Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- School: Sta. Maria Integrated School Group No. Names: Energy Forms & Changes Virtual LabDocument3 pagesSchool: Sta. Maria Integrated School Group No. Names: Energy Forms & Changes Virtual LabNanette Morado0% (1)
- AD Oracle ManualDocument18 pagesAD Oracle ManualAlexandru Octavian Popîrțac100% (2)
- Classical and Operant Conditioning ExamplesDocument6 pagesClassical and Operant Conditioning ExamplesPersephone355100% (1)
- Celgene V Actavis AbraxaneDocument131 pagesCelgene V Actavis AbraxaneiphawkPas encore d'évaluation
- - 50 Đề Thi Học Sinh Gioi Lớp 12Document217 pages- 50 Đề Thi Học Sinh Gioi Lớp 12Nguyễn Thanh ThảoPas encore d'évaluation
- Decision Trees QuestionsDocument2 pagesDecision Trees QuestionsSaeed Rahaman0% (1)
- !indx PipDocument18 pages!indx PipCharles JacobPas encore d'évaluation
- 00 ContentsDocument56 pages00 ContentsCharles JacobPas encore d'évaluation
- RL 396 17 StateDocument7 pagesRL 396 17 StateCharles JacobPas encore d'évaluation
- About The Knowledge TestDocument4 pagesAbout The Knowledge TestCharles JacobPas encore d'évaluation
- Pallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportDocument1 pagePallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportCharles JacobPas encore d'évaluation
- The Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeDocument6 pagesThe Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeCharles JacobPas encore d'évaluation
- THE ALL-NEW XL666 BrochureDocument15 pagesTHE ALL-NEW XL666 BrochureCharles JacobPas encore d'évaluation
- Question Paper and Answer Key: Mathematics (MA)Document25 pagesQuestion Paper and Answer Key: Mathematics (MA)Charles JacobPas encore d'évaluation
- Henri Sainte-Claire DevilleDocument8 pagesHenri Sainte-Claire DevilleCharles JacobPas encore d'évaluation
- Web Work PDFDocument39 pagesWeb Work PDFCharles JacobPas encore d'évaluation
- ExhibitorList 2018Document68 pagesExhibitorList 2018Charles JacobPas encore d'évaluation
- Team-BHP PDI Checklist PDFDocument3 pagesTeam-BHP PDI Checklist PDFCharles JacobPas encore d'évaluation
- 2020 Price List: Certification ProgramsDocument2 pages2020 Price List: Certification ProgramsCharles JacobPas encore d'évaluation
- Excon 2019 - Visitor RegistrationDocument2 pagesExcon 2019 - Visitor RegistrationCharles JacobPas encore d'évaluation
- New Welding Gas Innovation: How To Signifi Cantly Reduce Your Welding Costs WhileDocument2 pagesNew Welding Gas Innovation: How To Signifi Cantly Reduce Your Welding Costs WhileCharles JacobPas encore d'évaluation
- EnveloperyDocument11 pagesEnveloperyCharles JacobPas encore d'évaluation
- Railways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanDocument2 pagesRailways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanCharles JacobPas encore d'évaluation
- 820 PDFDocument19 pages820 PDFCharles JacobPas encore d'évaluation
- AUTOMIG FC 110T5-K4 : (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAUTOMIG FC 110T5-K4 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobPas encore d'évaluation
- Wit T 2008PVDocument6 pagesWit T 2008PVCharles JacobPas encore d'évaluation
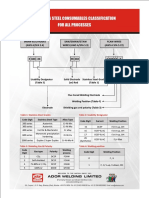
- Stainless Steel Consumables ClassificationDocument1 pageStainless Steel Consumables ClassificationCharles JacobPas encore d'évaluation
- Automig FC 91T1-B3 : (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAutomig FC 91T1-B3 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobPas encore d'évaluation
- Automig FC 71t 1 ModDocument1 pageAutomig FC 71t 1 ModCharles JacobPas encore d'évaluation
- Automig FC 90T5-K2 : (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAutomig FC 90T5-K2 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobPas encore d'évaluation
