Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Motorpool-Work Order FormDocument4 pagesMotorpool-Work Order FormFedilino P. FornollesPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Electrical Single Line Diagram GuidanceDocument3 pagesElectrical Single Line Diagram GuidanceFedilino P. FornollesPas encore d'évaluation
- Very Important File For Cima PDFDocument65 pagesVery Important File For Cima PDFsadiq626Pas encore d'évaluation
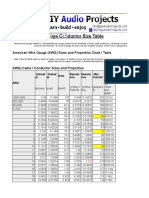
- Cable TableDocument9 pagesCable TableFedilino P. FornollesPas encore d'évaluation
- Cable Gland ChartDocument1 pageCable Gland Chartrushi_00780% (60)
- Touch Voltage - Ground Current (1.1.19)Document2 pagesTouch Voltage - Ground Current (1.1.19)jiguparmar1516Pas encore d'évaluation
- Improving Third Party Risk ManagementDocument16 pagesImproving Third Party Risk Managementsusmita mohanty100% (1)
- Practical Research 1 Quarter 2 - Module 9: What Can You Recommend?Document10 pagesPractical Research 1 Quarter 2 - Module 9: What Can You Recommend?Marq Qo100% (2)
- Data CollectionDocument9 pagesData CollectionSammir MalhotraPas encore d'évaluation
- Jgeot 15 P 112Document13 pagesJgeot 15 P 112Andrei NardelliPas encore d'évaluation
- HMIS 322 Final Exam 1 2Document10 pagesHMIS 322 Final Exam 1 2kalasa royd100% (3)
- Equipment Data Record Analyzer Transmitter: AIT-100 VRU 100 H2S DetectionDocument57 pagesEquipment Data Record Analyzer Transmitter: AIT-100 VRU 100 H2S DetectionFedilino P. FornollesPas encore d'évaluation
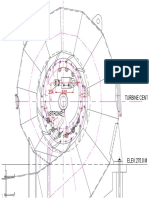
- 950 KW Francis-Alamada-Model PDFDocument1 page950 KW Francis-Alamada-Model PDFFedilino P. FornollesPas encore d'évaluation
- 2020 GenerationDocument67 pages2020 GenerationFedilino P. FornollesPas encore d'évaluation
- 2020 GenerationDocument67 pages2020 GenerationFedilino P. FornollesPas encore d'évaluation
- Alamada Electrical PlanDocument17 pagesAlamada Electrical PlanFedilino P. FornollesPas encore d'évaluation
- 758192Document1 page758192Fedilino P. FornollesPas encore d'évaluation
- Alamada ProjectDocument10 pagesAlamada ProjectFedilino P. FornollesPas encore d'évaluation
- Inverter SpecificationDocument2 pagesInverter SpecificationFedilino P. FornollesPas encore d'évaluation
- 6.71 MW MULETA - 5-YR - PRE-DEV - WFP - Rev3Document1 page6.71 MW MULETA - 5-YR - PRE-DEV - WFP - Rev3Fedilino P. FornollesPas encore d'évaluation
- FS QuotationDocument1 pageFS QuotationFedilino P. FornollesPas encore d'évaluation
- Alamada ProjectDocument10 pagesAlamada ProjectFedilino P. FornollesPas encore d'évaluation
- Air Circuit Breaker BrandDocument1 pageAir Circuit Breaker BrandFedilino P. FornollesPas encore d'évaluation
- Progress-Report Toril 01.30.2020Document1 pageProgress-Report Toril 01.30.2020Fedilino P. FornollesPas encore d'évaluation
- List of Conductor'S For Pricing Area 7000: Constructiom Csa MM Sq. No. of Core Materials MetersDocument2 pagesList of Conductor'S For Pricing Area 7000: Constructiom Csa MM Sq. No. of Core Materials MetersFedilino P. FornollesPas encore d'évaluation
- Delomatic 400 Hydro Data SheetDocument14 pagesDelomatic 400 Hydro Data SheetFedilino P. FornollesPas encore d'évaluation
- AFE CIL-Reagents 091219Document53 pagesAFE CIL-Reagents 091219Fedilino P. FornollesPas encore d'évaluation
- Equipment List and Status: Grinding Circuit (84 TPH)Document51 pagesEquipment List and Status: Grinding Circuit (84 TPH)Fedilino P. FornollesPas encore d'évaluation
- Fermin S. Faelden JR.: Finish CourseDocument5 pagesFermin S. Faelden JR.: Finish CourseFedilino P. FornollesPas encore d'évaluation
- Tvi Reasource Dev Phils. Inc at 400 Kva - Dca-400spkiiDocument3 pagesTvi Reasource Dev Phils. Inc at 400 Kva - Dca-400spkiiFedilino P. FornollesPas encore d'évaluation
- 0000 ELC CableRun BOM - RevFDocument18 pages0000 ELC CableRun BOM - RevFFedilino P. FornollesPas encore d'évaluation
- Electrical EquipmentDocument7 pagesElectrical EquipmentFedilino P. FornollesPas encore d'évaluation
