Vous aimerez peut-être aussi
- Modulo de Tecnicas de EnsamblajeDocument4 pagesModulo de Tecnicas de EnsamblajeAngel Endara50% (4)
- Manejo de máquinas de confecciónDocument121 pagesManejo de máquinas de confecciónAnónimo100% (3)
- Control de Calidad de Prendas de VestirDocument36 pagesControl de Calidad de Prendas de Vestireduardoturissini74% (19)
- Sistemas Nats I.P.A.A.Document25 pagesSistemas Nats I.P.A.A.Rafael Monzon0% (1)
- MAQUINA REMALLADORA 1ra Sesión Nov-4Document20 pagesMAQUINA REMALLADORA 1ra Sesión Nov-4GIANCARLO ALVISPas encore d'évaluation
- Maquinas Industriales de CosturaDocument46 pagesMaquinas Industriales de CosturaHristo Stoichkov Rosmel RicraPas encore d'évaluation
- Clses Remalladora-PartesDocument9 pagesClses Remalladora-Partesgatita__fiera100% (7)
- SIMBOLOGÍADocument9 pagesSIMBOLOGÍAronald salvatierra100% (1)
- La RemalladoraDocument7 pagesLa Remalladoraleyla dianaPas encore d'évaluation
- Operación de máquinas de confección textilDocument118 pagesOperación de máquinas de confección textilROSAURA PALOMINO CCARHUAPOMA100% (1)
- Puntadas Por Puldagadas PDFDocument4 pagesPuntadas Por Puldagadas PDFoliviaPas encore d'évaluation
- Hoja de Información 11 TendidoDocument5 pagesHoja de Información 11 TendidoMarina Cárdenas100% (1)
- Proceso de Fusionado 2Document40 pagesProceso de Fusionado 2Luz Yenny Carabali Lopez100% (3)
- NºDocument103 pagesNºAnónimo100% (2)
- Ficha Técnica BlusaDocument2 pagesFicha Técnica BlusaSindya Dut100% (9)
- Ejercicio 7-Confeccion de Prototipos y MuestraDocument14 pagesEjercicio 7-Confeccion de Prototipos y Muestracelina siguasPas encore d'évaluation
- Sistemas de Inyeccion (CRDI)Document62 pagesSistemas de Inyeccion (CRDI)Javi Llumitasig94% (17)
- Tipos de Puntada de Maquina Recta y OverlockDocument3 pagesTipos de Puntada de Maquina Recta y OverlockCamila Ac100% (1)
- Calzado Guarnicion Basica 44Document29 pagesCalzado Guarnicion Basica 44Alexander ArredondoPas encore d'évaluation
- Prueba EntradaDocument2 pagesPrueba EntradaJavier RomeroPas encore d'évaluation
- Partes Máquina RecubridoraDocument3 pagesPartes Máquina RecubridoraAdela Agamez100% (2)
- Telas Tejidos Plano y Tejido de PuntoDocument18 pagesTelas Tejidos Plano y Tejido de PuntoMaye GarciaPas encore d'évaluation
- Nomenclatura Del Cabezal MaquinaDocument2 pagesNomenclatura Del Cabezal Maquinagsa100% (2)
- Polo Manga RanglanDocument2 pagesPolo Manga RanglanMadai Gutiérrez100% (5)
- Monografia Recubridora y CollareteraDocument44 pagesMonografia Recubridora y CollareteraLizeth Milagros QC81% (16)
- Ejemplo de Hoja de Operacion e InformacionDocument4 pagesEjemplo de Hoja de Operacion e InformacionEsteban Huamani RojasPas encore d'évaluation
- Enhebrado de Maquina RemalladoraDocument2 pagesEnhebrado de Maquina RemalladoraCM LCPas encore d'évaluation
- Clases de Maquinas IndustrialesDocument7 pagesClases de Maquinas IndustrialesJoao Abade Kindgreen100% (1)
- TIPOS DE TENDIDOS DE TELA Diana Laura Velazquez DelgadoDocument3 pagesTIPOS DE TENDIDOS DE TELA Diana Laura Velazquez DelgadoSoir Chaly100% (2)
- Partes y enhebrado de máquinas de costura industrialesDocument12 pagesPartes y enhebrado de máquinas de costura industrialesMarina CárdenasPas encore d'évaluation
- Partes de La Remalladora.Document13 pagesPartes de La Remalladora.FranciscoCalizayaCalizaya100% (1)
