Vous aimerez peut-être aussi
- California Infrastructure Projects: Legal Aspects of Building in the Golden StateD'EverandCalifornia Infrastructure Projects: Legal Aspects of Building in the Golden StatePas encore d'évaluation
- Steel Shop Drawing IssuesDocument9 pagesSteel Shop Drawing IssuesFWICIPPas encore d'évaluation
- Problem Statement Regarding RC StructureDocument6 pagesProblem Statement Regarding RC StructureChockalingamPas encore d'évaluation
- Grating Details (LTA) PDFDocument10 pagesGrating Details (LTA) PDFTun Lin Oo100% (2)
- Mathcad - Template IndexDocument6 pagesMathcad - Template IndexKrish ChandPas encore d'évaluation
- Structural SteelworkDocument24 pagesStructural SteelworkJohnson SunderPas encore d'évaluation
- Rebar Detailing ServiceDocument8 pagesRebar Detailing Servicechiranjibdc14Pas encore d'évaluation
- Pre Fabrication and Pre StressingDocument25 pagesPre Fabrication and Pre StressingIqRa JaVedPas encore d'évaluation
- Rebar Detailing 8907Document12 pagesRebar Detailing 8907blackwinterPas encore d'évaluation
- Australian Guidebook For Structural Engineers by Lonnie Pack 1138031852Document5 pagesAustralian Guidebook For Structural Engineers by Lonnie Pack 1138031852Frans ChandraPas encore d'évaluation
- 9449 Macalloy Tension StructuresDocument16 pages9449 Macalloy Tension StructuresYam BalaoingPas encore d'évaluation
- Intze Water Tank PDFDocument15 pagesIntze Water Tank PDFEse Ek DangalPas encore d'évaluation
- Specification For Construction - Designing Buildings Wiki PDFDocument2 pagesSpecification For Construction - Designing Buildings Wiki PDFAngelo Lirio InsignePas encore d'évaluation
- Delta BeamDocument20 pagesDelta BeamHameed_Farah100% (1)
- Building Rebar InspectionDocument41 pagesBuilding Rebar Inspectionjackcan501Pas encore d'évaluation
- Concrete Curb, EdgingDocument3 pagesConcrete Curb, EdgingphilipyapPas encore d'évaluation
- Construction Cost Guide 2018Document1 pageConstruction Cost Guide 2018sudip sharmaPas encore d'évaluation
- 2008 Dahon User Manual enDocument32 pages2008 Dahon User Manual eninoblivionPas encore d'évaluation
- Kirby Erection ManualDocument56 pagesKirby Erection ManualHari PrasathPas encore d'évaluation
- Steel Structural System: Types of Portal FramesDocument2 pagesSteel Structural System: Types of Portal FramesSohanPas encore d'évaluation
- 4 Dygal ST, Mona Vale - Stormwater DrawingDocument8 pages4 Dygal ST, Mona Vale - Stormwater DrawingRohan Dutt SharmaPas encore d'évaluation
- Revit To Advance Steel Collaboration Method AULON18281-AU2018 - JB - Powerpoint - Show - V2Document48 pagesRevit To Advance Steel Collaboration Method AULON18281-AU2018 - JB - Powerpoint - Show - V2Fongho Eric SinclairPas encore d'évaluation
- Other 1088675 PDFDocument35 pagesOther 1088675 PDFazwanPas encore d'évaluation
- 1.technical Specifications (Piling)Document15 pages1.technical Specifications (Piling)Kunal Panchal100% (2)
- Standing Sawtooth Staircase Analysis Design and DetailingDocument8 pagesStanding Sawtooth Staircase Analysis Design and DetailingMahesh SPas encore d'évaluation
- Steel StructuresDocument148 pagesSteel Structuresbabu9595Pas encore d'évaluation
- Precast Concrete ConstructionDocument28 pagesPrecast Concrete ConstructionGirl in the CityPas encore d'évaluation
- Mezzanine Floors Baseplate DesignDocument3 pagesMezzanine Floors Baseplate DesignLlonsson100% (1)
