Vous aimerez peut-être aussi
- Manual Alpha 20Document197 pagesManual Alpha 20Landaeta_198590% (31)
- Informe Tecnico MC25EN18Document3 pagesInforme Tecnico MC25EN18jrgonzales24100% (1)
- Concreto AutocompactanteDocument158 pagesConcreto AutocompactanteJHIMMY DIAZ GONZALESPas encore d'évaluation
- Iso 9001 - 2015Document21 pagesIso 9001 - 2015Jimena Bedolla100% (1)
- Intercanje de calor alimentarioDocument39 pagesIntercanje de calor alimentarioBrian Roca ChanhuallaPas encore d'évaluation
- Nch179 1980Document19 pagesNch179 1980Acu100% (4)
- Jmc-263 - Bolte 88 - CorvisacDocument514 pagesJmc-263 - Bolte 88 - Corvisacjrgonzales24100% (1)
- 022 Procedimiento Auditorias Internas Sistema Gestion Calidad PDFDocument12 pages022 Procedimiento Auditorias Internas Sistema Gestion Calidad PDFByron Sebas Trujillo MontenegroPas encore d'évaluation
- Cargador de Cadenas 973CDocument167 pagesCargador de Cadenas 973Cjrgonzales24100% (1)
- Libro de HidráulicaDocument136 pagesLibro de HidráulicaManuel PeñaPas encore d'évaluation
- 1012 - 13 Argentina Actualizado Al 10-02Document99 pages1012 - 13 Argentina Actualizado Al 10-02Rolando Angeles Castro100% (10)
- Calas EstratigráficasDocument10 pagesCalas EstratigráficasIsara Torres Luna100% (3)
- Informe Nº3 - Medición de FlujoDocument35 pagesInforme Nº3 - Medición de Flujojrgonzales24Pas encore d'évaluation
- Herramientas Hidraulicas (MOVITECNIA) PDFDocument8 pagesHerramientas Hidraulicas (MOVITECNIA) PDFjrgonzales24Pas encore d'évaluation
- 1012 - 13 Exterior Actualizado Al 10-02Document52 pages1012 - 13 Exterior Actualizado Al 10-02jrgonzales24Pas encore d'évaluation
- Aplicaciones DerivadasDocument14 pagesAplicaciones DerivadasHector100% (1)
- Transferencia de CalorDocument14 pagesTransferencia de CalorFidel Moreno ConcepcionPas encore d'évaluation
- Proceso de AdmisiónDocument25 pagesProceso de Admisiónjrgonzales24Pas encore d'évaluation
- Cavitacion - UralitaDocument23 pagesCavitacion - UralitarungekutasaPas encore d'évaluation
- Gestion de La CalidadDocument2 pagesGestion de La Calidadjrgonzales24Pas encore d'évaluation
- Hooke GeneralDocument3 pagesHooke GeneralWill Gabriel AmbichoPas encore d'évaluation
- Motor ContinuoDocument26 pagesMotor Continuojrgonzales24Pas encore d'évaluation
- Gestion de La CalidadDocument2 pagesGestion de La Calidadjrgonzales24Pas encore d'évaluation
- Bolter Ss7Document3 pagesBolter Ss7jrgonzales24100% (1)
- 17 ImplantacionDocument68 pages17 ImplantacionEvanns P. AzartePas encore d'évaluation
- Ahorro de Energia en Bombas CentrifugasDocument34 pagesAhorro de Energia en Bombas CentrifugasErick Jonathan Nuñez BugueñoPas encore d'évaluation
- Plantas ElectroneumaticasDocument51 pagesPlantas ElectroneumaticasCarolinaLopezPas encore d'évaluation
- Seguir Estos Protocolos Pract HidraDocument91 pagesSeguir Estos Protocolos Pract HidraJuanxo PersonsPas encore d'évaluation
- Plantas ElectroneumaticasDocument51 pagesPlantas ElectroneumaticasCarolinaLopezPas encore d'évaluation
- Labo de Medicion de CaudalDocument16 pagesLabo de Medicion de Caudaljrgonzales24Pas encore d'évaluation
- Labo de Medicion de CaudalDocument16 pagesLabo de Medicion de Caudaljrgonzales24Pas encore d'évaluation
- Maquinas ElectricasDocument6 pagesMaquinas Electricasjrgonzales24Pas encore d'évaluation
- Sintesis ProblemasDocument3 pagesSintesis Problemasjrgonzales24Pas encore d'évaluation
- Manejo de Material EsterilDocument7 pagesManejo de Material EsterilKatty Luz Paternina Gonzalez0% (1)
