Vous aimerez peut-être aussi
- Application of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanDocument9 pagesApplication of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanMohamedKamal100% (1)
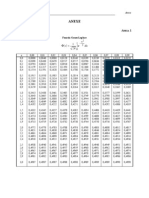
- ANEXE Valori Tabelare A Testelor StatisticeDocument9 pagesANEXE Valori Tabelare A Testelor StatisticeGabriel OvidiuPas encore d'évaluation
- Catalogo Cutting Forces-2Document44 pagesCatalogo Cutting Forces-2Marcos Hernandez WaltemathPas encore d'évaluation
- Taguchi MethodDocument8 pagesTaguchi MethodLSARAVANAN91Pas encore d'évaluation
- MTM Lab ManualDocument23 pagesMTM Lab ManualMian Abdul Rehman100% (1)
- Roughness TaguchiDocument7 pagesRoughness TaguchiAnudatt A. GowdaPas encore d'évaluation
- Hardinge Workholding: Spindle Tooling For Manual & CNC LathesDocument48 pagesHardinge Workholding: Spindle Tooling For Manual & CNC Lathesanks_raPas encore d'évaluation
- Emotiile DistructiveDocument596 pagesEmotiile DistructiveSarahDinElenaPas encore d'évaluation
- DRILL JIG (Final One)Document21 pagesDRILL JIG (Final One)Varshasonawane962Pas encore d'évaluation
- Theory of Metal Cuttingmechanics of Metal CuttingDocument18 pagesTheory of Metal Cuttingmechanics of Metal Cuttingznovak77Pas encore d'évaluation
- Mould SteelsDocument32 pagesMould SteelsAnonymous B3I6zYNhqdPas encore d'évaluation
- Linear GuideDocument1 539 pagesLinear Guidered_shobo_85Pas encore d'évaluation
- Indexing Drill JigDocument7 pagesIndexing Drill JignkpatilPas encore d'évaluation
- ME2252 MT2 Lecture Notes PDFDocument237 pagesME2252 MT2 Lecture Notes PDFnallsrajjPas encore d'évaluation
- De CITIT DESPRE MATRITE PDFDocument77 pagesDe CITIT DESPRE MATRITE PDFSilviu StinigutaPas encore d'évaluation
- Catalog Suruburi Cu Bile SKFDocument52 pagesCatalog Suruburi Cu Bile SKFjo_rz_57Pas encore d'évaluation
- Design of Jigs and Fixtures.Document27 pagesDesign of Jigs and Fixtures.madala ajay kumarPas encore d'évaluation
- Cutting Tool TechnologyDocument5 pagesCutting Tool TechnologyROHAN DESAIPas encore d'évaluation
- Precision, Stability and Productivity Increase in Throughfeed Centerless GrindingDocument4 pagesPrecision, Stability and Productivity Increase in Throughfeed Centerless GrindingphuongdxPas encore d'évaluation
- Tensile TestDocument8 pagesTensile TestChaminduKrishanRupasinghe100% (1)
- Jergens Workholding 1210Document290 pagesJergens Workholding 1210skidamdnevnoPas encore d'évaluation
- Tronxy x1 Assembly GuideDocument26 pagesTronxy x1 Assembly GuideВайсер Евгений100% (1)
- Tabel Filete EMUGEDocument1 pageTabel Filete EMUGEgiorgio_gex4758100% (1)
- Plastic Mould SteelDocument20 pagesPlastic Mould SteeldocumentosvaltierraPas encore d'évaluation
- 9 Strip LayoutDocument26 pages9 Strip LayoutMohan RanganPas encore d'évaluation
- ToolingStandard PDFDocument16 pagesToolingStandard PDFKodhansPas encore d'évaluation
- MoldflowDocument74 pagesMoldflowRajesh PandaPas encore d'évaluation
- Surface Roughness Model For St37Document4 pagesSurface Roughness Model For St37fitraskaPas encore d'évaluation
- FTL Broschuere Fineblanking Technology enDocument20 pagesFTL Broschuere Fineblanking Technology enVinod ChandranPas encore d'évaluation
- Mechanical Properties of Biomedical Ti AlloysDocument6 pagesMechanical Properties of Biomedical Ti AlloysHugo FernándezPas encore d'évaluation
- Tolerance Stack UpDocument5 pagesTolerance Stack Uplbkumar87Pas encore d'évaluation
