Vous aimerez peut-être aussi
- City of Santa Rosa Environment CodeDocument54 pagesCity of Santa Rosa Environment CodeFarica Arradaza Zgambo100% (5)
- Circulating Fluidized Bed Boilers: Design and OperationsD'EverandCirculating Fluidized Bed Boilers: Design and OperationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Robotics & Automation in Construction IndustryDocument43 pagesRobotics & Automation in Construction IndustryAbuzar Khan100% (8)
- Ball and Race MillDocument76 pagesBall and Race Millsandeep19861986100% (2)
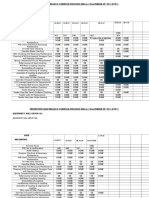
- Usd Price Rates For Zim ConstructionDocument36 pagesUsd Price Rates For Zim ConstructionPrincePas encore d'évaluation
- Vitalis Perry Practice Questions For The Celpip Test SpeakinDocument133 pagesVitalis Perry Practice Questions For The Celpip Test SpeakinOlga AmyPas encore d'évaluation
- GR-700EXL-1 S2-2E Repair Manual PDFDocument416 pagesGR-700EXL-1 S2-2E Repair Manual PDFAhmed Trabelsi100% (1)
- Xviii. Soot Blowers and Furnace Temperature ProbeDocument18 pagesXviii. Soot Blowers and Furnace Temperature Probeupt vadodaraPas encore d'évaluation
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshD'EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshPas encore d'évaluation
- Engineering Bulletin No 1: Boiler and Furnace TestingD'EverandEngineering Bulletin No 1: Boiler and Furnace TestingÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- 02.case Study On Boiler Tube Failure at JPLDocument8 pages02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84Pas encore d'évaluation
- BMDocument12 pagesBMAbhishek KumarPas encore d'évaluation
- Online Monitoring of Bottom Ash Hopper TemperatureDocument6 pagesOnline Monitoring of Bottom Ash Hopper Temperaturerama jenaPas encore d'évaluation
- Bowel Mill Inspection Guide LineDocument10 pagesBowel Mill Inspection Guide Linesen_subhasis_58Pas encore d'évaluation
- Boiler Protection AND InterlocksDocument54 pagesBoiler Protection AND InterlocksSarah Frazier100% (1)
- Circulating Fluidized Bed Boiler Gyanendra Sharma NPTI DelhiDocument48 pagesCirculating Fluidized Bed Boiler Gyanendra Sharma NPTI DelhiNPTIPas encore d'évaluation
- 6.utilisation of Submerged Scraper Conveyors For The Removal of Boiler Bottom AshDocument16 pages6.utilisation of Submerged Scraper Conveyors For The Removal of Boiler Bottom AshmsdoharPas encore d'évaluation
- Coal & Oil Testing 5Document37 pagesCoal & Oil Testing 5Abdul BokhariPas encore d'évaluation
- Suspension (PC) Combustion: Chungen YinDocument47 pagesSuspension (PC) Combustion: Chungen YinAakash RanjanPas encore d'évaluation
- Tanjung Jati B Training PA-FD-ID FansDocument53 pagesTanjung Jati B Training PA-FD-ID FansFauzan Kurnia100% (1)
- Chemistry in Power Plant-PDocument25 pagesChemistry in Power Plant-PNitin SinghPas encore d'évaluation
- Boiler Afbc PDFDocument101 pagesBoiler Afbc PDFdika wahyuPas encore d'évaluation
- Draught System Gyanendra Sharma NPTI DelhiDocument24 pagesDraught System Gyanendra Sharma NPTI DelhiNPTIPas encore d'évaluation
- WHRB Interlocks: S. No Boiler Equipment Logic For InterlocksDocument2 pagesWHRB Interlocks: S. No Boiler Equipment Logic For InterlocksAmeer MeerPas encore d'évaluation
- Preventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."Document7 pagesPreventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."mrinal mandalPas encore d'évaluation
- Mill - Fire ProtectionDocument3 pagesMill - Fire ProtectionANAND PANDEYPas encore d'évaluation
- 02 FSSS Logic SystemDocument51 pages02 FSSS Logic SystemSam100% (3)
- Comunctn PPT SatwikDocument7 pagesComunctn PPT SatwikRohith KumarPas encore d'évaluation
- Bowl Mill-Feb 2009Document12 pagesBowl Mill-Feb 2009Krishnan SanthanarajPas encore d'évaluation
- CH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualDocument6 pagesCH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualSamPas encore d'évaluation
- Firing of DolaCharDocument14 pagesFiring of DolaCharS V NAGESHPas encore d'évaluation
- U4OHREPORT2008Document88 pagesU4OHREPORT2008Anonymous pKsr5vPas encore d'évaluation
- Ogn Ops Chem 002 Stator Primary Water SystemDocument18 pagesOgn Ops Chem 002 Stator Primary Water SystemraniPas encore d'évaluation
- Ash Handling SystemDocument24 pagesAsh Handling SystemAyan MajiPas encore d'évaluation
- DR NTTPSDocument41 pagesDR NTTPSnagasuresh100% (1)
- Coal Combustion Optimisation Gyanendra Sharma NPTI DelhiDocument48 pagesCoal Combustion Optimisation Gyanendra Sharma NPTI DelhiNPTIPas encore d'évaluation
- Coal Milling System Gyanendra Sharma NPTI DelhiDocument79 pagesCoal Milling System Gyanendra Sharma NPTI DelhiNPTIPas encore d'évaluation
- Understanding Air Preheater Performance: Storm Technologies, IncDocument4 pagesUnderstanding Air Preheater Performance: Storm Technologies, IncMahesh MishraPas encore d'évaluation
- Coal FeedDocument8 pagesCoal FeedaakashtrivediPas encore d'évaluation
- Mill Reject SystemDocument22 pagesMill Reject SystemgangatharanPas encore d'évaluation
- Clinker FormationDocument4 pagesClinker Formationanon_301652875Pas encore d'évaluation
- 07 - Combustion - Optimisation PDFDocument90 pages07 - Combustion - Optimisation PDFLakshmi NarayanPas encore d'évaluation
- 210 MW Ash Evacuation System: R. K. Shelke (Assistant Engineer)Document44 pages210 MW Ash Evacuation System: R. K. Shelke (Assistant Engineer)AhemadPas encore d'évaluation
- Ball and Race Mill PDFDocument76 pagesBall and Race Mill PDFNemoPas encore d'évaluation
- Basics of Thermal Power PlantDocument119 pagesBasics of Thermal Power Plantsiva7448163Pas encore d'évaluation
- Coal Mill Gyanendra Sharma NPTI DelhiDocument41 pagesCoal Mill Gyanendra Sharma NPTI DelhiNPTIPas encore d'évaluation
- Coal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityDocument9 pagesCoal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityTinyiko S. MalulekePas encore d'évaluation
- Bottom Ash Hopper CollectionsDocument11 pagesBottom Ash Hopper Collectionsatgsganesh0% (1)
- Faf OmDocument41 pagesFaf OmKRSRAMANPas encore d'évaluation
- Research in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerDocument9 pagesResearch in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerraitoPas encore d'évaluation
- Bowl Mill Study 1Document10 pagesBowl Mill Study 1DSG100% (1)
- Cold-Start Up of Coal Fired PowerplantsDocument6 pagesCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirPas encore d'évaluation
- Ade MillsDocument47 pagesAde Millsanon_787758227100% (1)
- Poor Oil Gun Performance in BoilersDocument3 pagesPoor Oil Gun Performance in BoilersRAPRATSINPas encore d'évaluation
