Vous aimerez peut-être aussi
- 4-API RP-571 - Chapter 4-5 Environmental DamagesDocument74 pages4-API RP-571 - Chapter 4-5 Environmental DamagesLily & Ameer لى لى و أمير100% (2)
- 6API RP-571 - Chapter 5.2 Refinery Damage MechanismsDocument62 pages6API RP-571 - Chapter 5.2 Refinery Damage MechanismsLily & Ameer لى لى و أمير100% (1)
- Stress Corrosion CrackingDocument10 pagesStress Corrosion Crackingmohamed.eldesouky9120Pas encore d'évaluation
- Carbonate Stress Corrosion Cracking (ACSCC)Document11 pagesCarbonate Stress Corrosion Cracking (ACSCC)Ajmi HmidaPas encore d'évaluation
- Reducing The Risk of High Temperature Hydrogen AttackDocument5 pagesReducing The Risk of High Temperature Hydrogen AttackElaine TakeshitaPas encore d'évaluation
- Role of Microstructure and Inclusions on HIC PerformanceDocument14 pagesRole of Microstructure and Inclusions on HIC PerformanceMubeenPas encore d'évaluation
- Practice Exam #3 Flashcards - QuizletDocument24 pagesPractice Exam #3 Flashcards - Quizletks_irdePas encore d'évaluation
- API-571 CL SCCDocument7 pagesAPI-571 CL SCCimtiazkiani100% (1)
- Reducing The Risk of High Temperature Hydrogen Attack (HTHA) FailuresDocument5 pagesReducing The Risk of High Temperature Hydrogen Attack (HTHA) FailuresAgustin Fabian HaddadPas encore d'évaluation
- Materials Corrosion Guide for Process Engineering DesignDocument21 pagesMaterials Corrosion Guide for Process Engineering Designlutfi awnPas encore d'évaluation
- 1_Piping CBT API 571 AnsDocument5 pages1_Piping CBT API 571 AnsAMALENDU PAULPas encore d'évaluation
- Weld Repair For Pressure Vessels Made From Cr-Mo SteelsDocument8 pagesWeld Repair For Pressure Vessels Made From Cr-Mo SteelsVedad ColakPas encore d'évaluation
- Pages From API 571 2020Document1 pagePages From API 571 2020Mohammad FouladiPas encore d'évaluation
- 021 - Naptha Hydrotreating Unit (NHT)Document6 pages021 - Naptha Hydrotreating Unit (NHT)Raghavan VenkatramanPas encore d'évaluation
- Welding of Ferritic CreepDocument3 pagesWelding of Ferritic CreepMuhammed SulfeekPas encore d'évaluation
- Detection of Hydrogen AttackDocument4 pagesDetection of Hydrogen AttackAziz MohamedPas encore d'évaluation
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshPas encore d'évaluation
- Description of Damage: 5.1.1.1 Amine Corrosion 5.1.1.1.1Document5 pagesDescription of Damage: 5.1.1.1 Amine Corrosion 5.1.1.1.1Ajmi HmidaPas encore d'évaluation
- Caustic SCC Paper 080, (ACA, Corrosion Control 007, 2007 Sydney, Australia)Document8 pagesCaustic SCC Paper 080, (ACA, Corrosion Control 007, 2007 Sydney, Australia)APIPas encore d'évaluation
- Integrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFDocument8 pagesIntegrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFSatya RaoPas encore d'évaluation
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshPas encore d'évaluation
- Materials Degradation High-Temperature Power Plants RefineriesDocument10 pagesMaterials Degradation High-Temperature Power Plants RefineriesrenataPas encore d'évaluation
- 4.2.1 Graphitization 4.2.1.1 Description of DamageDocument3 pages4.2.1 Graphitization 4.2.1.1 Description of DamageAjmi HmidaPas encore d'évaluation
- Failure Analysis of Pipes in Hydrodesulfuration SystemDocument16 pagesFailure Analysis of Pipes in Hydrodesulfuration SystemLelyPas encore d'évaluation
- 2-API RP-571 - Chapter 4-3 Uniform CorrosionDocument95 pages2-API RP-571 - Chapter 4-3 Uniform CorrosionLily & Ameer لى لى و أمير100% (1)
- Civil Engineering Structures According to the Eurocodes: Inspection and MaintenanceD'EverandCivil Engineering Structures According to the Eurocodes: Inspection and MaintenancePas encore d'évaluation
- BSR Inspection Case Study - CycloneDocument12 pagesBSR Inspection Case Study - Cyclonelinhcdt3100% (1)
- Polythionic Acid Stress Corrosion CrackingDocument4 pagesPolythionic Acid Stress Corrosion CrackingpmkarPas encore d'évaluation
