Vous aimerez peut-être aussi
- Diametros Tuberias KoplastDocument16 pagesDiametros Tuberias KoplastJOSEPH RUBEN FRANCISCO HUANAY PEREZPas encore d'évaluation
- PDF Catalogo Junta ElasticaDocument2 pagesPDF Catalogo Junta ElasticaEmilio GraneroPas encore d'évaluation
- Ficha Tecnica Tubo PVC PresionDocument2 pagesFicha Tecnica Tubo PVC Presiondesiderio chavezPas encore d'évaluation
- Tubo PVC Hidraulico Advance Ficha TecnicaDocument2 pagesTubo PVC Hidraulico Advance Ficha TecnicaAraceli Reyes PimentelPas encore d'évaluation
- Aspersor Vyr 80Document2 pagesAspersor Vyr 80Natali Arevalo EscalonaPas encore d'évaluation
- Catalogo General TUBONORDocument151 pagesCatalogo General TUBONORNilton LuisPas encore d'évaluation
- Especif Instal Tub PVC AguaDocument13 pagesEspecif Instal Tub PVC AguaDambers DavisPas encore d'évaluation
- PLASTIGAMA Acuaflex-2018Document6 pagesPLASTIGAMA Acuaflex-2018lucero lucero marisolPas encore d'évaluation
- Especficaciones Tecnicas de Calidad: Tuberia en Hdpe (Polietileno de Alta Ddensidad PN 80) Iso4427Document1 pageEspecficaciones Tecnicas de Calidad: Tuberia en Hdpe (Polietileno de Alta Ddensidad PN 80) Iso4427noebladimirPas encore d'évaluation
- Distancia Soportes Tub AceroDocument1 pageDistancia Soportes Tub AceroEduardo ArrietaPas encore d'évaluation
- INFORMEDocument16 pagesINFORMESegundo Augusto Bravo VidartePas encore d'évaluation
- Tubos de Polietileno PE de Gran Diámetro para Emisarios SubmarinosDocument16 pagesTubos de Polietileno PE de Gran Diámetro para Emisarios SubmarinosMAURICIO DE LOS SANTOS HERNANDEZPas encore d'évaluation
- Criterios de Empalmes ElectricosDocument2 pagesCriterios de Empalmes Electricosjuanvidal2525100% (1)
- Materiales de Tuberias para Conduccion de Agua Patable de Acuerdo A Norma Inen e IsoDocument5 pagesMateriales de Tuberias para Conduccion de Agua Patable de Acuerdo A Norma Inen e IsoMónica P. O.Pas encore d'évaluation
- Tabla de Espesores EsDocument1 pageTabla de Espesores EsLuis GarciaPas encore d'évaluation
- Agrotubo Hidroequipos SasDocument9 pagesAgrotubo Hidroequipos Sasanon_744413170Pas encore d'évaluation
- Tuberías y Conexiones para Agua y Desague PDFDocument8 pagesTuberías y Conexiones para Agua y Desague PDFPaola Guevara IdrogoPas encore d'évaluation
- Premisas Pretensadas ConcremaxDocument6 pagesPremisas Pretensadas Concremaxcelina alejandroPas encore d'évaluation
- Riuvert PPDocument36 pagesRiuvert PPIván López PavezPas encore d'évaluation
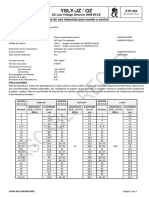
- As Cable Etp-394 Ysly-Jz - OzDocument2 pagesAs Cable Etp-394 Ysly-Jz - OzAlicia AltamiranoPas encore d'évaluation
- Eps-2020!12!02 Registro de Espesor de Pelicula Seca - Stand Pipe y EjeDocument1 pageEps-2020!12!02 Registro de Espesor de Pelicula Seca - Stand Pipe y EjecesarPas encore d'évaluation
- Guia ProdinsaDocument22 pagesGuia ProdinsaRony MedinaPas encore d'évaluation
- 2022.10 Linea AlcantarilladoDocument2 pages2022.10 Linea AlcantarilladoEfrain Torres MoralesPas encore d'évaluation
- PRY2020 Sintenax Valio2 RemovedDocument4 pagesPRY2020 Sintenax Valio2 RemovedEduardo HudecPas encore d'évaluation
- Folleto - Construccion - Gerdau 2020Document2 pagesFolleto - Construccion - Gerdau 2020raul boraPas encore d'évaluation
- Adequa Sistema PVC Liso Presion - Ficha Tecnica - EsDocument4 pagesAdequa Sistema PVC Liso Presion - Ficha Tecnica - EsDavid A Ismael SedaPas encore d'évaluation
- 02.01. Pvc-O Vs Pvc-U - PerúDocument8 pages02.01. Pvc-O Vs Pvc-U - PerúBeatrice CarrollPas encore d'évaluation
- 8 GasDocument2 pages8 Gasgustavo parra jimenezPas encore d'évaluation
- Anclajes DimafiDocument4 pagesAnclajes DimafiSebastián López ArayaPas encore d'évaluation
- 04, - Jaula Telescopaje MCDocument8 pages04, - Jaula Telescopaje MCING MANTENIMIENTO CONINTEL S.APas encore d'évaluation
