Vous aimerez peut-être aussi
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument6 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanksaegean227Pas encore d'évaluation
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument5 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksMarcosGonzalezPas encore d'évaluation
- BOG of LPGDocument6 pagesBOG of LPGTala Ramezani100% (1)
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument6 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksSumit KaushikPas encore d'évaluation
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument5 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksgopalvivekPas encore d'évaluation
- Manage Contaminants in LNG Feed Gas and Cryogenic Processing-Part 1Document6 pagesManage Contaminants in LNG Feed Gas and Cryogenic Processing-Part 1Davide CongiuPas encore d'évaluation
- GS12 SPECIAL PROCESSES_JC01Document20 pagesGS12 SPECIAL PROCESSES_JC01Nathallyia InasPas encore d'évaluation
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument5 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksSanju ChauhanPas encore d'évaluation
- Total-Presentation (LNG17) Small Capacity FLNG DesignDocument15 pagesTotal-Presentation (LNG17) Small Capacity FLNG DesignbradnonshinPas encore d'évaluation
- Gas Turbine Improvements Enhance IGCC ViabilityDocument16 pagesGas Turbine Improvements Enhance IGCC Viabilityherysyam1980Pas encore d'évaluation
- Turbo ExpanderDocument47 pagesTurbo Expandervenkeeku100% (3)
- Turbo ExpanderDocument47 pagesTurbo ExpanderJetul PatelPas encore d'évaluation
- Session 10 - Verghese JoeDocument12 pagesSession 10 - Verghese JoePawan ChaturvediPas encore d'évaluation
- Introduciton of LP-FGSS For WinGD - 180829 (R0)Document26 pagesIntroduciton of LP-FGSS For WinGD - 180829 (R0)wdyouQPas encore d'évaluation
- LNG Process OverviewDocument59 pagesLNG Process OverviewNhật Quang PhạmPas encore d'évaluation
- 2 TK3205 Natural Gas EdunexDocument57 pages2 TK3205 Natural Gas EdunexArya MeganandaPas encore d'évaluation
- How To Determine Fake LPG Cylinders: Consumer Talk - .Document2 pagesHow To Determine Fake LPG Cylinders: Consumer Talk - .qaramanPas encore d'évaluation
- Spe Distinguished Lecturer Series Spe FoundationDocument37 pagesSpe Distinguished Lecturer Series Spe FoundationaidanPas encore d'évaluation
- Study On Possible Reductions of Gas Flaring in CameroonDocument19 pagesStudy On Possible Reductions of Gas Flaring in CameroonSahyuo Buo100% (2)
- DPR - GS 20.09.2023Document1 pageDPR - GS 20.09.2023ShahnawazSoomroPas encore d'évaluation
- Operational Guidelines To Operating MAN B&W 2-Stroke Engines On Distillate FuelsDocument6 pagesOperational Guidelines To Operating MAN B&W 2-Stroke Engines On Distillate FuelsAnonymous XtvvG80zuPas encore d'évaluation
- 2018-07-24-Wells Fargo Securiti-The Basin Book Supply vs. Takeaway-82461766 PDFDocument5 pages2018-07-24-Wells Fargo Securiti-The Basin Book Supply vs. Takeaway-82461766 PDFDavid SpilkinPas encore d'évaluation
- 167-LNG19-04April2019-Bauer-Heinz-paperDocument10 pages167-LNG19-04April2019-Bauer-Heinz-paperhtdk312Pas encore d'évaluation
- EMIS Insights - Colombia Oil and Gas Sector 2019 - 2020Document72 pagesEMIS Insights - Colombia Oil and Gas Sector 2019 - 2020Leidy Johanna Cardenas Solano100% (1)
- ENB Day 2013 - Gas Transportation - Mark Maki - FINALDocument16 pagesENB Day 2013 - Gas Transportation - Mark Maki - FINALjhon berez223344Pas encore d'évaluation
- Ram - LNGDocument4 pagesRam - LNGSivapriya SamyPas encore d'évaluation
- Cement Brochure-PDF FormatDocument6 pagesCement Brochure-PDF FormatHarshvardhan MishraPas encore d'évaluation