- Stress Corrosion Cracking Issues in Syngas PlantsDocument12 pagesStress Corrosion Cracking Issues in Syngas PlantsciaoPas encore d'évaluation
- General Highlights About The New EditionDocument7 pagesGeneral Highlights About The New EditionNaushadPas encore d'évaluation
- UNSATURATEDocument10 pagesUNSATURATEHani KirmaniPas encore d'évaluation
- Api 571 2Document7 pagesApi 571 2Mahmoud Abdelaal100% (1)
- How To Identify Water Side Corrosion Problems in HRSG'S - CCJDocument7 pagesHow To Identify Water Side Corrosion Problems in HRSG'S - CCJShameer MajeedPas encore d'évaluation
- HTHA Autoclave TestingDocument13 pagesHTHA Autoclave TestingTim MunstermanPas encore d'évaluation
- Hydrogen Attack: Piping FundamentalsDocument1 pageHydrogen Attack: Piping FundamentalsWArya RaWigunanPas encore d'évaluation
- An Overview On Types of White Cast Irons and HighDocument13 pagesAn Overview On Types of White Cast Irons and HighThanhluan NguyenPas encore d'évaluation
- API RP 571 Damage Mechanisms SummaryDocument14 pagesAPI RP 571 Damage Mechanisms SummaryGilang Adi GustianaPas encore d'évaluation
- Wi Cswip 3.1 Part 21Document8 pagesWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahPas encore d'évaluation
- Welding Hydrogen-Charged Steel GuideDocument9 pagesWelding Hydrogen-Charged Steel Guideramadoss_alwar7307Pas encore d'évaluation
- 6 On The Effect of Microstructure in Corrosion of Carbon Steel WeldsDocument7 pages6 On The Effect of Microstructure in Corrosion of Carbon Steel Weldsefren.ramirez.arias9488Pas encore d'évaluation
- 1 s2.0 S0013794418301024 MainDocument10 pages1 s2.0 S0013794418301024 MainMisael Souto De Oliveira - SLPas encore d'évaluation
- API RP 571 Guide to Damage Mechanisms Affecting Refining EquipmentDocument11 pagesAPI RP 571 Guide to Damage Mechanisms Affecting Refining EquipmentLily & Ameer لى لى و أميرPas encore d'évaluation
- Wet H2S Service - Total's RequirementsDocument7 pagesWet H2S Service - Total's Requirementsm5416100% (2)
- Cswip Qa 3 2Document8 pagesCswip Qa 3 2Koya ThangalPas encore d'évaluation
- Selecting Process Piping Materials (2007)Document7 pagesSelecting Process Piping Materials (2007)spamfilter02Pas encore d'évaluation
- Corrosion Failure 2Document10 pagesCorrosion Failure 2Sebastián MoraPas encore d'évaluation
- Minimum Pressurization TemperatureDocument4 pagesMinimum Pressurization TemperatureRonald MesinaPas encore d'évaluation
- 04 - Daños de Control de CorrosiónDocument3 pages04 - Daños de Control de CorrosiónMitsúMilagrosToroSayasPas encore d'évaluation
- API571 Part4Document129 pagesAPI571 Part4Charlie Chong100% (6)
- Q 1 - Principle, Procedure, Advantage, Limitation and Application of Magnetic Particle Test?Document10 pagesQ 1 - Principle, Procedure, Advantage, Limitation and Application of Magnetic Particle Test?Alpesh PanchalPas encore d'évaluation
- Metallography Reveals Weld MicrostructureDocument5 pagesMetallography Reveals Weld MicrostructureJoseph Alexander BorgPas encore d'évaluation
- Brittle Fracture in Steel StructuresD'EverandBrittle Fracture in Steel StructuresG.M. BoydPas encore d'évaluation
- SLB. Corrosion MonitoringDocument67 pagesSLB. Corrosion MonitoringMauricio Sanchez BPas encore d'évaluation
- Chloride ErosionDocument31 pagesChloride ErosionCepi Sindang Kamulan100% (1)
- Damage Mechanisms Forms of Corrosion V1Document49 pagesDamage Mechanisms Forms of Corrosion V1Anupam ChowdhuryPas encore d'évaluation
- Failure Analysis of Heat Resistant Alloy in Process GasDocument16 pagesFailure Analysis of Heat Resistant Alloy in Process GasBubai111Pas encore d'évaluation
- 3 s2.0 B9780323915496000058 MainDocument23 pages3 s2.0 B9780323915496000058 MainfatenPas encore d'évaluation
- Failure - Mechanisms - of - C-Steels - API - 571 - .Xls - Filename UTF-8''Failure Mechanisms of C-Steels (API 571)Document100 pagesFailure - Mechanisms - of - C-Steels - API - 571 - .Xls - Filename UTF-8''Failure Mechanisms of C-Steels (API 571)أحمد صبحى100% (3)
