Vous aimerez peut-être aussi
- FF0120 01 Free Business Strategy Diagram Powerpoint 16x9Document7 pagesFF0120 01 Free Business Strategy Diagram Powerpoint 16x9LiraJoyCafinoPas encore d'évaluation
- What Do You Think of Cornetto Ice CreamDocument1 pageWhat Do You Think of Cornetto Ice CreamLiraJoyCafinoPas encore d'évaluation
- Target Market InsightDocument1 pageTarget Market InsightLiraJoyCafinoPas encore d'évaluation
- 1: It Makes Employees UnhappyDocument1 page1: It Makes Employees UnhappyLiraJoyCafinoPas encore d'évaluation
- Guide To Understanding Survey Results PDFDocument22 pagesGuide To Understanding Survey Results PDFLiraJoyCafinoPas encore d'évaluation
- The InnovatorsDocument3 pagesThe Innovatorsfrankramirez9663381Pas encore d'évaluation
- Product and Its Brief Product DescriptionDocument1 pageProduct and Its Brief Product DescriptionLiraJoyCafinoPas encore d'évaluation
- Christensen Believes That There Are Certain Reasons Behind A Company's Loss of Leadership PositionDocument1 pageChristensen Believes That There Are Certain Reasons Behind A Company's Loss of Leadership PositionLiraJoyCafinoPas encore d'évaluation
- Product and Its Brief Product DescriptionDocument1 pageProduct and Its Brief Product DescriptionLiraJoyCafinoPas encore d'évaluation
- Product and Its Brief Product DescriptionDocument1 pageProduct and Its Brief Product DescriptionLiraJoyCafinoPas encore d'évaluation
- Love Starts With Human ConnectionDocument3 pagesLove Starts With Human ConnectionLiraJoyCafinoPas encore d'évaluation
- Chitty Chitty Bang Bang NotesDocument3 pagesChitty Chitty Bang Bang NotesLiraJoyCafinoPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Content Expectations: Quick Response PDCA Assignment / Breakdown Factor Tree AnalysisDocument10 pagesContent Expectations: Quick Response PDCA Assignment / Breakdown Factor Tree AnalysisGobinath AnbalaganPas encore d'évaluation
- 2012 Q3 - McKinsey Quarterly - Leading in The 21 Century PDFDocument136 pages2012 Q3 - McKinsey Quarterly - Leading in The 21 Century PDFBayside BluePas encore d'évaluation
- Principles of EconomicsDocument16 pagesPrinciples of Economicsswayam13100% (3)
- Automotive Business Review October 2009Document88 pagesAutomotive Business Review October 2009MadhouseEnterprisesPas encore d'évaluation
- 1283 - 1285 East Colorado BLVD, PasadenaDocument9 pages1283 - 1285 East Colorado BLVD, PasadenaJohn AllePas encore d'évaluation
- Ford Reg Epc PDFDocument4 pagesFord Reg Epc PDFHumberto LojanPas encore d'évaluation
- Presentazione ARADocument38 pagesPresentazione ARArobson_limeiraPas encore d'évaluation
- Manual Frenos CorollaDocument47 pagesManual Frenos CorollaSantos Junnior Hipolito SandovalPas encore d'évaluation
- Engineering Showcase 2017: Motion ControlDocument76 pagesEngineering Showcase 2017: Motion ControlCristian SPas encore d'évaluation
- Federal Summer Internship Project Report: "Market Trend Analysis and Sourcing of Car Loan Through Dealer Channel"Document38 pagesFederal Summer Internship Project Report: "Market Trend Analysis and Sourcing of Car Loan Through Dealer Channel"Srikrishna S100% (1)
- 1/27/14 - Palo Alto Residential Parking Permit Program FrameworkDocument106 pages1/27/14 - Palo Alto Residential Parking Permit Program FrameworkCitizen360Pas encore d'évaluation
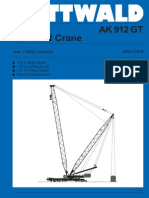
- Pluma Reforzada AK-912Document19 pagesPluma Reforzada AK-912William Espinoza OrellanaPas encore d'évaluation
- Webasto Van Heaters Guide 2013Document21 pagesWebasto Van Heaters Guide 2013David ButlerPas encore d'évaluation
- Scheuerle SPMT 3000 IC Brochure PDFDocument13 pagesScheuerle SPMT 3000 IC Brochure PDFRuben Bartolome GarciaPas encore d'évaluation
- Maintenance ESP Collecting & Emitting Gearbox-18Document3 pagesMaintenance ESP Collecting & Emitting Gearbox-18Subhransu MohapatraPas encore d'évaluation
- TractorDocument41 pagesTractorlovleshrubyPas encore d'évaluation
- Quilt City TrafficDocument5 pagesQuilt City TrafficMirela1607Pas encore d'évaluation
- Builder MotionDocument13 pagesBuilder MotionShailendra Mishra100% (2)
- Noise, Vibration and Harshness: Vehicle Application: Contents PageDocument77 pagesNoise, Vibration and Harshness: Vehicle Application: Contents PagemasciontiPas encore d'évaluation
- Basic Specifications: Type Multiple Synchronized Curve & Loop ReciprocationDocument2 pagesBasic Specifications: Type Multiple Synchronized Curve & Loop ReciprocationDota NgPas encore d'évaluation
- Batidora Hobart v1401 Sky ChefDocument52 pagesBatidora Hobart v1401 Sky ChefKerry MurphyPas encore d'évaluation
- Gilbert Erector Set GuidebookDocument72 pagesGilbert Erector Set Guidebookdomingojs233710Pas encore d'évaluation
- Studyguide Suspension and SteeringDocument44 pagesStudyguide Suspension and Steeringmonikaneha123100% (1)
- November 1, 2013 Strathmore Times PDFDocument28 pagesNovember 1, 2013 Strathmore Times PDFStrathmore TimesPas encore d'évaluation
- List of ParticipantsDocument7 pagesList of Participantssunil100% (1)
- ConectDocument1 pageConectBarrikelo Cash BerryPas encore d'évaluation
- THAILANDDocument5 pagesTHAILANDChandresh BhattPas encore d'évaluation
- Uttarakhand Motor Vehicles Rule 2011 (ENglish)Document172 pagesUttarakhand Motor Vehicles Rule 2011 (ENglish)Sulekha BhattacherjeePas encore d'évaluation
- Social Media Crisis ManagementDocument32 pagesSocial Media Crisis ManagementSanghoon Lee100% (1)
- 02-Crown Intstacker MDocument4 pages02-Crown Intstacker MJacob GrechPas encore d'évaluation