- Precast Concrete Solutions HumesDocument89 pagesPrecast Concrete Solutions HumesAdhitya DwijayanthoPas encore d'évaluation
- BKSURCO - Certified - NEC Professional - Preparatory - CourseDocument57 pagesBKSURCO - Certified - NEC Professional - Preparatory - CourseASKA LINPas encore d'évaluation
- New Partial Interaction Models For Bolted-Side-Plate Reinforced Concrete BeamsDocument283 pagesNew Partial Interaction Models For Bolted-Side-Plate Reinforced Concrete BeamsLi, LingzhiPas encore d'évaluation
- Specifications of Concrete WorksDocument45 pagesSpecifications of Concrete Worksnicoleta_cristian4798Pas encore d'évaluation
- Peb BrochureDocument26 pagesPeb BrochureAbdul MaminPas encore d'évaluation
- Design of Portal Frame - 3Document38 pagesDesign of Portal Frame - 3afn3178Pas encore d'évaluation
- Reinforcement Detailing BrochureDocument2 pagesReinforcement Detailing BrochureAbd Al-Gaffar BajouriPas encore d'évaluation
- Guide To Standards and Tolerances 2015 PDFDocument70 pagesGuide To Standards and Tolerances 2015 PDFSathishPas encore d'évaluation
- Welding Guide BrochureDocument4 pagesWelding Guide BrochureAnonymous 6aGAvbNPas encore d'évaluation
- 3) Initial Sizing of MembersDocument5 pages3) Initial Sizing of MembersKenPas encore d'évaluation
- Working Drawings SampleDocument12 pagesWorking Drawings SampleRegis LaraPas encore d'évaluation
- Design Basis For Roof TrussDocument22 pagesDesign Basis For Roof TrussUmer AziqPas encore d'évaluation
- Culvert Design Checklist 2019Document5 pagesCulvert Design Checklist 2019zeroicesnowPas encore d'évaluation
- Strengthening of RC Column With Externally Bonded Steel BarsDocument5 pagesStrengthening of RC Column With Externally Bonded Steel BarsInternational Journal of Innovative Science and Research Technology100% (1)
- ComFlor Manual October08 CorusDocument72 pagesComFlor Manual October08 CorusevilaigilPas encore d'évaluation
- Checker's Checklist PDFDocument6 pagesChecker's Checklist PDFJimmy SanDiegoPas encore d'évaluation
- Post Tension StructuresDocument10 pagesPost Tension Structurestwinkle4545Pas encore d'évaluation
- Lecture 7 Site SelectionDocument43 pagesLecture 7 Site SelectionlokyPas encore d'évaluation
- Mogadishu Hotel-Raft Foundation Layout - 1bDocument1 pageMogadishu Hotel-Raft Foundation Layout - 1bdanokrayPas encore d'évaluation
- Titles: Form Face Calculation Basis Formwork Guide To Good Practice 2nd Edition - Load Case 58 Design DataDocument1 pageTitles: Form Face Calculation Basis Formwork Guide To Good Practice 2nd Edition - Load Case 58 Design DataArmen AbizarPas encore d'évaluation
- 1710 Abeco Spec SheetDocument4 pages1710 Abeco Spec Sheetminov minovitchPas encore d'évaluation
- Economics For Structural Steel Plate GirdersDocument10 pagesEconomics For Structural Steel Plate Girdersthomas kilianPas encore d'évaluation
- Effective Project Management: Guidance and Checklists for Engineering and ConstructionD'EverandEffective Project Management: Guidance and Checklists for Engineering and ConstructionPas encore d'évaluation
- Open Web Steel Joists KSeriesDocument5 pagesOpen Web Steel Joists KSeriesjack.simpson.changPas encore d'évaluation
- SECTION 05 12 00 Structural Steel FramingDocument6 pagesSECTION 05 12 00 Structural Steel FramingmiteshsuneriyaPas encore d'évaluation