- Mantenimiento PreventivoDocument25 pagesMantenimiento PreventivoLeonardo Cori Molle60% (5)
- Máquina RemalladoraDocument23 pagesMáquina RemalladoraCristian Pizarro Vasquez100% (2)
- Aritmetica (Abril)Document17 pagesAritmetica (Abril)Elvis CallupePas encore d'évaluation
- Enhebrado de Las Máquinas IndustrialesDocument6 pagesEnhebrado de Las Máquinas IndustrialesMarina Cardenas100% (1)
- Act. 25 Enhebrado y FuncionesDocument2 pagesAct. 25 Enhebrado y FuncionesPercy Rojas100% (1)
- Unidad 6to Grado PDFDocument341 pagesUnidad 6to Grado PDFFernando Tarrillo100% (8)
- Acondicionamiento de Máquinas de ConfecciónDocument23 pagesAcondicionamiento de Máquinas de ConfecciónLiliana choque100% (3)
- Vccu-201 Malla T001Document2 pagesVccu-201 Malla T001ERICK JAIME RIVAS MORALESPas encore d'évaluation
- Partes y FuncionesDocument5 pagesPartes y FuncionesStefani RosasPas encore d'évaluation
- Tarea Partes de La Remalladora y Embrague - HilarioDocument5 pagesTarea Partes de La Remalladora y Embrague - HilarioLeydi Hilario Macavilca0% (1)
- Partes de Una Maquina de CoserDocument11 pagesPartes de Una Maquina de CoserKarina Estefania Collaguazo PeñarandaPas encore d'évaluation
- Tela PlanaDocument4 pagesTela PlanaEsteban Huamani Rojas100% (2)
- La Producción Social Del Espacio y El Tiempo. David Harvey, 1994Document18 pagesLa Producción Social Del Espacio y El Tiempo. David Harvey, 1994dedtmar100% (4)
- Partes de La Maquina PlanaDocument6 pagesPartes de La Maquina PlanaGustavo Russill100% (1)
- Overlock IndustrialDocument7 pagesOverlock IndustrialMaría Emiliana100% (4)
- Organización del taller de confecciones y la máquina de costura rectaDocument3 pagesOrganización del taller de confecciones y la máquina de costura rectalaura barraza cobos100% (1)
- Partes máquina recta 40Document23 pagesPartes máquina recta 40Desirée Felices33% (3)
- Tipos de PuntadasDocument11 pagesTipos de PuntadasFany Ub100% (1)
- Organización de Taller de Confección TextilDocument14 pagesOrganización de Taller de Confección TextilFredy Choquemamani ccuno100% (2)
- Progresion Confeccion TejidoDocument4 pagesProgresion Confeccion TejidoMarina CardenasPas encore d'évaluation
- Hoja de Informacion Partes de La Maquinas Recta, Remalladora y RecubridoraDocument12 pagesHoja de Informacion Partes de La Maquinas Recta, Remalladora y RecubridoraJuan Castro SanchezPas encore d'évaluation
- La Maqina RectaDocument2 pagesLa Maqina RectaClaribel mirtha Principe BlancoPas encore d'évaluation
- Polera Raglan Ficha Tecnica 4Document2 pagesPolera Raglan Ficha Tecnica 4Rodrigo Turpo SupaPas encore d'évaluation
- CollareteraDocument2 pagesCollareteraAna PorrasPas encore d'évaluation
- Tejidos PlanosDocument3 pagesTejidos PlanosSarah Hart100% (1)
- Ejercicios para Maquina Recta 10-09Document4 pagesEjercicios para Maquina Recta 10-09Roes Maguy100% (1)
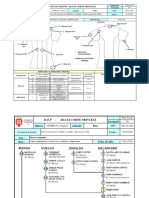
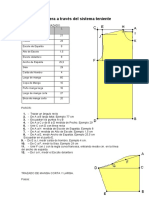
- Trazado polera sistema tenienteDocument2 pagesTrazado polera sistema tenienteKeila Cruz100% (1)
- EXPOSICIÓN Tipos de Tejido PlanoDocument12 pagesEXPOSICIÓN Tipos de Tejido PlanoYENY ALEJANDRA GIRALDO DE LOS RIOSPas encore d'évaluation
- Prueba de EncogimientoDocument7 pagesPrueba de EncogimientoSilvia Victoria Linares EscalantePas encore d'évaluation
- DOP de Fabricación de Un ChalecoDocument2 pagesDOP de Fabricación de Un ChalecoJuan Manuel Bringas ChaupijulcaPas encore d'évaluation
