Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
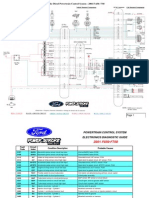
- F650 F750 PowerstrokeDocument3 pagesF650 F750 Powerstrokemiguelcastillo100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Cold-Weather Concreting TechniquesDocument110 pagesCold-Weather Concreting TechniquesNarcisa RudnicPas encore d'évaluation
- Past Simple Vs Past Continuous GameDocument3 pagesPast Simple Vs Past Continuous GameLizanaSantistebanAlfonso100% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Separation of Oil, GasDocument81 pagesSeparation of Oil, Gasnilay05100% (4)
- 6 MandrelsDocument17 pages6 MandrelsEduardoWirePas encore d'évaluation
- Pipe Conveyor Conveyors Pm-Check ListDocument5 pagesPipe Conveyor Conveyors Pm-Check Listgullipalli srinivasa raoPas encore d'évaluation
- Economics IA MicroEconomicsDocument4 pagesEconomics IA MicroEconomicsMələk Ibrahimli67% (3)
- NDT Inspector Mohd Hafiz Jamari ResumeDocument5 pagesNDT Inspector Mohd Hafiz Jamari ResumeJeganeswaranPas encore d'évaluation
- Perkins User Manual 1000 Series ElectropakDocument56 pagesPerkins User Manual 1000 Series Electropakffff100% (3)
- FFC Sample PaperDocument44 pagesFFC Sample Paperarslan50% (2)
- Fire Pump BrochureDocument16 pagesFire Pump BrochureAnonymous qrSsYuxyoYPas encore d'évaluation
- Gas Turbine Power Cycles ExplainedDocument57 pagesGas Turbine Power Cycles ExplainedAdib Nawawi100% (1)
- Sample Paper LISTENING KETDocument15 pagesSample Paper LISTENING KETZULHILMI MAT ZAIN50% (6)
- Comap BifuelDocument16 pagesComap BifuelingcalderonPas encore d'évaluation
- Present Simple Vs Present ContinuousDocument5 pagesPresent Simple Vs Present ContinuousEva94% (67)
- Future Forms ExercisesDocument1 pageFuture Forms ExercisesFernanda CallePas encore d'évaluation
- Future Forms ExercisesDocument1 pageFuture Forms ExercisesFernanda CallePas encore d'évaluation
- Super La QuizDocument3 pagesSuper La QuizIng. Luis Alberto García CórdovaPas encore d'évaluation
- Will ActivityDocument1 pageWill ActivityIng. Luis Alberto García CórdovaPas encore d'évaluation
- Unit 1-Level Iii: 7. Who? 9. Would Like To/want To / Like-Love-Enjoy-Hate-Can't Stand + - Ing FormDocument1 pageUnit 1-Level Iii: 7. Who? 9. Would Like To/want To / Like-Love-Enjoy-Hate-Can't Stand + - Ing FormIng. Luis Alberto García CórdovaPas encore d'évaluation
- Past Simple Worksheet PDFDocument2 pagesPast Simple Worksheet PDFSusan ThompsonPas encore d'évaluation
- Tenses SPast-PastCont PDFDocument2 pagesTenses SPast-PastCont PDFIng. Luis Alberto García CórdovaPas encore d'évaluation
- Too / Too Much / Too Many / Enough Exercise. Fill in The Gaps With Too, Too Much, Too Many or EnoughDocument2 pagesToo / Too Much / Too Many / Enough Exercise. Fill in The Gaps With Too, Too Much, Too Many or EnoughIng. Luis Alberto García CórdovaPas encore d'évaluation
- Past Simple Find Someone Who PDFDocument2 pagesPast Simple Find Someone Who PDFIng. Luis Alberto García CórdovaPas encore d'évaluation
- True or False?: Comparatives Team ADocument1 pageTrue or False?: Comparatives Team AIng. Luis Alberto García CórdovaPas encore d'évaluation
- Movies Adverbs of FrequencyDocument1 pageMovies Adverbs of Frequencybbe431Pas encore d'évaluation
- Index: English Grammar Practice - Beginner: Exercise - Present Simple TenseDocument1 pageIndex: English Grammar Practice - Beginner: Exercise - Present Simple TenseIng. Luis Alberto García CórdovaPas encore d'évaluation
- Vowel Sounds Phonetic Exercise Quiz PDFDocument1 pageVowel Sounds Phonetic Exercise Quiz PDFIng. Luis Alberto García CórdovaPas encore d'évaluation
- Past Simple Last Holiday PDFDocument2 pagesPast Simple Last Holiday PDFIng. Luis Alberto García CórdovaPas encore d'évaluation
