukPas encore d'évaluation
- Haskel Air AaDocument12 pagesHaskel Air AaJorge CastilloPas encore d'évaluation
- CH 1Document6 pagesCH 1Dineshsingh ThakurPas encore d'évaluation
- Jahn-Teller Distortion and Coordination Number FourDocument15 pagesJahn-Teller Distortion and Coordination Number FourAldi JonataPas encore d'évaluation
- .0 .0 Pelton - WheelDocument4 pages.0 .0 Pelton - WheelRabei RomulusPas encore d'évaluation
- Lab Manual of RE. EngineeringDocument35 pagesLab Manual of RE. EngineeringRaza SikandarPas encore d'évaluation
- CTO 550 115 Current TransformerDocument3 pagesCTO 550 115 Current Transformersagar ramaniPas encore d'évaluation
- Stone Paper (Calcium Carbonate) : Iran Small Industries and Industrial Towns OrganizationsDocument32 pagesStone Paper (Calcium Carbonate) : Iran Small Industries and Industrial Towns OrganizationsRAIEL ALVARO100% (2)
- Rockfall Embankment - in Cretaz (Cogne - Aosta) : Case HistoryDocument2 pagesRockfall Embankment - in Cretaz (Cogne - Aosta) : Case HistoryHammer SondirPas encore d'évaluation
- Electromagnetic Induction: Theory and Exercise BookletDocument62 pagesElectromagnetic Induction: Theory and Exercise Bookletabc9999999999Pas encore d'évaluation