Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Gate Valves For Fire - Protection ServiceDocument28 pagesGate Valves For Fire - Protection ServiceLesther ChavesPas encore d'évaluation
- 1.8 - Ms. K.L.I. Ranasoma - Deputy Director (R & D), RDADocument27 pages1.8 - Ms. K.L.I. Ranasoma - Deputy Director (R & D), RDAmpchanakaPas encore d'évaluation
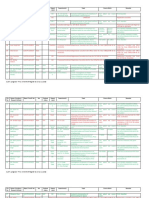
- Ph.D. Enrolment Register As On 22.11.2016Document35 pagesPh.D. Enrolment Register As On 22.11.2016ragvshahPas encore d'évaluation
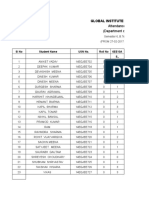
- Global Institute of Technology: Attendance Report (Department of Electrical)Document5 pagesGlobal Institute of Technology: Attendance Report (Department of Electrical)ragvshahPas encore d'évaluation
- MACOR Data SheetDocument4 pagesMACOR Data SheetragvshahPas encore d'évaluation
- Fundamental of Electronics Engineering Lab (EC-211)Document2 pagesFundamental of Electronics Engineering Lab (EC-211)ragvshahPas encore d'évaluation
- Notice: Kind Attention To Class Representatives (UG & PG)Document2 pagesNotice: Kind Attention To Class Representatives (UG & PG)ragvshahPas encore d'évaluation
- Ashoka Rish THDocument23 pagesAshoka Rish THragvshahPas encore d'évaluation
- Antenna ManualDocument30 pagesAntenna ManualragvshahPas encore d'évaluation
- Ec-622 Microwave Engineering Assignment IDocument1 pageEc-622 Microwave Engineering Assignment IragvshahPas encore d'évaluation
- Notice: Kind Attention To Class Representatives (UG & PG)Document2 pagesNotice: Kind Attention To Class Representatives (UG & PG)ragvshahPas encore d'évaluation
- GEC-14 List of StudentsDocument2 pagesGEC-14 List of StudentsragvshahPas encore d'évaluation
- Game Theory 8Document15 pagesGame Theory 8ragvshahPas encore d'évaluation
- Multi Objective 11Document10 pagesMulti Objective 11ragvshahPas encore d'évaluation
- T 12 N (1) D (T 1) C TF (N, D) Step (C) GridDocument3 pagesT 12 N (1) D (T 1) C TF (N, D) Step (C) GridragvshahPas encore d'évaluation
- Global Technical Campus, Jaipur Department of Electronics and Communication Internal Practical Marks DistributionDocument5 pagesGlobal Technical Campus, Jaipur Department of Electronics and Communication Internal Practical Marks DistributionragvshahPas encore d'évaluation
- Global Technical Campus, Jaipur Monthly Attendence (4/1/16 To 5/2/16) Atdnor05Fb16Gct01Ic8Sa 8EI1A 8EI2A 8EI3A 8EI4.1A 8EI5ADocument6 pagesGlobal Technical Campus, Jaipur Monthly Attendence (4/1/16 To 5/2/16) Atdnor05Fb16Gct01Ic8Sa 8EI1A 8EI2A 8EI3A 8EI4.1A 8EI5AragvshahPas encore d'évaluation
- Starting MATLAB: Fig. M1.1 MATLAB Desktop (Version 7.0, Release 14)Document3 pagesStarting MATLAB: Fig. M1.1 MATLAB Desktop (Version 7.0, Release 14)ragvshahPas encore d'évaluation
- Matlab Module 1: 1. Command Window 2. Current Directory 3. Workspace 4. Command HistoryDocument3 pagesMatlab Module 1: 1. Command Window 2. Current Directory 3. Workspace 4. Command HistoryragvshahPas encore d'évaluation
- Notice Regarding Weekly ScheduleDocument1 pageNotice Regarding Weekly ScheduleragvshahPas encore d'évaluation
- Unit-2 Network Theorems: Fig (A)Document2 pagesUnit-2 Network Theorems: Fig (A)ragvshahPas encore d'évaluation
- Technipfmc S SFT Radiant Coil Technology Marco Van Goethem Manager Product Development 6802Document27 pagesTechnipfmc S SFT Radiant Coil Technology Marco Van Goethem Manager Product Development 6802eghbali2255Pas encore d'évaluation