- Fuel - Consumption - Chart - Standard Diesel EngineDocument1 pageFuel - Consumption - Chart - Standard Diesel EngineCaptIsqanPas encore d'évaluation
- Single Line Diagram (SLD) Or, One Line DiagramDocument3 pagesSingle Line Diagram (SLD) Or, One Line DiagramFedilino P. FornollesPas encore d'évaluation
- Albin C. Cruz: Sta. Lucia, Angat, Bulacan 3012, Philippines Cell No. 09057781430Document3 pagesAlbin C. Cruz: Sta. Lucia, Angat, Bulacan 3012, Philippines Cell No. 09057781430Fedilino P. FornollesPas encore d'évaluation
- Cummins 2x250KW CNF Manila Best Quotation From DIY POWERDocument1 pageCummins 2x250KW CNF Manila Best Quotation From DIY POWERFedilino P. FornollesPas encore d'évaluation
- Research Proposal OutlineDocument3 pagesResearch Proposal OutlineBhabyrhozkie Garces100% (1)
- 21MBA2338 Suhani Saxena Progress Report 2.Document11 pages21MBA2338 Suhani Saxena Progress Report 2.Suhani SaxenaPas encore d'évaluation
- Summer Internship 10112023Document65 pagesSummer Internship 10112023shahzebhamid042Pas encore d'évaluation
- An Open Letter To Rowing Canada Aviron Oct 23 2017Document5 pagesAn Open Letter To Rowing Canada Aviron Oct 23 2017The London Free PressPas encore d'évaluation
- 2021 Prisma ActualizadoDocument12 pages2021 Prisma Actualizadomaria murciaPas encore d'évaluation
- Research Project BCOM (H) - 312 Guidelines BCOM VI Semester 2020-2023Document7 pagesResearch Project BCOM (H) - 312 Guidelines BCOM VI Semester 2020-2023Aryan MishraPas encore d'évaluation
- T11 - SM0025 PBL ReportDocument42 pagesT11 - SM0025 PBL ReportVanessa AlexanderPas encore d'évaluation
- Thesis 2022-2023 New1Document18 pagesThesis 2022-2023 New1Iamche MaePas encore d'évaluation
- Difference Between Qualitative and Quantitative ResearchDocument5 pagesDifference Between Qualitative and Quantitative ResearchRegine AvelinoPas encore d'évaluation
- Dissertation Topics BcpsDocument8 pagesDissertation Topics BcpsFinishedCustomWritingPaperIndependence100% (1)
- Eapp Module 4Document5 pagesEapp Module 4Renen Millo BantilloPas encore d'évaluation
- Stokes Flow Before Plane Boundary With Mixed Stick-Slip Boundary ConditionsDocument10 pagesStokes Flow Before Plane Boundary With Mixed Stick-Slip Boundary ConditionsnyoxydsusPas encore d'évaluation
- Pain Assessment and Management in Cancer Patients: Saint Louis University School of NursingDocument3 pagesPain Assessment and Management in Cancer Patients: Saint Louis University School of NursingSoniaMarieBalanayPas encore d'évaluation
- Tesis Doctoral López de Castro, Borja 2017Document428 pagesTesis Doctoral López de Castro, Borja 2017MARTHA MARTINPas encore d'évaluation
- MSME - DI, Chennai Certified Six Sigma Black Belt Program: Quality Is Not An Act, It Is A Habit. - AristotleDocument6 pagesMSME - DI, Chennai Certified Six Sigma Black Belt Program: Quality Is Not An Act, It Is A Habit. - AristotleVivek DoraiswamyPas encore d'évaluation
- Math 2200 Practice Test 3Document8 pagesMath 2200 Practice Test 3Yousif KashatPas encore d'évaluation
- Causes and Effects of Design Change in Building Construction Projects in Three Selected Southern Ethiopia Zones IJERTV8IS120213Document5 pagesCauses and Effects of Design Change in Building Construction Projects in Three Selected Southern Ethiopia Zones IJERTV8IS120213Bereket MosisaPas encore d'évaluation
- Connect Assignment n2Document10 pagesConnect Assignment n2amer moussalliPas encore d'évaluation
- Customer Value Analysis PDFDocument7 pagesCustomer Value Analysis PDFpiyushsithaPas encore d'évaluation
- Kebebush ResearchDocument28 pagesKebebush ResearchBarnababas BeyenePas encore d'évaluation
- At The: Onrisk 2022: Timely Insights On Key RisksDocument4 pagesAt The: Onrisk 2022: Timely Insights On Key RisksThomasPas encore d'évaluation
- AWWA End-Uses of Water PDFDocument298 pagesAWWA End-Uses of Water PDFrshe0025004100% (1)
- Ecological Model of Sexual SatisfactionDocument16 pagesEcological Model of Sexual SatisfactionSKPas encore d'évaluation
- Time Series Research PapersDocument7 pagesTime Series Research Papersafnhgewvmftbsm100% (1)