- CLASE Nº18 Física 2010 (PPTminimizer)Document76 pagesCLASE Nº18 Física 2010 (PPTminimizer)Robin Alejandro Acuña FuentealbaPas encore d'évaluation
- Practica 1 Manejo y Control de La Leche Cruda Pruebas de Plataforma y de LaboratorioDocument11 pagesPractica 1 Manejo y Control de La Leche Cruda Pruebas de Plataforma y de LaboratorioyanPas encore d'évaluation
- Ejercicios para Primer ParcialDocument7 pagesEjercicios para Primer ParcialPaula Isabella Lancheros BlancoPas encore d'évaluation
- Experimentando AprendoDocument10 pagesExperimentando AprendoMarjoeri Esetefanit Saldaña CordovaPas encore d'évaluation
- Prueba 23 Eroelectcienciasmodelo BDocument11 pagesPrueba 23 Eroelectcienciasmodelo Btemulentia100% (1)
- Cálculos de transferencia de calor a través de materiales: Respuestas a 10 preguntas con detallesDocument1 pageCálculos de transferencia de calor a través de materiales: Respuestas a 10 preguntas con detallesAstharotPas encore d'évaluation
- Taller Energía Potencial Eléctrica UDDocument2 pagesTaller Energía Potencial Eléctrica UDandresPas encore d'évaluation
- Escalas de ViscosidadDocument3 pagesEscalas de Viscosidaddacm182100% (2)
- La Fenomenologia Absoluta de La ConscienciaDocument10 pagesLa Fenomenologia Absoluta de La ConscienciaSchelling Goethe BalseiroPas encore d'évaluation
- Deshidratador de Frutas PDFDocument11 pagesDeshidratador de Frutas PDFyemiretperozoPas encore d'évaluation
- 8.5. Líneas de Anclaje Flexibles HorizontalesDocument14 pages8.5. Líneas de Anclaje Flexibles HorizontalesCastro DavidPas encore d'évaluation
- Metodo de Gauss - JordanDocument6 pagesMetodo de Gauss - JordanRoberto CetinaPas encore d'évaluation
- Sistema de Transmision Lubricado Version 2015Document40 pagesSistema de Transmision Lubricado Version 2015Jeremy Nicolás León CamposPas encore d'évaluation
- Numeros RealesDocument13 pagesNumeros RealesAnyely TellezPas encore d'évaluation
- Energía Eólica, Análisis de Sistemas Eléctricos, Régimen Estático y DinámicoDocument20 pagesEnergía Eólica, Análisis de Sistemas Eléctricos, Régimen Estático y DinámicoelecabimaPas encore d'évaluation
- IMCYC - Problemas, Causas y Soluciones - 002Document214 pagesIMCYC - Problemas, Causas y Soluciones - 002Esteban FinoPas encore d'évaluation
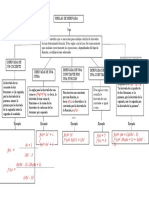
- Reglas de DerivadaDocument1 pageReglas de DerivadaAnny Carolina ARANGO BORJAPas encore d'évaluation
- Parcial 2 - Mecanica de SuelosDocument2 pagesParcial 2 - Mecanica de SuelosRomario Alejandro SalamancaPas encore d'évaluation
- Caracterización óptica de guías de onda planasDocument3 pagesCaracterización óptica de guías de onda planasErick FloresPas encore d'évaluation
- Invernadero Con Botellas de PlasticoDocument25 pagesInvernadero Con Botellas de PlasticoCrisamu MoradarPas encore d'évaluation
- Laboratorio Mecánica de Fluidos Perdidas LongitudinalesDocument23 pagesLaboratorio Mecánica de Fluidos Perdidas LongitudinalesJuan Jose Correa DiaztaglePas encore d'évaluation
- Tarea 2: Algebra Lineal LL: Karla Alejandra Monter Benitez 15/febrero/2018Document3 pagesTarea 2: Algebra Lineal LL: Karla Alejandra Monter Benitez 15/febrero/2018marlaPas encore d'évaluation
- Conicas en La ConstruccionDocument51 pagesConicas en La ConstruccionAlejandra Servin RodriguezPas encore d'évaluation
- Capacitación monitores conducción económica volquetes diesel CCTDocument57 pagesCapacitación monitores conducción económica volquetes diesel CCTSandoval Ramos EddyPas encore d'évaluation
- Magnitud e Intensidad Sísmica - Clase 2 PDFDocument15 pagesMagnitud e Intensidad Sísmica - Clase 2 PDFGabyPas encore d'évaluation