- TTO-ST-0-SPC-05100 - Structural Steel SpecificationDocument18 pagesTTO-ST-0-SPC-05100 - Structural Steel Specificationsara saravananPas encore d'évaluation
- DS-CS-08 - Steel Buildings Rev 0Document12 pagesDS-CS-08 - Steel Buildings Rev 0pigfly2012Pas encore d'évaluation
- Structural Steel Specifications.Document17 pagesStructural Steel Specifications.maodcb5Pas encore d'évaluation
- Part A DUPADocument27 pagesPart A DUPALuwalhati TomilasPas encore d'évaluation
- Part E DUPADocument2 pagesPart E DUPALuwalhati TomilasPas encore d'évaluation
- Measurement of Angles and Directions 12-06Document12 pagesMeasurement of Angles and Directions 12-06Luwalhati TomilasPas encore d'évaluation
- Part C DUPADocument11 pagesPart C DUPALuwalhati TomilasPas encore d'évaluation
- Compass TraverseDocument10 pagesCompass TraverseLuwalhati TomilasPas encore d'évaluation
- Arboleda Ce3 Magnetic DeclinationDocument3 pagesArboleda Ce3 Magnetic DeclinationLuwalhati TomilasPas encore d'évaluation
- Median10.05 Qu25Z MidtermDocument3 pagesMedian10.05 Qu25Z MidtermLuwalhati TomilasPas encore d'évaluation
- PDF.H BeamDocument1 pagePDF.H BeamLuwalhati TomilasPas encore d'évaluation
- General Specification Ials For Main LayingDocument1 pageGeneral Specification Ials For Main LayingLuwalhati TomilasPas encore d'évaluation
- 'Engineering Data Analysis (Probability and Statistics)Document2 pages'Engineering Data Analysis (Probability and Statistics)Luwalhati TomilasPas encore d'évaluation
- NDS SD 200 PDFDocument1 pageNDS SD 200 PDFLuwalhati TomilasPas encore d'évaluation
- Jethro Porin: Math 212 (CE) Engg Data Analysis (Prob. & Stat)Document3 pagesJethro Porin: Math 212 (CE) Engg Data Analysis (Prob. & Stat)Luwalhati TomilasPas encore d'évaluation
- The Diving at Works Regulation 1997Document12 pagesThe Diving at Works Regulation 1997Luwalhati TomilasPas encore d'évaluation
- Proposed Cover Slab & ChamberDocument1 pageProposed Cover Slab & ChamberLuwalhati TomilasPas encore d'évaluation
- The Diving at Works Regulation 1997Document12 pagesThe Diving at Works Regulation 1997Luwalhati TomilasPas encore d'évaluation
- NDS-SD-17B Reinstatement Rev PDFDocument1 pageNDS-SD-17B Reinstatement Rev PDFLuwalhati TomilasPas encore d'évaluation
- NDS-SD-17B Reinstatement Rev PDFDocument1 pageNDS-SD-17B Reinstatement Rev PDFLuwalhati TomilasPas encore d'évaluation
- GRE Piping Method Statement For Impervious Drainage NetworkDocument34 pagesGRE Piping Method Statement For Impervious Drainage NetworkLuwalhati TomilasPas encore d'évaluation
- Division 16 - Electrical Section 16720 - Fire Alarm SystemsDocument3 pagesDivision 16 - Electrical Section 16720 - Fire Alarm SystemsMd. Mominul IslamPas encore d'évaluation
- Thurmalox 8200 Painting SpecificationDocument2 pagesThurmalox 8200 Painting SpecificationFreddy Carl FredricksenPas encore d'évaluation
- Drawings For Rack 20 X VM 2-2140Document2 pagesDrawings For Rack 20 X VM 2-2140Nguyễn Anh DanhPas encore d'évaluation
- 2 - Pipe Schedule & Inner Dia DimensionsDocument1 page2 - Pipe Schedule & Inner Dia DimensionsHazairin As-Shiddiq RahmanPas encore d'évaluation
- An Effect On Wear Characteristics of Nano-Al O Particulates Reinforced Al7075 Metal Matrix CompositeDocument8 pagesAn Effect On Wear Characteristics of Nano-Al O Particulates Reinforced Al7075 Metal Matrix CompositeTJPRC PublicationsPas encore d'évaluation