- Magnetic Chuck AllDocument32 pagesMagnetic Chuck AllAmit SardaPas encore d'évaluation
- A0 Modif - Sheet1Document1 pageA0 Modif - Sheet1Adrian HerskovicsPas encore d'évaluation
- New Product DevelopmentDocument26 pagesNew Product DevelopmentLeslie Estera VillacruelPas encore d'évaluation
- Design of Plunger Screws Ofinjection Molding MachineDocument28 pagesDesign of Plunger Screws Ofinjection Molding MachineSushmaPas encore d'évaluation
- CNC Operator Web-Based Tutorial 545Document20 pagesCNC Operator Web-Based Tutorial 545api-274441692Pas encore d'évaluation
- Introduction CNC PlasmaDocument2 pagesIntroduction CNC PlasmaHaziq PazliPas encore d'évaluation
- Injection MoldingDocument42 pagesInjection Moldinglovilove01Pas encore d'évaluation
- High Energy Rate Forming ProcessesDocument47 pagesHigh Energy Rate Forming ProcessesArun SrivastanPas encore d'évaluation
- Mechanics of Metal CuttingDocument24 pagesMechanics of Metal CuttingSreehari ViswanathanPas encore d'évaluation
- Troubleshooting Defects Hot Runner SystemDocument4 pagesTroubleshooting Defects Hot Runner SystemJorge MartinezPas encore d'évaluation
- Lab 4 Torsion Test GroupingDocument9 pagesLab 4 Torsion Test GroupingMuhd AriffPas encore d'évaluation
- Influence of Cutting ParametersDocument6 pagesInfluence of Cutting ParametersBojan BeloicaPas encore d'évaluation
- Unconventional FormingDocument16 pagesUnconventional FormingBrijesh VermaPas encore d'évaluation
- Handbook of Metal Injection MoldingDocument3 pagesHandbook of Metal Injection MoldingPk Jha0% (2)
- Elements of Jigs and FixturesDocument9 pagesElements of Jigs and FixtureskhuljascribdPas encore d'évaluation
- Reductoare MotoareDocument243 pagesReductoare MotoareDragosPas encore d'évaluation
- 3D Printing Guide For TeachersDocument59 pages3D Printing Guide For TeachersBongani MaphumuloPas encore d'évaluation
- Gripper Mechanism: Department of Mechanical EngineeringDocument16 pagesGripper Mechanism: Department of Mechanical EngineeringSoumik DasPas encore d'évaluation
- Fine BlankingDocument9 pagesFine BlankingElaine JohnsonPas encore d'évaluation
- Tutorial & Exercises For Catia LabDocument79 pagesTutorial & Exercises For Catia LabIr Engku MuhammadPas encore d'évaluation
- Project Year Design A Disk Type: Tool Magazine For A CNC MachineDocument46 pagesProject Year Design A Disk Type: Tool Magazine For A CNC MachineIustina LacatusPas encore d'évaluation
- Cutting ToolsDocument4 pagesCutting ToolsabyzenPas encore d'évaluation
- Semi Automatic Lathe Machine Using ARM ProcessorDocument7 pagesSemi Automatic Lathe Machine Using ARM ProcessorIRJIEPas encore d'évaluation
- A32 4140 (Rev. A 2007.06) EN - UNSPECIFIED TOLERANCES PLASTIC PARTSDocument8 pagesA32 4140 (Rev. A 2007.06) EN - UNSPECIFIED TOLERANCES PLASTIC PARTSDiego CamargoPas encore d'évaluation
- NC Machining Technique01Document112 pagesNC Machining Technique01Dark ShadowPas encore d'évaluation
- Structure Simulation and Blade Design of An Aircraft EngineDocument12 pagesStructure Simulation and Blade Design of An Aircraft Enginesirajul_musthafaPas encore d'évaluation
- Design, Optimization, and Analysis of Machining Fixture Layout Under Dynamic ConditionsDocument19 pagesDesign, Optimization, and Analysis of Machining Fixture Layout Under Dynamic ConditionsIJRASETPublicationsPas encore d'évaluation
