Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Safety Data Sheet: Magnafloc LT25Document9 pagesSafety Data Sheet: Magnafloc LT25alang_businessPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Water Systems Report - Part4Document14 pagesWater Systems Report - Part4alang_businessPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Water Systems Report - Part2Document14 pagesWater Systems Report - Part2alang_businessPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Water Systems Report - Part3Document14 pagesWater Systems Report - Part3alang_businessPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Water Systems Report - Part5Document14 pagesWater Systems Report - Part5alang_businessPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Water Systems Report - Part1Document14 pagesWater Systems Report - Part1alang_businessPas encore d'évaluation
- Mixing Science and Practice A Reflective View FinalDocument62 pagesMixing Science and Practice A Reflective View Finalalang_businessPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
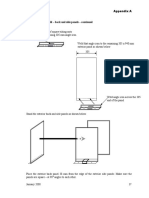
- Step 11: Exterior Mold - Back and Side Panels - Continued: Appendix ADocument10 pagesStep 11: Exterior Mold - Back and Side Panels - Continued: Appendix Aalang_businessPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Subramani - Numerical Analysis On Horizontal Jet FlocculatesDocument6 pagesSubramani - Numerical Analysis On Horizontal Jet Flocculatesalang_businessPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Ghaneeizad (2013)Document25 pagesGhaneeizad (2013)alang_businessPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Biosand Filter Manual: Design, Construction, Installation, Operation and MaintenanceDocument94 pagesBiosand Filter Manual: Design, Construction, Installation, Operation and Maintenancealang_businessPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Biosand Filter CAWST Part7Document10 pagesBiosand Filter CAWST Part7alang_businessPas encore d'évaluation
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarDocument20 pagesBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Biosand Filter CAWST Part6Document10 pagesBiosand Filter CAWST Part6alang_businessPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Interior Side Pieces, Bottom (4 Pieces) : Step 2: Layout and Cut 6.4 MM ( ") Steel PlateDocument10 pagesInterior Side Pieces, Bottom (4 Pieces) : Step 2: Layout and Cut 6.4 MM ( ") Steel Platealang_businessPas encore d'évaluation
- Step 2 - Greasing and Assembling The Mould:: Bio-Sand Filter Construction Guidelines Page 5 of 10Document4 pagesStep 2 - Greasing and Assembling The Mould:: Bio-Sand Filter Construction Guidelines Page 5 of 10alang_businessPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Biosand Filter CAWST Part3 PDFDocument10 pagesBiosand Filter CAWST Part3 PDFalang_businessPas encore d'évaluation
- Biosand Filter Manual: Design, Construction, Installation, Operation and MaintenanceDocument10 pagesBiosand Filter Manual: Design, Construction, Installation, Operation and Maintenancealang_businessPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Appendix G: Filter Construction ChecklistDocument10 pagesAppendix G: Filter Construction Checklistalang_businessPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Appendix O: Sand Sieve AnalysisDocument4 pagesAppendix O: Sand Sieve Analysisalang_businessPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Place The Media: Appendix FDocument10 pagesPlace The Media: Appendix Falang_businessPas encore d'évaluation
- Biosand Filter CAWST Part2 PDFDocument10 pagesBiosand Filter CAWST Part2 PDFalang_businessPas encore d'évaluation
- Construction Guidelines, Also Available On: Additional InformationDocument10 pagesConstruction Guidelines, Also Available On: Additional Informationalang_businessPas encore d'évaluation
- Bio-Sand Filter Construction Guidelines Page 9 of 10Document2 pagesBio-Sand Filter Construction Guidelines Page 9 of 10alang_businessPas encore d'évaluation
- Bio-Sand Filtration Filter Casting Instructions: United Kingdom MadagascarDocument4 pagesBio-Sand Filtration Filter Casting Instructions: United Kingdom Madagascaralang_businessPas encore d'évaluation
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarDocument20 pagesBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydPas encore d'évaluation
- Design Procedures of Improved HafirsDocument8 pagesDesign Procedures of Improved Hafirsalang_businessPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarDocument20 pagesBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydPas encore d'évaluation
