Vous aimerez peut-être aussi
- Case Study: A Passive Filter Network: Origin of The ProblemDocument9 pagesCase Study: A Passive Filter Network: Origin of The ProblemOsama NourPas encore d'évaluation
- Inverter With Adjustable GainDocument5 pagesInverter With Adjustable GainAdof Addar MudhoffarPas encore d'évaluation
- AIP-Shed-week One-Inspection ReportDocument15 pagesAIP-Shed-week One-Inspection Reportyibelta abebePas encore d'évaluation
- Presentation 1Document8 pagesPresentation 1hadin0151Pas encore d'évaluation
- AIP - Shed-Week - Two - Jan-2024 Inspection ReportDocument14 pagesAIP - Shed-Week - Two - Jan-2024 Inspection Reportyibelta abebePas encore d'évaluation
- Useful f2l Algorithms BY Feliks ZemndegsDocument2 pagesUseful f2l Algorithms BY Feliks Zemndegseduardox11100% (2)
- HA1000 Relay Installation and Service Manual PDFDocument42 pagesHA1000 Relay Installation and Service Manual PDFEdwin J. NoriegaPas encore d'évaluation
- Instalación y Montaje Acoplamiento WrapflexDocument8 pagesInstalación y Montaje Acoplamiento Wrapflexedwin nolbertoPas encore d'évaluation
- Sensors and Actuators: Sensor PhysicsDocument40 pagesSensors and Actuators: Sensor PhysicsNguyễn Văn ĐiệpPas encore d'évaluation
- L1800 SINR Clarification: Huawei Technologies Co., LTDDocument10 pagesL1800 SINR Clarification: Huawei Technologies Co., LTDChanwut AssavasirisilpPas encore d'évaluation
- 17 Resistivity Laterolog DLTFDocument15 pages17 Resistivity Laterolog DLTFEduardo Torres RojasPas encore d'évaluation
- E01ch03 PDFDocument1 pageE01ch03 PDFTariq ZuhlufPas encore d'évaluation
- Aspect Impact New FormatDocument2 pagesAspect Impact New Formatpuri16Pas encore d'évaluation
- AE 242 Aerospace Measurements LaboratoryDocument31 pagesAE 242 Aerospace Measurements LaboratoryAnubhavPas encore d'évaluation
- Advantages of Digital InstrumentsDocument30 pagesAdvantages of Digital InstrumentsAsin PillaiPas encore d'évaluation
- Programa de Mantenimiento Preventivo ACS880Document2 pagesPrograma de Mantenimiento Preventivo ACS880JaimePas encore d'évaluation
- Fake Guitar OscillatorDocument1 pageFake Guitar OscillatorGidexxPas encore d'évaluation
- FIR - and - IIR Filter - Design2Document24 pagesFIR - and - IIR Filter - Design2rajulal13Pas encore d'évaluation
- 1 - Mounting Hubs: How To Use This ManualDocument8 pages1 - Mounting Hubs: How To Use This ManualriinPas encore d'évaluation
- 13-Properties of Conductors in External Field - MQDocument2 pages13-Properties of Conductors in External Field - MQthathalakshman121407Pas encore d'évaluation
- Delta Ia-Hmi Omron C Series PLC CM en 20111122Document3 pagesDelta Ia-Hmi Omron C Series PLC CM en 20111122cristiano eziquielPas encore d'évaluation
- 04 Fo - fc3130 - c01 - 1 Fdd-Lte Power Control (Ppt+Notes) - 37pDocument37 pages04 Fo - fc3130 - c01 - 1 Fdd-Lte Power Control (Ppt+Notes) - 37pBoualem AminePas encore d'évaluation
- Segment RoutingDocument54 pagesSegment RoutingSamarjit DuttaPas encore d'évaluation
- Lect - 7 - RESIST TOOLSDocument59 pagesLect - 7 - RESIST TOOLSRakesh SinghPas encore d'évaluation
- d5 6 Resistivity ECT Jul07Document43 pagesd5 6 Resistivity ECT Jul07majd abumoghdebPas encore d'évaluation
- Xe-90M and Xe-145M Modbus Tables: R55 - R160 Fixed Speed Modbus TableDocument13 pagesXe-90M and Xe-145M Modbus Tables: R55 - R160 Fixed Speed Modbus TableAkun BaruPas encore d'évaluation
- Unit IV ARM - 470480110Document44 pagesUnit IV ARM - 470480110praneeth chinthireddyPas encore d'évaluation
- d5 6 Resistivity ECT Jul07Document43 pagesd5 6 Resistivity ECT Jul07supreetha sharmaPas encore d'évaluation
- AVR Chapter 3Document24 pagesAVR Chapter 3pratikgohelPas encore d'évaluation
- End YokeDocument75 pagesEnd YokeadamtuongPas encore d'évaluation
- Xe-90M and Xe-145M Modbus Tables: R55 - R160 Fixed Speed Modbus TableDocument1 pageXe-90M and Xe-145M Modbus Tables: R55 - R160 Fixed Speed Modbus TableHygor MaiorkiPas encore d'évaluation