- Used ToDocument2 pagesUsed ToIng. Luis Alberto García Córdova0% (1)
- Past Continuous: I Was DoingDocument8 pagesPast Continuous: I Was DoingIng. Luis Alberto García CórdovaPas encore d'évaluation
- Kenan Yaptı Puzzle: What Are They Doing?: Find The ActionsDocument1 pageKenan Yaptı Puzzle: What Are They Doing?: Find The ActionsIng. Luis Alberto García CórdovaPas encore d'évaluation
- Infinitive Past Past Participle MeaningDocument4 pagesInfinitive Past Past Participle MeaningIng. Luis Alberto García CórdovaPas encore d'évaluation
- Type The Correct Verb in Past1Document1 pageType The Correct Verb in Past1Ing. Luis Alberto García CórdovaPas encore d'évaluation
- IES Libertas. Torrevieja. Departamento de InglésDocument1 pageIES Libertas. Torrevieja. Departamento de Inglésarbesu50% (2)
- Adjectives and SyllablesDocument1 pageAdjectives and SyllablesIng. Luis Alberto García CórdovaPas encore d'évaluation
- Verbs DifficultDocument0 pageVerbs DifficultAnana AriefPas encore d'évaluation
- Complete The Gaps With The Verb To Be: Diagnostic ExamDocument5 pagesComplete The Gaps With The Verb To Be: Diagnostic ExamIng. Luis Alberto García CórdovaPas encore d'évaluation
- Simple Past CrossDocument1 pageSimple Past CrossChristine Boyadjian50% (2)
- Spe 85304 FL C 2000 and MicrofractureDocument8 pagesSpe 85304 FL C 2000 and MicrofractureIng. Luis Alberto García CórdovaPas encore d'évaluation
- A009 T43GMSR WellConstrainedSeismicDocument5 pagesA009 T43GMSR WellConstrainedSeismicIng. Luis Alberto García CórdovaPas encore d'évaluation
- Linde - Page 2+3 PDFDocument13 pagesLinde - Page 2+3 PDFnadjib62Pas encore d'évaluation
- Chapter 23 - Alcohols and Carboxylic AcidsDocument6 pagesChapter 23 - Alcohols and Carboxylic AcidsJERVINLIMPas encore d'évaluation
- PV-271 Low Res A4Document4 pagesPV-271 Low Res A4Ronny Jhoel Ccopa QPas encore d'évaluation
- Research and Development Needs for Advanced CO2 Compression TechnologiesDocument34 pagesResearch and Development Needs for Advanced CO2 Compression Technologiesthlim19078656100% (1)
- Takara Alivio Operation ManualDocument24 pagesTakara Alivio Operation ManualNazihCosmetics0% (1)
- BROCHURE Eni Lubricants For Food IndustryDocument2 pagesBROCHURE Eni Lubricants For Food IndustryIbrahim MaulanaPas encore d'évaluation
- Deasphalting and Dewaxing ProcessesDocument31 pagesDeasphalting and Dewaxing ProcessesNaumanPas encore d'évaluation
- Material Safety Data Sheet: Product Name: TGMO SN 0W-20Document9 pagesMaterial Safety Data Sheet: Product Name: TGMO SN 0W-20Ezra GunadiPas encore d'évaluation
- Renault Group Emission QuestionsDocument9 pagesRenault Group Emission QuestionscipraduPas encore d'évaluation
- Compressor Installation InstructionsDocument2 pagesCompressor Installation Instructionsrobbin3024803Pas encore d'évaluation
- FC234 High Temperature Fuel and Oil HoseDocument1 pageFC234 High Temperature Fuel and Oil HoseHotnCrispy CrispyPas encore d'évaluation
- Tabcalcs.com general equations sheetDocument2 pagesTabcalcs.com general equations sheetRamadan RashadPas encore d'évaluation
- Lochinvar Combi 110-199 Install and Service ManualDocument92 pagesLochinvar Combi 110-199 Install and Service ManualHot Water NowPas encore d'évaluation
- Torque Values For Volkswagen B5 Passat 1.8L 1996-2001Document3 pagesTorque Values For Volkswagen B5 Passat 1.8L 1996-2001sakurarikimaruPas encore d'évaluation
- K60002 - K60092 Manual REV CDocument22 pagesK60002 - K60092 Manual REV CJohan Mongua100% (1)
- Kidd - Glencore - PPT - Welding Present. Rev4Document21 pagesKidd - Glencore - PPT - Welding Present. Rev4caterineflorezPas encore d'évaluation
- New Plant Turns Plastic to $10 FuelDocument1 pageNew Plant Turns Plastic to $10 FuelKrystel MilanoPas encore d'évaluation