- Construction Guidelines, Also Available On: Additional InformationDocument10 pagesConstruction Guidelines, Also Available On: Additional Informationalang_businessPas encore d'évaluation
- Technical Guidelines For The Construction and Management of Improved HafirsDocument8 pagesTechnical Guidelines For The Construction and Management of Improved Hafirsalang_businessPas encore d'évaluation
- CBSE Class 12 Chemistry Set 1 - E 2016Document21 pagesCBSE Class 12 Chemistry Set 1 - E 2016Santhosh KrishnaPas encore d'évaluation
- 127 Pipe Storage Compound - OILCENTERDocument1 page127 Pipe Storage Compound - OILCENTERYesid Cruz Yesid CruzPas encore d'évaluation
- Thin Layer Chromatograp HY: Presented By: Aviral Upadhyay Section: D SCHOLAR NO: 191113269 ROLL NO: 19D104Document10 pagesThin Layer Chromatograp HY: Presented By: Aviral Upadhyay Section: D SCHOLAR NO: 191113269 ROLL NO: 19D104Aviral UpadhyayPas encore d'évaluation
- Soap Making SecretDocument67 pagesSoap Making SecretTony Juan100% (1)
- ICSE Class 10 Chemistry Previous Year Question Paper 2012Document8 pagesICSE Class 10 Chemistry Previous Year Question Paper 2012megha rohillaPas encore d'évaluation
- 2014 AFPM Cat Cracker Seminar - Evaluating Equilibrium Catalyst (Ecat) DataDocument43 pages2014 AFPM Cat Cracker Seminar - Evaluating Equilibrium Catalyst (Ecat) Datasaleh4060Pas encore d'évaluation
- 0620 s15 QP 62Document12 pages0620 s15 QP 62Mohammed Murtada0% (1)
- Bab 7 Diagram Alir ProsesDocument2 pagesBab 7 Diagram Alir ProsesWisnu Center'zPas encore d'évaluation
- Mold-Cleaners Lubricants SpanishDocument3 pagesMold-Cleaners Lubricants SpanishEliasPas encore d'évaluation
- Inorganic ChemistryDocument10 pagesInorganic Chemistrydebraj sethi100% (1)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- VSM Flat Grinding Brochure ENDocument6 pagesVSM Flat Grinding Brochure ENforough sardarzadehPas encore d'évaluation
- CSEC Chemistry - A2. Mixtures and SeparationsDocument21 pagesCSEC Chemistry - A2. Mixtures and SeparationsNathaniel WhytePas encore d'évaluation
- Paints and VarnishDocument46 pagesPaints and VarnishnasirPas encore d'évaluation
- Quiz 3Document4 pagesQuiz 3James Rholdan PiedadPas encore d'évaluation
- Nisshin Metal and Recommendation of MetalDocument26 pagesNisshin Metal and Recommendation of MetaljonnhlPas encore d'évaluation
- Astm A153a153m-16Document5 pagesAstm A153a153m-16safak kahramanPas encore d'évaluation
- Electronic Effects On The Strength of Group 13 AcidsDocument19 pagesElectronic Effects On The Strength of Group 13 AcidsdarrenneoyomanPas encore d'évaluation
- Technical Data Sheet Armoslip EDocument2 pagesTechnical Data Sheet Armoslip E8cs5829x8sPas encore d'évaluation
- TGTU Catalyst - In-Situ Presulphiding - Fernando Maldonado - Criterion Catalysts & TechnologiesDocument23 pagesTGTU Catalyst - In-Situ Presulphiding - Fernando Maldonado - Criterion Catalysts & TechnologiesMustafaPas encore d'évaluation
- AntiInfectives P1Document11 pagesAntiInfectives P1ALLYSA DENIELLE SAYATPas encore d'évaluation
- Coordination Compound: IIT-JEE 2013Document50 pagesCoordination Compound: IIT-JEE 2013Utkarsh Agarwal100% (1)
- Alloy 6005A: We Are AluminumDocument2 pagesAlloy 6005A: We Are AluminumLeo PardPas encore d'évaluation
- ALLIED - Data Sheet Canthatene 10% Feed V2Document1 pageALLIED - Data Sheet Canthatene 10% Feed V2VíctorDanielAyalaParedesPas encore d'évaluation
- ASTM D7740 Optimizing AASDocument9 pagesASTM D7740 Optimizing AASarufatoPas encore d'évaluation
- D7997-15 Standard Practice For Polyurethane Raw Materials Gel Tests For Polyurethane Non-Foam FormulationsDocument7 pagesD7997-15 Standard Practice For Polyurethane Raw Materials Gel Tests For Polyurethane Non-Foam FormulationsMohamedPas encore d'évaluation
- Poster NAM Reyna-2Document1 pagePoster NAM Reyna-2omarPas encore d'évaluation
- Review of Application of Imidazole and Imidazole Derivatives As Corrosion Inhibitors of MetalsDocument4 pagesReview of Application of Imidazole and Imidazole Derivatives As Corrosion Inhibitors of Metalssyaripatul haniPas encore d'évaluation
- Starch-Gelatin Edible Films Water Vapor Permeability and Mechanical Properties As Affected by PlasticizersDocument10 pagesStarch-Gelatin Edible Films Water Vapor Permeability and Mechanical Properties As Affected by Plasticizersazfar_mmas4206Pas encore d'évaluation
- AlmondSweetOil COA 1567259544Document2 pagesAlmondSweetOil COA 1567259544Rahayuteuk ElfPas encore d'évaluation
- Hydrophilic-Lipophilic Balance: Griffin's MethodDocument2 pagesHydrophilic-Lipophilic Balance: Griffin's MethodSundar SkPas encore d'évaluation