- Unit 2 Friction: StructureDocument27 pagesUnit 2 Friction: StructureBabu JonnalagaddaPas encore d'évaluation
- Robotics - The 6.270 Robot Builder's GuideDocument258 pagesRobotics - The 6.270 Robot Builder's Guidetarun_md2000Pas encore d'évaluation
- Design and Analysis of Friction Clutch PDocument5 pagesDesign and Analysis of Friction Clutch PAgg GlezPas encore d'évaluation
- Applied Soil Mechanics With ABAQUS ApplicationsDocument398 pagesApplied Soil Mechanics With ABAQUS ApplicationsSoumya Bhattacharyya100% (2)
- 1.-Structural Dyamic Modification Using Additive DampingDocument13 pages1.-Structural Dyamic Modification Using Additive DampingAgg GlezPas encore d'évaluation
- Analysis, Characterization and Accuracy ImprovementDocument17 pagesAnalysis, Characterization and Accuracy ImprovementAgg GlezPas encore d'évaluation
- Noise Reduction in Linear Variable Differential Transformer Data of Recoil Motion Measurement by Numerical MethodsDocument8 pagesNoise Reduction in Linear Variable Differential Transformer Data of Recoil Motion Measurement by Numerical MethodsAgg GlezPas encore d'évaluation
- Effect of Design Geometry On The Performance Characteristics of Linear Variable Differential TransformersDocument7 pagesEffect of Design Geometry On The Performance Characteristics of Linear Variable Differential TransformersAgg GlezPas encore d'évaluation
- Dynamic 3-Dshapemeasurementmethod A ReviewDocument14 pagesDynamic 3-Dshapemeasurementmethod A ReviewAgg GlezPas encore d'évaluation
- SKF BearingsDocument108 pagesSKF BearingsAgg GlezPas encore d'évaluation
- L GaulDocument28 pagesL GaulAgg GlezPas encore d'évaluation
- ValicekDocument5 pagesValicekcmm5477Pas encore d'évaluation
- Effect of Design Geometry On The Performance Characteristics of Linear Variable Differential TransformersDocument7 pagesEffect of Design Geometry On The Performance Characteristics of Linear Variable Differential TransformersAgg GlezPas encore d'évaluation
- The Research of A Differential Magnetoresistive Linear Displacement Sensor Measurement SystemDocument8 pagesThe Research of A Differential Magnetoresistive Linear Displacement Sensor Measurement SystemAgg GlezPas encore d'évaluation
- Induccion de Ruido en Matteriales Por Medio de VibracionesDocument9 pagesInduccion de Ruido en Matteriales Por Medio de VibracionesAgg GlezPas encore d'évaluation
- Customer-Focused Development With QFD (By Kenneth Crow)Document7 pagesCustomer-Focused Development With QFD (By Kenneth Crow)Agg GlezPas encore d'évaluation
- Interdisciplinary Laboratory Exercises For The Design and Construction of An LVDT Position Measurement SystemDocument5 pagesInterdisciplinary Laboratory Exercises For The Design and Construction of An LVDT Position Measurement SystemAgg GlezPas encore d'évaluation
- Performing QFD Step by StepDocument5 pagesPerforming QFD Step by StepAgg GlezPas encore d'évaluation
- Technological Improvements in Position SensingDocument8 pagesTechnological Improvements in Position SensingAgg GlezPas encore d'évaluation
- Design of A Linear Variable Differential Transformer With High Rejection To External Interfering Magnetic FieldDocument4 pagesDesign of A Linear Variable Differential Transformer With High Rejection To External Interfering Magnetic FieldAgg GlezPas encore d'évaluation
- Catia Training - Piping Design AdvancedDocument16 pagesCatia Training - Piping Design AdvancedAgg Glez100% (1)