- Balolario de Preguntas Confeccion Textil - EstudiantesDocument6 pagesBalolario de Preguntas Confeccion Textil - EstudiantesberthaPas encore d'évaluation
- Solidez Del ColorDocument43 pagesSolidez Del ColorJack Caceres100% (1)
- Monografía - Sanchez GabrielDocument122 pagesMonografía - Sanchez GabrielAndrés Ramírez100% (1)
- Avance Del InformeDocument9 pagesAvance Del InformeMARY CIELO MAZA RODRIGUEZPas encore d'évaluation
- Practica de Graficos de Control para AtributosDocument5 pagesPractica de Graficos de Control para AtributosIngrid AlcantaraPas encore d'évaluation
- Especificaciones Tecnicas Ins SanitariasDocument51 pagesEspecificaciones Tecnicas Ins Sanitariasherberth00001Pas encore d'évaluation
- Proyecto de banda transportadora para selección de botellasDocument14 pagesProyecto de banda transportadora para selección de botellaskevin alejandro rosas tenorioPas encore d'évaluation
- Petersime BoletinDocument16 pagesPetersime BoletinRamiroPas encore d'évaluation
- Practica 4Document6 pagesPractica 4GustavoPas encore d'évaluation
- Diseño de tijeral para hangarDocument34 pagesDiseño de tijeral para hangarCARLAPas encore d'évaluation
- Espel Mai 0605 PDocument104 pagesEspel Mai 0605 PCarlos SandovalPas encore d'évaluation
- Tratamiento de Aguas Residuales Industriales y CloacalesDocument52 pagesTratamiento de Aguas Residuales Industriales y Cloacalesoinsausti100% (1)
- Cronograma de Actividades - Expresion Creativa - 2021 - IIDocument2 pagesCronograma de Actividades - Expresion Creativa - 2021 - IILUIS MIGUEL HENOSTROZA BILLALOBOSPas encore d'évaluation
- Capitulo 1Document40 pagesCapitulo 1Guillermo Delgado CastilloPas encore d'évaluation
- NSM NSP Nab NST Nse Es NivelDocument6 pagesNSM NSP Nab NST Nse Es NivelGERMAN DAVID NARANJO CUADROSPas encore d'évaluation
- BASEDocument1 pageBASELit SaennerPas encore d'évaluation
- Norma Chilena 44Document3 pagesNorma Chilena 44LesliePas encore d'évaluation
- 318 SupuestoDocument24 pages318 SupuestoPaco GilPas encore d'évaluation
- Espec D12D Motor PDFDocument43 pagesEspec D12D Motor PDFaquilescachoyoPas encore d'évaluation
- Bomba Sumergible de 75HPDocument13 pagesBomba Sumergible de 75HPPathy Gutierrez MoralesPas encore d'évaluation
- Flujograma de Pilado de ArrozDocument4 pagesFlujograma de Pilado de ArrozBony DiazgPas encore d'évaluation
- Temperatura y Equilibrio TérmicoDocument19 pagesTemperatura y Equilibrio TérmicoLucasPas encore d'évaluation
- L11LP - Punto de Inflamación Materiales Bituminosos - ANAGUANO, ARCOS, ENCALADA, SEGURA, POMBOZA, RUIZDocument15 pagesL11LP - Punto de Inflamación Materiales Bituminosos - ANAGUANO, ARCOS, ENCALADA, SEGURA, POMBOZA, RUIZXavier MolinaPas encore d'évaluation
- Cuadro ComparativoDocument30 pagesCuadro ComparativoFrancisco Castillo jaimesPas encore d'évaluation
- 5to Examen Previo Etn 503Document2 pages5to Examen Previo Etn 503Bryan Quenta AvilePas encore d'évaluation
- Taller de RefrigeracionDocument9 pagesTaller de RefrigeracionFran Dussan100% (1)
- Registro OneLife paso a pasoDocument11 pagesRegistro OneLife paso a pasootreibaPas encore d'évaluation
- Cidet Interruptores BticinoDocument10 pagesCidet Interruptores Bticinocesar velasquezPas encore d'évaluation
- Periódico Calentamiento GlobalDocument4 pagesPeriódico Calentamiento GlobalMaría Fernanda García MPas encore d'évaluation