- Automig FC 560: (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAutomig FC 560: (Formerly Known As Advani-Oerlikon LTD.)Charles JacobPas encore d'évaluation
- M 3 D1.1 2015 FormDocument1 pageM 3 D1.1 2015 FormĐỗ Văn ChinhPas encore d'évaluation
- Automig FC 71T-5 : (Formerly Known As Advani-Oerlikon LTD.)Document1 pageAutomig FC 71T-5 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobPas encore d'évaluation
- Water Security STD 9th Textbook by Techy BagDocument86 pagesWater Security STD 9th Textbook by Techy Bagpooja TiwariPas encore d'évaluation
- Surgical Management in LeprosyDocument33 pagesSurgical Management in Leprosynsv.epicPas encore d'évaluation
- 742210V01Document2 pages742210V01hakim_zadehPas encore d'évaluation
- Medicina 57 00032 (01 14)Document14 pagesMedicina 57 00032 (01 14)fauzan nandana yoshPas encore d'évaluation
- The Stony Brook Press - Volume 11, Issue 4Document28 pagesThe Stony Brook Press - Volume 11, Issue 4The Stony Brook PressPas encore d'évaluation
- EdExcel A Level Chemistry Unit 4 Mark Scheme Results Paper 1 Jun 2005Document10 pagesEdExcel A Level Chemistry Unit 4 Mark Scheme Results Paper 1 Jun 2005MashiatUddinPas encore d'évaluation
- Oral PresentationDocument4 pagesOral PresentationYaddie32Pas encore d'évaluation
- Naming Alcohols, Aldehydes. EtcDocument1 pageNaming Alcohols, Aldehydes. Etcim_mikezPas encore d'évaluation
- 936-Article Text-2359-1-10-20211003Document6 pages936-Article Text-2359-1-10-20211003Geka KusumoPas encore d'évaluation
- Day Case Open Appendectomy: A Safe and Cost-Effective ProcedureDocument9 pagesDay Case Open Appendectomy: A Safe and Cost-Effective ProcedureAcademecian groupPas encore d'évaluation
- 30356-Article Text-56848-1-10-20210201Document14 pages30356-Article Text-56848-1-10-20210201Mel FaithPas encore d'évaluation
- PCB Engraver Operator Manual PDFDocument41 pagesPCB Engraver Operator Manual PDFmyoshkeuPas encore d'évaluation
- Implementing Self-Administration of Insulin in Hospital: A Journey of Discovery and Innovation. Part 1: Culture and StorageDocument4 pagesImplementing Self-Administration of Insulin in Hospital: A Journey of Discovery and Innovation. Part 1: Culture and Storagesunrise755Pas encore d'évaluation
- Republic Act No. 10070Document3 pagesRepublic Act No. 10070Ganiela MCPas encore d'évaluation
- While & Dewsbury (2011 Online) Nursing & ICT-A Discussion of Trends & Future DirectionsDocument9 pagesWhile & Dewsbury (2011 Online) Nursing & ICT-A Discussion of Trends & Future DirectionsGuy DewsburyPas encore d'évaluation
- Aphids and Ants, Mutualistic Species, Share A Mariner Element With An Unusual Location On Aphid Chromosomes - PMCDocument2 pagesAphids and Ants, Mutualistic Species, Share A Mariner Element With An Unusual Location On Aphid Chromosomes - PMC2aliciast7Pas encore d'évaluation
- Pioneer Deh-P4850mp p4850mphDocument76 pagesPioneer Deh-P4850mp p4850mphVxr GsiPas encore d'évaluation
- PLAB 2 VISA Guidelines by Omar AlamDocument18 pagesPLAB 2 VISA Guidelines by Omar Alamrafew19Pas encore d'évaluation
- HIPULSE U 80kVA 500kVA-Manual - V1.1Document157 pagesHIPULSE U 80kVA 500kVA-Manual - V1.1joseph mendezPas encore d'évaluation
- Materials Management in Hospital Industry Nandi ProjectDocument27 pagesMaterials Management in Hospital Industry Nandi Projectkumaraswamy226Pas encore d'évaluation
- TG Chap. 10Document7 pagesTG Chap. 10Gissele AbolucionPas encore d'évaluation
- The Man Booker PrizeDocument2 pagesThe Man Booker PrizeChu Hòa Bình100% (1)
- Lecture 8: Separation DesignDocument45 pagesLecture 8: Separation DesignRavi Kiran MPas encore d'évaluation