- Manual Tecnico Tuberia Alcantarillado CorrugadoDocument24 pagesManual Tecnico Tuberia Alcantarillado CorrugadoDrenafort,vePas encore d'évaluation
- Catálogo de Cañerías PEDocument2 pagesCatálogo de Cañerías PECanoPas encore d'évaluation
- Vinilit - para GAS - PE80 y PE100Document2 pagesVinilit - para GAS - PE80 y PE100Cristobal Leal ArandaPas encore d'évaluation
- Diametros en TuberiasDocument5 pagesDiametros en TuberiasPamela FlorianPas encore d'évaluation
- Cables Coviflex XCS (RV-K) - CovisaDocument3 pagesCables Coviflex XCS (RV-K) - CovisaMilton_HuilipanPas encore d'évaluation
- Apersor Rain Bird CaracteristicasDocument2 pagesApersor Rain Bird CaracteristicascesartuerosPas encore d'évaluation
- Cables de Baja Tension EVAFLEX-80 Cu 450/750V: AplicacionesDocument2 pagesCables de Baja Tension EVAFLEX-80 Cu 450/750V: AplicacionesJafet GonzalesPas encore d'évaluation
- Tuberia PolipropilenoDocument2 pagesTuberia Polipropilenocort68Pas encore d'évaluation
- Eslingas en Cadena GLC PDFDocument4 pagesEslingas en Cadena GLC PDFwefPas encore d'évaluation
- Ficha Tecnica ConcremaxDocument6 pagesFicha Tecnica ConcremaxCarlos Barahona SotoPas encore d'évaluation
- It 14 Emisarios Submarinos PlomylenDocument17 pagesIt 14 Emisarios Submarinos Plomylendaniel2rialPas encore d'évaluation
- Catalogo Sellos TeksealDocument9 pagesCatalogo Sellos TeksealArmandoMiquilenaPas encore d'évaluation
- Catalogo Técnico ManguerasDocument24 pagesCatalogo Técnico ManguerasJORGE CAICEDOPas encore d'évaluation
- Tuberias Italsan IberostarDocument11 pagesTuberias Italsan IberostarJulio Humberto Pacheco LozanoPas encore d'évaluation
- Tuberia PEDocument2 pagesTuberia PEJosé Alberto RodríguezPas encore d'évaluation
- HT Evaflex-80 750V Peru - Rev 1Document2 pagesHT Evaflex-80 750V Peru - Rev 1Lionel LujanPas encore d'évaluation
- Fitting DucasseDocument29 pagesFitting DucasseFrancisco Andres Rivas SarabiaPas encore d'évaluation
- CATALOGO Tubonor PDFDocument147 pagesCATALOGO Tubonor PDFMarleneLopesPas encore d'évaluation
- Cot-I-368-A1-17-Equilibrium 101-20170927Document7 pagesCot-I-368-A1-17-Equilibrium 101-20170927Javier AlbaPas encore d'évaluation
- Cuadros Del Plan de Inspeccion Medicion y EnsayoDocument11 pagesCuadros Del Plan de Inspeccion Medicion y EnsayoGerman Andres GuerreroPas encore d'évaluation
- Bateria Sunlight (Condiciones A 25C)Document3 pagesBateria Sunlight (Condiciones A 25C)luis cruelPas encore d'évaluation
- 02.01. Pvc-O Vs Pvc-U - PerúDocument8 pages02.01. Pvc-O Vs Pvc-U - PerúBeatrice CarrollPas encore d'évaluation
- Fabricación de tapones aglomerados. MAMA0109D'EverandFabricación de tapones aglomerados. MAMA0109Pas encore d'évaluation
- Rediseño del laboratorio de soldadura de la Universidad UTED'EverandRediseño del laboratorio de soldadura de la Universidad UTEPas encore d'évaluation
- Arias Antiguas: Para Canto y Piano Transcripción y revision: Alessandro Parisotti Volumen 1D'EverandArias Antiguas: Para Canto y Piano Transcripción y revision: Alessandro Parisotti Volumen 1Pas encore d'évaluation
- Proceso Productivo para Fabricar Bloques de Hormigón: Bloqueras artesanales, #2D'EverandProceso Productivo para Fabricar Bloques de Hormigón: Bloqueras artesanales, #2Pas encore d'évaluation
- Muros SotanoDocument23 pagesMuros SotanowaltercoquePas encore d'évaluation
- Apoyos y AisladoresDocument25 pagesApoyos y AisladoreswaltercoquePas encore d'évaluation
- Vigas MetalicasDocument14 pagesVigas MetalicaswaltercoquePas encore d'évaluation
- Flujo en Canales AbiertosDocument55 pagesFlujo en Canales AbiertoswaltercoquePas encore d'évaluation
- Catalogo Biax Plastigama BajaDocument30 pagesCatalogo Biax Plastigama BajawaltercoquePas encore d'évaluation