- 04.utilization of Bamboo Ash To Enhance Cement Strength in Well Cementing OperationsDocument7 pages04.utilization of Bamboo Ash To Enhance Cement Strength in Well Cementing OperationsHerry SuhartomoPas encore d'évaluation
- Kondo ScatteringDocument8 pagesKondo ScatteringPRIYA MANDALPas encore d'évaluation
- Uninsulated Metallic Electrical Conductors: Standard Terminology Relating ToDocument5 pagesUninsulated Metallic Electrical Conductors: Standard Terminology Relating ToMohamad ZandiPas encore d'évaluation
- Soil Data PDFDocument118 pagesSoil Data PDFKiran MahajanPas encore d'évaluation
- Introduction Kirsch y LameDocument2 pagesIntroduction Kirsch y LameAlvaro FabianPas encore d'évaluation
- Metal Based PackagingDocument21 pagesMetal Based PackagingSheraz KarimPas encore d'évaluation
- Git 1Document18 pagesGit 1Jeevanandan KanagavelPas encore d'évaluation
- What Are The Types of Ties Used in Building ConstructionDocument4 pagesWhat Are The Types of Ties Used in Building ConstructioncarmeloPas encore d'évaluation
- Sateba M312 Sleeper Data SheetDocument2 pagesSateba M312 Sleeper Data SheetToni Garrote FerreroPas encore d'évaluation
- VULTREX GEAR SHIELD - TdsDocument2 pagesVULTREX GEAR SHIELD - TdsJeremias UtreraPas encore d'évaluation
- I.K.G. P.T.U Campus Mohali-Ii: Report On Pre-FaricationDocument12 pagesI.K.G. P.T.U Campus Mohali-Ii: Report On Pre-FaricationJaskiratPas encore d'évaluation
- Plumbing Questions. ProprofsDocument33 pagesPlumbing Questions. ProprofsChristine Joyce RosetePas encore d'évaluation
- Elegance Range Tech Catalogue PDFDocument37 pagesElegance Range Tech Catalogue PDFSreehari SM TeslaPas encore d'évaluation
- Effect of Microstructure On Mechanical Properties of High Strength Steel Weld MetalsDocument72 pagesEffect of Microstructure On Mechanical Properties of High Strength Steel Weld MetalsGökhan Altin100% (1)
- Unispan BrochureDocument12 pagesUnispan Brochurebiik0076153Pas encore d'évaluation
- MicROLOGIC SETTINGDocument6 pagesMicROLOGIC SETTINGiqkhanukPas encore d'évaluation
- 1 s2.0 S0014305717302434 MainDocument8 pages1 s2.0 S0014305717302434 MainLautaro Teper MarinelliPas encore d'évaluation
- Gate Valve Cast A494 CW12MW Body UNS N10276 TrimDocument1 pageGate Valve Cast A494 CW12MW Body UNS N10276 TrimGiovanni PetrizzoPas encore d'évaluation
- Tehnicke Podloge ARI-FABADocument14 pagesTehnicke Podloge ARI-FABAjack-bcPas encore d'évaluation
- Civil Engineering Drawing PDFDocument54 pagesCivil Engineering Drawing PDFgeos100189% (9)
- Royal CordDocument1 pageRoyal CordWilfredoJrReyPas encore d'évaluation
- Zinc and RefractoriesDocument5 pagesZinc and RefractoriesJimmy MarPas encore d'évaluation
- Saudi Aramco FRM - Inspectable - Items - XLSX 3 6 2019Document1 252 pagesSaudi Aramco FRM - Inspectable - Items - XLSX 3 6 2019584222584Pas encore d'évaluation
- Poldi Impact Hardness Tester PoldihammerDocument2 pagesPoldi Impact Hardness Tester PoldihammerPedro SilvaPas encore d'évaluation
- Building Technology Flashcards - QuizletDocument9 pagesBuilding Technology Flashcards - QuizletXYRHEN ZEEJAY GONZALESPas encore d'évaluation
- Thermal 1Document8 pagesThermal 1mariosisaPas encore d'évaluation
- A New Method To Design End Plate Moment ConnectionsDocument31 pagesA New Method To Design End Plate Moment Connectionsjihu1170Pas encore d'évaluation