- Air Heater Maintenace/Trouble Shooting and RemediesDocument13 pagesAir Heater Maintenace/Trouble Shooting and Remediesjp mishraPas encore d'évaluation
- Boiler & Its Auxiliaries Gyanendra Sharma Npti DelhiDocument36 pagesBoiler & Its Auxiliaries Gyanendra Sharma Npti DelhiNPTIPas encore d'évaluation
- Boiler EfficiencyDocument24 pagesBoiler EfficiencyAmit ChauhanPas encore d'évaluation
- Emissions Control Thermal Power PDFDocument20 pagesEmissions Control Thermal Power PDFTanzir MusaPas encore d'évaluation
- Flue Gas SystemDocument56 pagesFlue Gas SystemAmit PrajapatiPas encore d'évaluation
- Boiler Maintenance Gyanendra Sharma NPTI DelhiDocument38 pagesBoiler Maintenance Gyanendra Sharma NPTI DelhiNPTI100% (1)
- Gen Seal Oil SystemgDocument5 pagesGen Seal Oil SystemgAlok Ranjan TripathiPas encore d'évaluation
- Tubular Air HeaterDocument50 pagesTubular Air HeaterBalaji NatarajanPas encore d'évaluation
- C&I in CFBC-1Document25 pagesC&I in CFBC-1Prudhvi RajPas encore d'évaluation
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasD'EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasPas encore d'évaluation
- Karmas Converted by AbcdpdfDocument2 pagesKarmas Converted by AbcdpdfSara LopezPas encore d'évaluation
- Kerala It Parks: Standardization of Land Lease Norms Both For Sez & Non Sez Area Sl. No Details Proposed For All Govt. IT ParksDocument1 pageKerala It Parks: Standardization of Land Lease Norms Both For Sez & Non Sez Area Sl. No Details Proposed For All Govt. IT ParksSara LopezPas encore d'évaluation
- TEQIP College SouthDocument10 pagesTEQIP College SouthSara LopezPas encore d'évaluation
- Airport Connectivity: (Progress Update On Aai & Harris Airport Sites)Document4 pagesAirport Connectivity: (Progress Update On Aai & Harris Airport Sites)Sara LopezPas encore d'évaluation
- HDFC Life Group Credit Protect Plus Insurance Plan20161128 093336 PDFDocument8 pagesHDFC Life Group Credit Protect Plus Insurance Plan20161128 093336 PDFSara LopezPas encore d'évaluation
- No. of Links Submitted Circle To NHQ in Last 4 Weeks No. of Links Completed by NHQ-NPE in Last 4 WeeksDocument2 pagesNo. of Links Submitted Circle To NHQ in Last 4 Weeks No. of Links Completed by NHQ-NPE in Last 4 WeeksSara LopezPas encore d'évaluation
- College Wifi BTG: S.No. Unique ID College Name Jio StateDocument11 pagesCollege Wifi BTG: S.No. Unique ID College Name Jio StateSara LopezPas encore d'évaluation
- To Know Whether The Party Will Come or Not, and If The Arrival Is Promised Whether It Is Sooner or LaterDocument1 pageTo Know Whether The Party Will Come or Not, and If The Arrival Is Promised Whether It Is Sooner or LaterSara LopezPas encore d'évaluation
- No. of Links Submitted Circle To NHQ in Last 3 Weeks No. of Links Completed by NHQ-NPE in Last 3 WeeksDocument11 pagesNo. of Links Submitted Circle To NHQ in Last 3 Weeks No. of Links Completed by NHQ-NPE in Last 3 WeeksSara LopezPas encore d'évaluation
- Ruling Planets and Application in KP AstrologyDocument7 pagesRuling Planets and Application in KP AstrologySara LopezPas encore d'évaluation
- Ruling Planets and Application in KP AstrologyDocument4 pagesRuling Planets and Application in KP AstrologyRakeshVadekar100% (5)