- 16 Resistivity Laterolog DLTA PDFDocument15 pages16 Resistivity Laterolog DLTA PDFEduardo Torres RojasPas encore d'évaluation
- OlehDocument26 pagesOlehA'ar Sadega FrekersPas encore d'évaluation
- Delta Ia-Hmi Omron Cj1-Cs1 Series PLC CM en 20130823Document4 pagesDelta Ia-Hmi Omron Cj1-Cs1 Series PLC CM en 20130823cristiano eziquielPas encore d'évaluation
- Opamp CircuitDocument24 pagesOpamp Circuitlinuxlism100% (1)
- Pure VCO Build Doc 201507012Document38 pagesPure VCO Build Doc 201507012Dan PisciottaPas encore d'évaluation
- Waveform Generator Using OpAmpDocument4 pagesWaveform Generator Using OpAmpLevingstan YesudhasPas encore d'évaluation
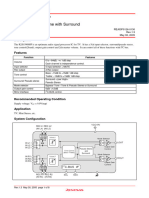
- TDA7442 TDA7442D: Tone Control and Surround Digitally Controlled Audio ProcessorDocument17 pagesTDA7442 TDA7442D: Tone Control and Surround Digitally Controlled Audio ProcessorTorikul HabibPas encore d'évaluation
- FF5 Project (Fuzz Face Replica) Boutique Late 60's Version Bill of MaterialsDocument2 pagesFF5 Project (Fuzz Face Replica) Boutique Late 60's Version Bill of MaterialsPablo ArcobaPas encore d'évaluation
- Wa0000Document60 pagesWa0000bijoj2000Pas encore d'évaluation
- Lect - 9 - 2 - CNC Turning Programing-Stock Removal, Grooving, ThreadingDocument4 pagesLect - 9 - 2 - CNC Turning Programing-Stock Removal, Grooving, Threadingomar tahaPas encore d'évaluation
- Hw5 SolutionDocument11 pagesHw5 SolutionTun LePas encore d'évaluation
- 2.emergency Response Competition Rescue Transfer Relay OperationDocument2 pages2.emergency Response Competition Rescue Transfer Relay OperationJOHN CARMELO SAULONPas encore d'évaluation
- E. Ambikairajah Australia: Part A: Signal ProcessingDocument152 pagesE. Ambikairajah Australia: Part A: Signal ProcessingTahir KhAnPas encore d'évaluation
- Bridges Impedance Measurement: Experiment # 4Document20 pagesBridges Impedance Measurement: Experiment # 4Harsha MadduriPas encore d'évaluation
- Dieseal Level ControllerDocument1 pageDieseal Level ControllersanjaybmscsePas encore d'évaluation
- Daily Inspection Report - Week - FourDocument1 pageDaily Inspection Report - Week - Fouryibelta abebePas encore d'évaluation
- Sound Effects Generator KitDocument12 pagesSound Effects Generator KitsiogPas encore d'évaluation
- DC Circuit Notes O LevelDocument6 pagesDC Circuit Notes O Levelaliayanraza5Pas encore d'évaluation
- The Tellun Corporation TLN-442 Voltage Controlled Lowpass Filter User Guide, Rev. 1.1Document8 pagesThe Tellun Corporation TLN-442 Voltage Controlled Lowpass Filter User Guide, Rev. 1.1fidel.certuchePas encore d'évaluation
- Catalogue - RWARC - T01Document11 pagesCatalogue - RWARC - T01Project AsyadacPas encore d'évaluation
- R2S15900SP RenesasTechnologyDocument9 pagesR2S15900SP RenesasTechnologyhangHT bocPas encore d'évaluation
- Digital To Analog Converters: Conversores de Sinal - 2022/2023 Nuno Paulino - DEEC-FCT/UNLDocument29 pagesDigital To Analog Converters: Conversores de Sinal - 2022/2023 Nuno Paulino - DEEC-FCT/UNLHelder CruzPas encore d'évaluation
- E I R Ir E Ir E Eir E E EirDocument1 pageE I R Ir E Ir E Eir E E Eirsrikanth0483287Pas encore d'évaluation
- Initial Investigation Into The Potential of CSP Industrial Process Heat For The Southwest United StatesDocument78 pagesInitial Investigation Into The Potential of CSP Industrial Process Heat For The Southwest United StatesMirnes FejzicPas encore d'évaluation
- QTR Ch8 - Process Heating TA Feb-13-2015Document21 pagesQTR Ch8 - Process Heating TA Feb-13-2015Mirnes FejzicPas encore d'évaluation
- IAC Student Webinar May SachinDocument59 pagesIAC Student Webinar May SachinMirnes FejzicPas encore d'évaluation
- Nuclear Heat For Industrial Purposes and District HeatingDocument5 pagesNuclear Heat For Industrial Purposes and District HeatingMirnes FejzicPas encore d'évaluation
- Smink Hugo - S 0118818 ScriptieDocument39 pagesSmink Hugo - S 0118818 ScriptieMirnes FejzicPas encore d'évaluation