- Corrosion: Corrosion ControlD'EverandCorrosion: Corrosion ControlL L ShreirÉvaluation : 5 sur 5 étoiles5/5 (1)
- A Manual For Bamboo Charcoal Production and UtilizationDocument25 pagesA Manual For Bamboo Charcoal Production and UtilizationDoobie Ex100% (2)
- IGNOU FST-01 Solved AssignmentsDocument11 pagesIGNOU FST-01 Solved AssignmentsSUSMITA MONDALPas encore d'évaluation
- AryneDocument3 pagesArynebiozloPas encore d'évaluation
- NanoTechnology in Construction Carbon Nano TubeDocument53 pagesNanoTechnology in Construction Carbon Nano TubekumarPas encore d'évaluation
- Jee P-Block ElementsDocument36 pagesJee P-Block ElementsParth219767% (3)
- Application of Composites MaterialDocument28 pagesApplication of Composites MaterialJeff Noah MendozaPas encore d'évaluation
- Multiple ChoiceDocument3 pagesMultiple Choiceprince adilan planasPas encore d'évaluation
- Advances in Petroleum Geochemistry. Vol. 1 (Jim Brooks and Dietrich Welte) (Geo Pedia)Document345 pagesAdvances in Petroleum Geochemistry. Vol. 1 (Jim Brooks and Dietrich Welte) (Geo Pedia)Marilo Mira BertrandPas encore d'évaluation
- GEAS Exam Questions and AnswersDocument7 pagesGEAS Exam Questions and AnswersHarold AntonioPas encore d'évaluation
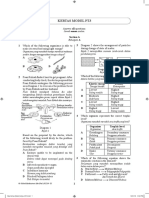
- Kertas Model PT3 PDFDocument16 pagesKertas Model PT3 PDFAnonymous hSFsADEFK0% (1)
- Fullerene Informtaion 02Document3 pagesFullerene Informtaion 02api-270516716Pas encore d'évaluation
- Heat Flex Hi Temp 1200 CuiDocument4 pagesHeat Flex Hi Temp 1200 CuiVanner SalasPas encore d'évaluation
- FIITJEE ALL INDIA TEST SERIES PART TEST – I PHYSICS, CHEMISTRY AND MATHEMATICSDocument20 pagesFIITJEE ALL INDIA TEST SERIES PART TEST – I PHYSICS, CHEMISTRY AND MATHEMATICSKratosPas encore d'évaluation
- C9e Answers Active Reading 04Document4 pagesC9e Answers Active Reading 04Jordan Camina75% (8)
- Preparation and Properties of Unsaturated HydrocarbonsDocument3 pagesPreparation and Properties of Unsaturated HydrocarbonsLexzyrie Sybelle S. TolarbaPas encore d'évaluation
- Impact of Quality CircleDocument4 pagesImpact of Quality Circleapi-3774614Pas encore d'évaluation
- Stereochemistry QustionsDocument43 pagesStereochemistry QustionsSwaraj Paul100% (1)
- Intro To OrganicDocument47 pagesIntro To OrganicAlexandria Baldedara100% (1)
- Evaluation of Sheanut Shell-Reinforced Automotive Brake PadDocument9 pagesEvaluation of Sheanut Shell-Reinforced Automotive Brake PadAZOJETE UNIMAIDPas encore d'évaluation
- 04 Diamonds IndustrialDocument72 pages04 Diamonds IndustrialKristel LópezPas encore d'évaluation
- Biology: PAPER 1 Multiple ChoiceDocument20 pagesBiology: PAPER 1 Multiple ChoiceAdnan AshrafPas encore d'évaluation
- Methanol Product SpecificationDocument1 pageMethanol Product SpecificationSohag MiahPas encore d'évaluation
- Steam Reforming of Methane in A Membrane Reactor: S.Laegsgaardj Rgensen, P.E.H@Jlund Nielsen, P. LehrmannDocument5 pagesSteam Reforming of Methane in A Membrane Reactor: S.Laegsgaardj Rgensen, P.E.H@Jlund Nielsen, P. LehrmannVytha MarmoetPas encore d'évaluation
- Swagelok SC-11 SOPDocument2 pagesSwagelok SC-11 SOPozzy75Pas encore d'évaluation
- MMSE Journal Vol 2Document106 pagesMMSE Journal Vol 2Mmse JournalPas encore d'évaluation
- MULTIPLE CHOICE. Choose The One Alternative That Best Completes The Statement or Answers The QuestionDocument35 pagesMULTIPLE CHOICE. Choose The One Alternative That Best Completes The Statement or Answers The QuestionMelissaPas encore d'évaluation
- Ammonia Plant Material Balance PresentationDocument66 pagesAmmonia Plant Material Balance Presentationsagar dasgupta100% (1)
- Baker Hughes NanotechnologyDocument2 pagesBaker Hughes NanotechnologyHugo WizenbergPas encore d'évaluation
- ASSET Practice Q Class61Document8 pagesASSET Practice Q Class61Nigel DsouzaPas encore d'évaluation
- Organic WizardDocument17 pagesOrganic Wizardapi-182809945Pas encore d'évaluation