- b087z Chucks Part1 PDFDocument48 pagesb087z Chucks Part1 PDFGuillermo RamirezPas encore d'évaluation
- GE8261-Engineering Practices Lab - MECH PDFDocument74 pagesGE8261-Engineering Practices Lab - MECH PDFMohamed BasheerPas encore d'évaluation
- DBC Esd-5Document8 pagesDBC Esd-5zyy877rzzgPas encore d'évaluation
- The Automated Change (AC) Line: The New Industry Standard For Automated Workpiece ClampingDocument6 pagesThe Automated Change (AC) Line: The New Industry Standard For Automated Workpiece Clampingspcz scpzPas encore d'évaluation
- AMC-SCHOU Cylindrical Grinders 0509Document28 pagesAMC-SCHOU Cylindrical Grinders 0509m_najmanPas encore d'évaluation
- WS Lab ManualDocument93 pagesWS Lab ManualShahbazPas encore d'évaluation
- Operation/ Maintenance ManualDocument24 pagesOperation/ Maintenance Manualgarden00589Pas encore d'évaluation
- American Woodworker #145 Dec 2009-Jan 2010Document84 pagesAmerican Woodworker #145 Dec 2009-Jan 2010Gábor TancsaPas encore d'évaluation
- Fixture Lecture 3 1Document32 pagesFixture Lecture 3 1Shubham BhagwatPas encore d'évaluation
- Mechanical EngineeringDocument199 pagesMechanical EngineeringRAMESH KUAMRPas encore d'évaluation
- EDNC43 & 65 AMC Check ListDocument7 pagesEDNC43 & 65 AMC Check ListtranhoachbnPas encore d'évaluation
- Instructions For The Disco DAD-2H/T Dicing Saw: Sign in The Log SheetDocument5 pagesInstructions For The Disco DAD-2H/T Dicing Saw: Sign in The Log SheetFang HuPas encore d'évaluation
- Microcut LD SeriesDocument4 pagesMicrocut LD SeriesB SharkPas encore d'évaluation
- Cam Edge Clamps. The Cam Edge Clamp, Shown in Figure 8-75, Uses A HorizontalDocument7 pagesCam Edge Clamps. The Cam Edge Clamp, Shown in Figure 8-75, Uses A HorizontalJoe AndrewsPas encore d'évaluation
- CTS FitterDocument37 pagesCTS Fitterrajum465100% (1)
- Metal LatheDocument10 pagesMetal LatheDinesh KumarPas encore d'évaluation
- Operation Manual: Downloaded From Manuals Search EngineDocument16 pagesOperation Manual: Downloaded From Manuals Search EngineStormin DesPas encore d'évaluation
- DS Prestress HBDocument28 pagesDS Prestress HBBrian James MarzanPas encore d'évaluation
- Pup2010 Equ Int Grey 72dpiDocument54 pagesPup2010 Equ Int Grey 72dpiTzontonelPas encore d'évaluation
- Diamec250 SpecDocument2 pagesDiamec250 SpecDarko BogdanovicPas encore d'évaluation
- Operation SheetsDocument8 pagesOperation Sheetsapi-286403191Pas encore d'évaluation
- Mini Lathe Dismantling and Reassembly Guide PDFDocument18 pagesMini Lathe Dismantling and Reassembly Guide PDFkennkki100% (4)
- Makita XPH12 ManualDocument11 pagesMakita XPH12 ManualFarrukh AliPas encore d'évaluation
- Shop Exercise 5Document16 pagesShop Exercise 5Athena GrotesquePas encore d'évaluation
- TLE7 IA EIM M7 v2Document30 pagesTLE7 IA EIM M7 v2EDMARK PONCEPas encore d'évaluation
- Drill Press Tune-UpDocument2 pagesDrill Press Tune-UpYotta BytePas encore d'évaluation
- Machine Shop TheoryDocument25 pagesMachine Shop TheoryNiño Vince VallespinPas encore d'évaluation
- Learner's Module in Technology and Livelihood Education 10 Electronics Product Assembly and Servicing (EPAS)Document7 pagesLearner's Module in Technology and Livelihood Education 10 Electronics Product Assembly and Servicing (EPAS)Chard VascoPas encore d'évaluation
- GB Catalog Threading 2014 LRDocument113 pagesGB Catalog Threading 2014 LRPrle TihiPas encore d'évaluation
- HoriaDocument116 pagesHoria4U6ogj8b9snylkslkn3nPas encore d'évaluation