- L81 Drilling, Centering: Emco W NC Sinumerik 810/820 M PDocument11 pagesL81 Drilling, Centering: Emco W NC Sinumerik 810/820 M PMirnes FejzicPas encore d'évaluation
- Tile Basis/or These Credibility/ormulas Has Been A Pro/ottnd Mystery To Most People Who Have Come Itrto Cotrtact With ThemDocument28 pagesTile Basis/or These Credibility/ormulas Has Been A Pro/ottnd Mystery To Most People Who Have Come Itrto Cotrtact With ThemMirnes FejzicPas encore d'évaluation
- Inspection and Maintenance of Centre Buffer Couplers (For Workshop Staff)Document24 pagesInspection and Maintenance of Centre Buffer Couplers (For Workshop Staff)Sunil Kumar100% (1)
- Resistance WeldingDocument22 pagesResistance WeldingLOKENDRA91100% (2)
- YUKEN Hydraulic Equipment (PG 618)Document1 pageYUKEN Hydraulic Equipment (PG 618)yogi fransbeenPas encore d'évaluation
- Lathe 9x20 Thread ChartDocument4 pagesLathe 9x20 Thread ChartRC VilledaPas encore d'évaluation
- Catalogo Gas BSPDocument51 pagesCatalogo Gas BSPFernando Gonzales HPas encore d'évaluation
- H28 2aDocument49 pagesH28 2ajwsiglerPas encore d'évaluation
- European Steel and Alloy Grades: 70mnmocr8 (1.2824)Document2 pagesEuropean Steel and Alloy Grades: 70mnmocr8 (1.2824)farshid KarpasandPas encore d'évaluation
- High Tech Tool Catalog PDFDocument40 pagesHigh Tech Tool Catalog PDFMakmur Hasan100% (1)
- DMG-iTNC530 MillUserGuide (533 192-22)Document125 pagesDMG-iTNC530 MillUserGuide (533 192-22)lastowlPas encore d'évaluation
- Astm A193Document13 pagesAstm A193Joffre ValladaresPas encore d'évaluation
- Final Report TEDocument29 pagesFinal Report TESonali PawarPas encore d'évaluation
- ASTM A29/A29M GB EN 10083/3 JIS G4053 GB: Round Sheet Square PlateDocument3 pagesASTM A29/A29M GB EN 10083/3 JIS G4053 GB: Round Sheet Square PlateximicayPas encore d'évaluation
- Production and Manufacturing of Rotary Drill BitsDocument34 pagesProduction and Manufacturing of Rotary Drill Bitsraj kumarPas encore d'évaluation
- Forging - Case Hardening For 1.5%Ni-Cr-Mo SteelsDocument8 pagesForging - Case Hardening For 1.5%Ni-Cr-Mo SteelsJaison JosePas encore d'évaluation
- SMTCL Lathes Electrical Diagram OiTDDocument74 pagesSMTCL Lathes Electrical Diagram OiTDsunhuynhPas encore d'évaluation
- Cost Estimation in Forging Shop 611Document28 pagesCost Estimation in Forging Shop 611Serajul Haque100% (1)
- Aluminum in AircraftDocument117 pagesAluminum in AircraftMark Evan Salutin91% (11)
- Ball Bearing Oval Flanged units-FYTB 30 TFDocument2 pagesBall Bearing Oval Flanged units-FYTB 30 TFCosmin ManolePas encore d'évaluation
- Tic Tac Toe: Step 1: Skill 1 - Mark The Lines Using A Ruler and PencilDocument4 pagesTic Tac Toe: Step 1: Skill 1 - Mark The Lines Using A Ruler and PencilRod HyattPas encore d'évaluation
- Da 950092 001Document1 pageDa 950092 001munnaPas encore d'évaluation
- GF Elbow ZDocument2 pagesGF Elbow ZLuis CarlosPas encore d'évaluation
- ROENGEL 2013 Transfer Ro 30jan 3678eaDocument56 pagesROENGEL 2013 Transfer Ro 30jan 3678eaaares13Pas encore d'évaluation
- Fabrication FlowchartDocument1 pageFabrication FlowchartDonny100% (1)
- Aceros Especiales Laminados en Frio PDFDocument25 pagesAceros Especiales Laminados en Frio PDFGracielaPas encore d'évaluation
- Acceptable Finish and Grades For A325 and A490 Washer and NutDocument1 pageAcceptable Finish and Grades For A325 and A490 Washer and NutsuperpiojooPas encore d'évaluation
- Metal Forming Lab - Experiment No 5 - Sheet Metal FormingDocument4 pagesMetal Forming Lab - Experiment No 5 - Sheet Metal FormingSubhasis BiswalPas encore d'évaluation
- Lesson Plan MP-2Document7 pagesLesson Plan MP-2VeereshGodiPas encore d'évaluation
- DIN 580.phpDocument13 pagesDIN 580.phprajeskumarPas encore d'évaluation
- Kenna MetalDocument24 pagesKenna MetalJ Ferreyra LibanoPas encore d'évaluation
- Dies and MouldsDocument19 pagesDies and MouldsTomas Trojci TrojcakPas encore d'évaluation