- Policies and Issues On Internet and Implications To Teaching and LearningDocument2 pagesPolicies and Issues On Internet and Implications To Teaching and LearningCENABRE, CHERLE N.BEEDPas encore d'évaluation
- Autotrol Performa Valve With 400 Series Control Installation InstructionsDocument24 pagesAutotrol Performa Valve With 400 Series Control Installation InstructionsWattsPas encore d'évaluation
- Health 9: Lesson 2: Perennial Community Health ProblemsDocument6 pagesHealth 9: Lesson 2: Perennial Community Health ProblemsjohanPas encore d'évaluation
- Biomass Energy Data BookDocument188 pagesBiomass Energy Data BookCarlos JuniorPas encore d'évaluation
- Product Environmental Profile: FBM214/216 Termination Assembly Termination AssembliesDocument5 pagesProduct Environmental Profile: FBM214/216 Termination Assembly Termination AssemblieswisnuPas encore d'évaluation
- The 2017 Aeo - List of Things To Be BroghtDocument7 pagesThe 2017 Aeo - List of Things To Be BroghtMike AndersonPas encore d'évaluation
- The Practical Guide To Waste Management LawDocument297 pagesThe Practical Guide To Waste Management LawFlavio Isay ValladolidPas encore d'évaluation
- Potential Problems in Copper Dump LeachingDocument10 pagesPotential Problems in Copper Dump LeachingLuis Lemus MondacaPas encore d'évaluation
- Polyven Recycling Plastics Overview 2011Document16 pagesPolyven Recycling Plastics Overview 2011John DenzerPas encore d'évaluation
- DownloadsDocument94 pagesDownloadsVikas NagarePas encore d'évaluation
- DENR DRR-CCA EIA Technical GuidelinesDocument385 pagesDENR DRR-CCA EIA Technical GuidelinesMickey EvaPas encore d'évaluation
- Landfill Design and Operation: August 2016Document29 pagesLandfill Design and Operation: August 2016audilioPas encore d'évaluation
- Urban Planning in Developed CountriesDocument58 pagesUrban Planning in Developed CountriesLorena CastañedaPas encore d'évaluation
- MSDS BeeswaxDocument6 pagesMSDS BeeswaxBhavin ShahPas encore d'évaluation
- Indian Exhibitors ListDocument104 pagesIndian Exhibitors Listadnan editsproPas encore d'évaluation
- Pediatric Hospital PresentationDocument61 pagesPediatric Hospital PresentationLindsay Khryss Cendy MadahanPas encore d'évaluation
- Environmental Internal Audit: APRIL 2018Document7 pagesEnvironmental Internal Audit: APRIL 2018Sumayyia QamarPas encore d'évaluation
- Microbial Degradation of Plastic Waste: A ReviewDocument12 pagesMicrobial Degradation of Plastic Waste: A ReviewCarlos Cruz SantosPas encore d'évaluation
- How To Start A Plastics Recycling BusinessDocument22 pagesHow To Start A Plastics Recycling BusinessThemba MakondoPas encore d'évaluation
- Quantity Estimate Sludge Drying BedDocument30 pagesQuantity Estimate Sludge Drying Bedujjwal100% (1)
- 4.+Heera+Lal+Atal 26 34Document9 pages4.+Heera+Lal+Atal 26 34Natalia RuizPas encore d'évaluation
- Recovery of Glycerine From Spent Palm Kernel Soap and Palm Oil Soap LyeDocument8 pagesRecovery of Glycerine From Spent Palm Kernel Soap and Palm Oil Soap LyeNadya Larasati KrdPas encore d'évaluation
- Zaruma Independent Preliminary AssessmentDocument213 pagesZaruma Independent Preliminary Assessmentagvega69109Pas encore d'évaluation
- TP - Tool Hire Guide 2017Document81 pagesTP - Tool Hire Guide 2017Peter DavidsonPas encore d'évaluation
- Qasir Spinning ReportDocument60 pagesQasir Spinning ReportRana AtiquePas encore d'évaluation