- Moment Calculations - CORRECTDocument5 pagesMoment Calculations - CORRECTBipul PoudelPas encore d'évaluation
- United States Patent: (10) Patent No.: US 6,184,500 B1Document7 pagesUnited States Patent: (10) Patent No.: US 6,184,500 B1Al MukaramahPas encore d'évaluation
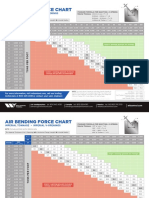
- Air Bend Force ChartDocument2 pagesAir Bend Force ChartLorenz Joseph PalmaPas encore d'évaluation
- Lecture-7-Part 1-Strength of Materials - Bending StressesDocument41 pagesLecture-7-Part 1-Strength of Materials - Bending Stressesarno assassinPas encore d'évaluation
- DE010 of-053123-1.0-P-Vulcraft Joist and Deck Plans - Datum ReviewedDocument9 pagesDE010 of-053123-1.0-P-Vulcraft Joist and Deck Plans - Datum ReviewedAzeemuddin Gulam MohammedPas encore d'évaluation
- Vacuum Pumps Vanes: Scheme From A Rotary Group of VanesDocument3 pagesVacuum Pumps Vanes: Scheme From A Rotary Group of VanesjoaquinPas encore d'évaluation
- 2016 HSC Engineering StudiesDocument40 pages2016 HSC Engineering StudiesR MathewPas encore d'évaluation
- Unit I Electrical and Electronic Systems: Electrical Wiring Systems 10Document2 pagesUnit I Electrical and Electronic Systems: Electrical Wiring Systems 10Cebo DharuPas encore d'évaluation
- John and Rebecca Arioto 12-13-17Document24 pagesJohn and Rebecca Arioto 12-13-17L. A. PatersonPas encore d'évaluation
- National Air and Space Museum Exterior Cladding Information PresentationDocument2 pagesNational Air and Space Museum Exterior Cladding Information PresentationEaterPas encore d'évaluation
- Tugas 1 Mekflu Head Loss Pada Pipa Seri Dan Parallel Rahma Dewi Kartika Sari 2415100007Document12 pagesTugas 1 Mekflu Head Loss Pada Pipa Seri Dan Parallel Rahma Dewi Kartika Sari 2415100007Rahma Dewi Kartika SariPas encore d'évaluation
- Septic Tank Details: General NotesDocument1 pageSeptic Tank Details: General NotesRycca DeePas encore d'évaluation
- SBV07N03 061307Document8 pagesSBV07N03 061307Jaime MurilloPas encore d'évaluation
- FLANGDocument18 pagesFLANGmohamedPas encore d'évaluation
- Vamac Formulating and Compounding OverviewDocument6 pagesVamac Formulating and Compounding Overviewchethugowda7Pas encore d'évaluation
- TDS - Gyptone Sixto A 10Document2 pagesTDS - Gyptone Sixto A 10Dimitris KousoulasPas encore d'évaluation
- Plastic Conduit Product Presentation (Eflex) : Presented byDocument26 pagesPlastic Conduit Product Presentation (Eflex) : Presented bycarlremPas encore d'évaluation
- PDFDocument141 pagesPDFVerica RanđelovićPas encore d'évaluation
- A Project Report ON: Mr. Pravin Patil Mr. Amol Chavan Mr. Shrikant UbareDocument84 pagesA Project Report ON: Mr. Pravin Patil Mr. Amol Chavan Mr. Shrikant UbarePradeepLokhandePas encore d'évaluation
- AI2034 - Hawkeseal Barrier Compound Installation InstructionDocument1 pageAI2034 - Hawkeseal Barrier Compound Installation InstructiongeneraljomoPas encore d'évaluation
- Cooper Analogue SensorsDocument2 pagesCooper Analogue SensorsvimalPas encore d'évaluation
- Olear Ehv GroupDocument16 pagesOlear Ehv GroupSRINIVAS KOMMINENIPas encore d'évaluation
- A New Approach With Prepregs For ReinforcingDocument8 pagesA New Approach With Prepregs For ReinforcingRajesh Kumar SPas encore d'évaluation
- Astm-E-1300 (R04)Document58 pagesAstm-E-1300 (R04)waynectw100% (3)
- MoRTH Specifi Road Bridge 5th Rev 2013Document898 pagesMoRTH Specifi Road Bridge 5th Rev 2013jegancivil82% (22)