- IMFORME # 2 Gravedad Especifica de Suelos Menores Al Tamiz # 4Document10 pagesIMFORME # 2 Gravedad Especifica de Suelos Menores Al Tamiz # 4waltercoquePas encore d'évaluation
- Cat Tanques Agua PDFDocument2 pagesCat Tanques Agua PDFGabriel Enrique Leal del Castillo0% (1)
- Acetato Sodio Trihidratado 33Document4 pagesAcetato Sodio Trihidratado 33Natalia ElizondoPas encore d'évaluation
- Infografia Problematica AmbientalDocument4 pagesInfografia Problematica AmbientalHeiner De La Hoz RodríguezPas encore d'évaluation
- Xxi 2 MXD C20 Nmx-Y-094-Scfi-2012 R0 8may2012Document13 pagesXxi 2 MXD C20 Nmx-Y-094-Scfi-2012 R0 8may2012estefaniaPas encore d'évaluation
- Bpa CitricosDocument40 pagesBpa CitricosNelson Jose Rincon Barba100% (1)
- Manual Verde Complemento IDUDocument48 pagesManual Verde Complemento IDUsmmtocanPas encore d'évaluation
- Dermo PulidoDocument29 pagesDermo PulidoKRYSTEL CASTRO OSORIOPas encore d'évaluation
- Definiciones de BuqueDocument9 pagesDefiniciones de BuqueJaime Palestino CruzPas encore d'évaluation
- 5.-Modelo Informe Gestion AmbientalDocument34 pages5.-Modelo Informe Gestion AmbientalAn Pacheco95% (22)
- Informe Fisicoquimica 6Document3 pagesInforme Fisicoquimica 6BastosZayasJosePas encore d'évaluation
- Peroxido de HidrogenoDocument4 pagesPeroxido de HidrogenoAlanAaronPiñuelasPerryPas encore d'évaluation
- Manual Radiador TropicalDocument2 pagesManual Radiador TropicalMarcelo Messina0% (1)
- Practica Numero 2Document5 pagesPractica Numero 2Jannet KeithPas encore d'évaluation
- Iperc - Matriz Base (DS-024-2016 Em)Document15 pagesIperc - Matriz Base (DS-024-2016 Em)Marcos Masslánder Ramos BalderaPas encore d'évaluation
- Fichamayonesa 2 PDFDocument4 pagesFichamayonesa 2 PDFIvanova Montero SejasPas encore d'évaluation
- Playas e Islas PDFDocument28 pagesPlayas e Islas PDFAriadna AguilarPas encore d'évaluation
- Línea Base (Hidrología)Document2 pagesLínea Base (Hidrología)Gissanio D' Paola Causil100% (1)
- Informe-de-Prueba-Hidraulica HuamboDocument6 pagesInforme-de-Prueba-Hidraulica HuamboShendy Paola Rivas HerreraPas encore d'évaluation
- Arcsa de 057 2015 GGG Normativa Técnica Sanitaria Sobre Prácticas Correctivas de HigieneDocument16 pagesArcsa de 057 2015 GGG Normativa Técnica Sanitaria Sobre Prácticas Correctivas de HigieneornellaPas encore d'évaluation
- Practica de Laboratiorio 1. Mezclas Homogeneas y HeterogeneasDocument3 pagesPractica de Laboratiorio 1. Mezclas Homogeneas y HeterogeneasLauraPas encore d'évaluation
- SG 2-5-2 - Reg-12 V-02 Registro de Monitoreo de Agua Residual de PlantaDocument1 pageSG 2-5-2 - Reg-12 V-02 Registro de Monitoreo de Agua Residual de PlantaEdwin Andreé Mmni CPas encore d'évaluation
- RETROALIMENTACION DE Evaluación de EntradaDocument6 pagesRETROALIMENTACION DE Evaluación de EntradaKum Gustavo MamaniPas encore d'évaluation
- Adsorcion de Metales PesadosDocument12 pagesAdsorcion de Metales PesadosMary SuarezPas encore d'évaluation
- Anexos Técnicos Fluidos Paq VIIIDocument328 pagesAnexos Técnicos Fluidos Paq VIIIEduardo ArvizuPas encore d'évaluation
- Eficiencia de RiegoDocument7 pagesEficiencia de RiegoAngelica Rejas RejasPas encore d'évaluation
- Piscinas EcológicasDocument6 pagesPiscinas Ecológicasaimara100% (1)
- PR-CT - 012 Procedimiento de Aplicaccion de PinturaDocument10 pagesPR-CT - 012 Procedimiento de Aplicaccion de Pinturasamantha guerreroPas encore d'évaluation
- Diagrama de Bloques de La Mermelada de AguaymantoDocument6 pagesDiagrama de Bloques de La Mermelada de AguaymantoFelipe AriasPas encore d'évaluation
- Infiltracion Con Cilindros InfiltrometrosDocument10 pagesInfiltracion Con Cilindros InfiltrometrosDavid Conde CopaPas encore d'évaluation
- Informe de Saneamiento UltimoDocument6 pagesInforme de Saneamiento UltimoPaola Mamani RodrigoPas encore d'évaluation