- Optimum Transportation Method For Development of Extra Heavy Crude OilDocument21 pagesOptimum Transportation Method For Development of Extra Heavy Crude OilYudi SuwandaPas encore d'évaluation
- MAN - ME-GI Dual Fuel A Technical, Operational and Cost-Effective Solution For Ships Fuelled by GasDocument32 pagesMAN - ME-GI Dual Fuel A Technical, Operational and Cost-Effective Solution For Ships Fuelled by GasjhonPas encore d'évaluation
- PSIM-24885-01, Rev.1Document17 pagesPSIM-24885-01, Rev.1RPPas encore d'évaluation
- Project Execution Statement New 5Document79 pagesProject Execution Statement New 5Nonsoufo ezePas encore d'évaluation
- Conceptuql Design Depot Viana AreaDocument52 pagesConceptuql Design Depot Viana AreaRida KhairaniPas encore d'évaluation
- Dokumen - Tips - FLNG Offshore and NearshoreDocument18 pagesDokumen - Tips - FLNG Offshore and NearshoreOlusegun OyebanjiPas encore d'évaluation
- Has The Time For Partial Upgrading of Heavy Oil and Bitumen Arrived?Document8 pagesHas The Time For Partial Upgrading of Heavy Oil and Bitumen Arrived?a_893597811Pas encore d'évaluation
- Twinza Oil 2017Document19 pagesTwinza Oil 2017millotPas encore d'évaluation
- Oil and Gas Production Optimization Lost Potential Due To UncertaintyDocument8 pagesOil and Gas Production Optimization Lost Potential Due To UncertaintyvigneshPas encore d'évaluation
- sl2022 726Document13 pagessl2022 726Budi SetiawanPas encore d'évaluation
- D2 - T2 - Chang Kwangpil Sang-Bong Lee - Hyundai Heavy IndustriesDocument18 pagesD2 - T2 - Chang Kwangpil Sang-Bong Lee - Hyundai Heavy IndustriesKarim Sowley DelgadoPas encore d'évaluation
- Processing Flow OperationsDocument65 pagesProcessing Flow OperationssegunoyesPas encore d'évaluation
- Dynamic Simulation LNG Processes Eop PDFDocument4 pagesDynamic Simulation LNG Processes Eop PDFferaldoPas encore d'évaluation
- LNG Boil-Off Re-Liquefaction Plants and Gas Combustion UnitsDocument7 pagesLNG Boil-Off Re-Liquefaction Plants and Gas Combustion UnitsP.Pas encore d'évaluation
- Jenbacher: 1. Avoidance of Condensate in Fuel Gases For GE Jenbacher Gas EnginesDocument2 pagesJenbacher: 1. Avoidance of Condensate in Fuel Gases For GE Jenbacher Gas EnginesArîfPas encore d'évaluation
- 8 AlsobaiDocument18 pages8 Alsobaixtrooz abiPas encore d'évaluation
- Solutions For Gas Networks DigitalisationDocument16 pagesSolutions For Gas Networks Digitalisationsohrab25Pas encore d'évaluation
- Project Execution Statement New 1Document75 pagesProject Execution Statement New 1Nonsoufo ezePas encore d'évaluation
- ProOil-278 20,000 BPD Refinery PresentationDocument12 pagesProOil-278 20,000 BPD Refinery PresentationM Alim Ur RahmanPas encore d'évaluation
- Presentasi Oil Refinery Process Rev0Document36 pagesPresentasi Oil Refinery Process Rev0Anjar Setyo NugrohoPas encore d'évaluation
- Unconventional Gas Monetisation: GTL - An Attractive Option?Document7 pagesUnconventional Gas Monetisation: GTL - An Attractive Option?ahmalisha2Pas encore d'évaluation
- A New Approach For Sizing Finger-Type (Multiple-Pipe) Slug CatchersDocument9 pagesA New Approach For Sizing Finger-Type (Multiple-Pipe) Slug CatchersnicolasPas encore d'évaluation
- Shell SMSM Gas/Liquid Separation Technology Optimizes Capacity & EfficiencyDocument2 pagesShell SMSM Gas/Liquid Separation Technology Optimizes Capacity & EfficiencysterlingPas encore d'évaluation
- Guidelines On Operation On Distillate Fuels: Service Letter SL09-515/CXRDocument5 pagesGuidelines On Operation On Distillate Fuels: Service Letter SL09-515/CXRginanjarPas encore d'évaluation
- Deisel Engine ConceptsDocument12 pagesDeisel Engine ConceptsJlee EliseusonPas encore d'évaluation
- Position-Paper: Information About The Use of LNG As Engine FuelDocument3 pagesPosition-Paper: Information About The Use of LNG As Engine FuelАндрейPas encore d'évaluation
- Day2 - 07 - Tor Ivar Guttulsrod - American Bureau of ShippingDocument26 pagesDay2 - 07 - Tor Ivar Guttulsrod - American Bureau of Shippingaegean227Pas encore d'évaluation
- Turboexpanders: CompressorsDocument4 pagesTurboexpanders: Compressorsdhanu_aquaPas encore d'évaluation
- Comparacion Planta Meg - TegpdfDocument18 pagesComparacion Planta Meg - TegpdfJulian RomeroPas encore d'évaluation
- LNG Reliquefaction - Ecosmrt: Marine - Land - Aviation - Cavendish NuclearDocument2 pagesLNG Reliquefaction - Ecosmrt: Marine - Land - Aviation - Cavendish Nuclearjenna leePas encore d'évaluation
- TEG Flash Drum DesignDocument8 pagesTEG Flash Drum DesignBhuran AkshayPas encore d'évaluation
- Natural Home Remedies for Common AilmentsDocument111 pagesNatural Home Remedies for Common AilmentsShareef Ghouse50% (2)
- Natural Home Remedies for Common AilmentsDocument111 pagesNatural Home Remedies for Common AilmentsShareef Ghouse50% (2)
- CDM RelatedDocument6 pagesCDM RelatedRajeshkumar ElangoPas encore d'évaluation
- 6 Thinking Hats PDFDocument35 pages6 Thinking Hats PDFrajPas encore d'évaluation
- Validity of Consent Order PDFDocument4 pagesValidity of Consent Order PDFRajeshkumar ElangoPas encore d'évaluation
- Solid Waste Management Code for Fertilizer IndustryDocument8 pagesSolid Waste Management Code for Fertilizer IndustryRajeshkumar ElangoPas encore d'évaluation
- Office Memorandum Regarding M&V Under PAT Cycle - IIDocument1 pageOffice Memorandum Regarding M&V Under PAT Cycle - IIRajeshkumar ElangoPas encore d'évaluation
- Validity of Consent OrderDocument4 pagesValidity of Consent OrderRajeshkumar ElangoPas encore d'évaluation
- Mayo ClinicDocument48 pagesMayo ClinicAbdul RazzaqPas encore d'évaluation
- HWM Rules 2016Document68 pagesHWM Rules 2016Raja Rao KamarsuPas encore d'évaluation
- Optimizing agricultural productivity and farmer incomesDocument5 pagesOptimizing agricultural productivity and farmer incomesRajeshkumar ElangoPas encore d'évaluation
- WaterDocument25 pagesWatershyjaaraj100% (2)
- Gita SarDocument17 pagesGita Sarkushal jaitwaniPas encore d'évaluation
- N Sefo RegulationsDocument64 pagesN Sefo RegulationsRajeshkumar ElangoPas encore d'évaluation
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanks PDFDocument5 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanks PDFRajeshkumar ElangoPas encore d'évaluation
- WWMGT 1Document16 pagesWWMGT 1Rajeshkumar ElangoPas encore d'évaluation
- Iffco Phulpur ProjectDocument27 pagesIffco Phulpur ProjectRajeshkumar ElangoPas encore d'évaluation
- Chlorine Dioxide, Method 10126, 02-2009, 9th EdDocument8 pagesChlorine Dioxide, Method 10126, 02-2009, 9th EdRajeshkumar ElangoPas encore d'évaluation
- Improve Your Power Factor and Lower Utility CostsDocument13 pagesImprove Your Power Factor and Lower Utility CostskingslyPas encore d'évaluation
- Steam Trap Sizing Best Practice PDFDocument5 pagesSteam Trap Sizing Best Practice PDFthawdarPas encore d'évaluation
- Exe Fact EngDocument12 pagesExe Fact EngRajeshkumar ElangoPas encore d'évaluation
- TNPCB 2013Document190 pagesTNPCB 2013Rajeshkumar ElangoPas encore d'évaluation
- Records & Achievement During - 2014-15 - KandlaDocument23 pagesRecords & Achievement During - 2014-15 - KandlaRajeshkumar ElangoPas encore d'évaluation
- UID Aadhar Linking LetterDocument2 pagesUID Aadhar Linking Letterprashanthreddy26Pas encore d'évaluation
- GSFC Energy EfficiencyDocument28 pagesGSFC Energy EfficiencyRajeshkumar ElangoPas encore d'évaluation
- Revamp Ageing Ammonia Plants for Safety, Efficiency & ProductionDocument40 pagesRevamp Ageing Ammonia Plants for Safety, Efficiency & ProductionRajeshkumar ElangoPas encore d'évaluation
- LNG 20150116Document11 pagesLNG 20150116Rajeshkumar ElangoPas encore d'évaluation
- The Importance of Drying Compressed Air - Paerker BalstonDocument12 pagesThe Importance of Drying Compressed Air - Paerker Balstonppluis90Pas encore d'évaluation
- THal Save MoreDocument3 pagesTHal Save MoreRajeshkumar ElangoPas encore d'évaluation
- Bio BatteryDocument29 pagesBio BatteryDileepChowdary100% (1)
- SB Pac 1402002 CeDocument11 pagesSB Pac 1402002 CesergeyPas encore d'évaluation
- X-Arcade Tankstick Manual USADocument13 pagesX-Arcade Tankstick Manual USAmight69Pas encore d'évaluation
- cs2071 New Notes 1Document34 pagescs2071 New Notes 1intelinsideocPas encore d'évaluation
- Tahap Amalan Penggunaan Lestari Dalam Kalangan Guru Di Puchong, SelangorDocument8 pagesTahap Amalan Penggunaan Lestari Dalam Kalangan Guru Di Puchong, SelangorMasliana SahadPas encore d'évaluation
- 2019 Planning OverviewDocument7 pages2019 Planning Overviewapi-323922022Pas encore d'évaluation
- CADAM 2000 - Model ParametersDocument3 pagesCADAM 2000 - Model ParametersAqua MaPas encore d'évaluation
- Nov-23 Main Fcom QRH FCTM Changes A320Document17 pagesNov-23 Main Fcom QRH FCTM Changes A320Joe FalchettoPas encore d'évaluation
- Tutorial DataGeosis Office EspañolmtdDocument205 pagesTutorial DataGeosis Office Españolmtdramm70Pas encore d'évaluation
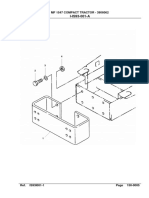
- MF1547Front Linkage - Seat PDFDocument18 pagesMF1547Front Linkage - Seat PDFAhmad Ali NursahidinPas encore d'évaluation
- TENDERSCHEDULE309532Document2 pagesTENDERSCHEDULE309532heavens indiaPas encore d'évaluation
- Whirlpool ADP 6600 WH Service ManualDocument15 pagesWhirlpool ADP 6600 WH Service ManualMarcelo Sergio HamerPas encore d'évaluation
- Loyalty Program Description PDFDocument7 pagesLoyalty Program Description PDFJayjay latiPas encore d'évaluation
- TablesDocument10 pagesTablesScott SiedschlagPas encore d'évaluation
- Year 11 IPT ProjectworkDocument12 pagesYear 11 IPT Projectworkoiu7hjjs50% (2)
- Barangay Profile: (BP DCF No. 1 S. 2022)Document4 pagesBarangay Profile: (BP DCF No. 1 S. 2022)AiMae BaobaoenPas encore d'évaluation
- AeDocument12 pagesAeRoberto SanchezPas encore d'évaluation
- Cl60 Rooftop Iom 0213 eDocument94 pagesCl60 Rooftop Iom 0213 emikexiiPas encore d'évaluation
- SAIC-A-2009 Rev 2Document5 pagesSAIC-A-2009 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- HVX200 LentesDocument2 pagesHVX200 Lentespink2004Pas encore d'évaluation
- Tensile TestDocument15 pagesTensile Testdwimukh360Pas encore d'évaluation
- Maharashtra State Electricity Distribution Co - LTD., O & M Division, NANDURBARDocument3 pagesMaharashtra State Electricity Distribution Co - LTD., O & M Division, NANDURBARPuru BornarePas encore d'évaluation
- R Programming CheatsheetDocument6 pagesR Programming CheatsheetAnand PrasadPas encore d'évaluation
- Track The 5 Most Important Call Center MetricsDocument3 pagesTrack The 5 Most Important Call Center Metricssalesforce.comPas encore d'évaluation
- Expert Office 365 Notes From The FieldDocument289 pagesExpert Office 365 Notes From The FieldYohanna Monsalvez100% (1)
- Generador de Vapor Cu360Document36 pagesGenerador de Vapor Cu360Jonatan medran ochoaPas encore d'évaluation
- TC 1265Document8 pagesTC 1265Sameh El-SabbaghPas encore d'évaluation
- Kurnool - 30 NM - RWY 2000Document1 pageKurnool - 30 NM - RWY 2000aeePas encore d'évaluation
- Synopsis Mobile Banking AdministrationDocument24 pagesSynopsis Mobile Banking AdministrationRaj BangalorePas encore d'évaluation
- 412 MM CH12Document28 pages412 MM CH12Hugo GonzalezPas encore d'évaluation