Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Office Cleaning Proposal TEKUN MARADocument7 pagesOffice Cleaning Proposal TEKUN MARANorIshamIsmail100% (1)
- Proses Pembuatan KertasDocument124 pagesProses Pembuatan Kertasgarispante07100% (7)
- Why Should Muslims Visit Al Aqsa - Proofreading DoneDocument17 pagesWhy Should Muslims Visit Al Aqsa - Proofreading DoneNorIshamIsmailPas encore d'évaluation
- MBM Sneak PeekDocument16 pagesMBM Sneak PeekRiad MahmudPas encore d'évaluation
- Why Should Muslims Visit Al Aqsa - Proofreading DoneDocument17 pagesWhy Should Muslims Visit Al Aqsa - Proofreading DoneNorIshamIsmailPas encore d'évaluation
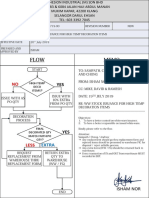
- WW Stock Issuance For High Temp Decoration ItemsDocument1 pageWW Stock Issuance For High Temp Decoration ItemsNorIshamIsmailPas encore d'évaluation
- Justification MatrixDocument21 pagesJustification MatrixNorIshamIsmail100% (1)
- Skills Matrix TemplateDocument14 pagesSkills Matrix TemplateRuth MariaPas encore d'évaluation
- Legle France CataloqueDocument71 pagesLegle France CataloqueNorIshamIsmailPas encore d'évaluation
- Stock Purchase Order FlowDocument24 pagesStock Purchase Order FlowNorIshamIsmailPas encore d'évaluation
- Gage R&R Study - Data Entry: More On GR&RDocument3 pagesGage R&R Study - Data Entry: More On GR&RNorIshamIsmailPas encore d'évaluation
- Note Trial # 15 Is Combination of Foot & Rubber AttachementDocument2 pagesNote Trial # 15 Is Combination of Foot & Rubber AttachementNorIshamIsmailPas encore d'évaluation
- Inhesion Industrial (M) SDN BHD: To: From: CC: Date: Subject: Showplate's Silicone PadDocument1 pageInhesion Industrial (M) SDN BHD: To: From: CC: Date: Subject: Showplate's Silicone PadNorIshamIsmailPas encore d'évaluation
- Design Development Requisition Lead TimeDocument1 pageDesign Development Requisition Lead TimeNorIshamIsmailPas encore d'évaluation
- Contoh SopDocument4 pagesContoh SopSiti Hawa NabillahPas encore d'évaluation
- LSS Final - Report - TemplateDocument9 pagesLSS Final - Report - TemplateEdPas encore d'évaluation
- Effective Leadership4647Document45 pagesEffective Leadership4647Jay AdonesPas encore d'évaluation
- Business Plan For Raja AhmadDocument14 pagesBusiness Plan For Raja AhmadNorIshamIsmailPas encore d'évaluation
- Basic Supervisory SkillsDocument17 pagesBasic Supervisory SkillsNorIshamIsmailPas encore d'évaluation
- 07 Chapter 2Document42 pages07 Chapter 2NorIshamIsmailPas encore d'évaluation
- 24 Pages From Defect Detection in High Pressure Die Casting Product Using Image Processing TechnolDocument24 pages24 Pages From Defect Detection in High Pressure Die Casting Product Using Image Processing TechnolNorIshamIsmailPas encore d'évaluation
- Business Plan For Raja AhmadDocument12 pagesBusiness Plan For Raja AhmadNorIshamIsmailPas encore d'évaluation
- Excel ModelsDocument433 pagesExcel ModelsVipul Singh100% (11)
- Ariel New Shipping Checklist Small PrintDocument2 pagesAriel New Shipping Checklist Small PrintNorIshamIsmailPas encore d'évaluation
- Imop WH Sp0001Document1 pageImop WH Sp0001NorIshamIsmailPas encore d'évaluation
- Definition of Production ControlDocument22 pagesDefinition of Production ControlNorIshamIsmailPas encore d'évaluation
- User Manual: Fuji Medical Instruments Mfg. Co., LTDDocument48 pagesUser Manual: Fuji Medical Instruments Mfg. Co., LTDNorIshamIsmailPas encore d'évaluation
- Definition QAMDocument60 pagesDefinition QAMNorIshamIsmailPas encore d'évaluation
- Definition - What Does Mean?: Product Quality Management (PQM)Document1 pageDefinition - What Does Mean?: Product Quality Management (PQM)NorIshamIsmailPas encore d'évaluation
- Cyberrelax sks1800Document46 pagesCyberrelax sks1800NorIshamIsmailPas encore d'évaluation
- Assignment-7question and SolutionDocument3 pagesAssignment-7question and SolutionTusharPas encore d'évaluation
- Oxidation-Reduction Reactions (Electrochemistry) : The Material On These Slides Are Taken From (With Some Modifications)Document63 pagesOxidation-Reduction Reactions (Electrochemistry) : The Material On These Slides Are Taken From (With Some Modifications)Hendri KurniawanPas encore d'évaluation
- Experiment 11 - Types of Chemical ReactionsDocument7 pagesExperiment 11 - Types of Chemical ReactionsUpekkha Phm100% (1)
- Design of Machine Members-IDocument8 pagesDesign of Machine Members-IUday NarasimhaPas encore d'évaluation
- UntitledDocument10 pagesUntitledRoger OliveiraPas encore d'évaluation
- The Comparative Study On Vernacular Dwellings in BhutanDocument6 pagesThe Comparative Study On Vernacular Dwellings in BhutanUIJRT United International Journal for Research & TechnologyPas encore d'évaluation
- CeramicproductsmarketDocument132 pagesCeramicproductsmarketDavid Budi SaputraPas encore d'évaluation
- Photodiode Investigatory ProjectDocument25 pagesPhotodiode Investigatory ProjectNishant KumarPas encore d'évaluation
- New Pump Connection Scheme (Anudan Yojna)Document15 pagesNew Pump Connection Scheme (Anudan Yojna)souvikbesu89Pas encore d'évaluation
- Investigation of Micro-Structure and Creep Life Analysis of Centrifugally Cast Fe-Cr-Ni Alloy Reformer TubesDocument5 pagesInvestigation of Micro-Structure and Creep Life Analysis of Centrifugally Cast Fe-Cr-Ni Alloy Reformer TubesOwais MalikPas encore d'évaluation
- 2016 - Thermal Performance Calculation and Analysis of Heat Transfer Tube in Super Open Rack VaporizerDocument10 pages2016 - Thermal Performance Calculation and Analysis of Heat Transfer Tube in Super Open Rack VaporizerLong Nguyễn HoàngPas encore d'évaluation
- MSDS Maptrons Organic Acidfree Toilet Bowl Cleaner PDFDocument4 pagesMSDS Maptrons Organic Acidfree Toilet Bowl Cleaner PDFanandPas encore d'évaluation
- Geotextiles and Geomembranes: Jorge CastroDocument13 pagesGeotextiles and Geomembranes: Jorge CastroAravind MuraliPas encore d'évaluation
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Document10 pagesStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelPas encore d'évaluation
- 500mL PETG Storage Bottle Reagent Bottle Screw CapDocument9 pages500mL PETG Storage Bottle Reagent Bottle Screw CapPavan AvulaPas encore d'évaluation
- Experiment 1 Tensile Testing (Universal Tester) : RD THDocument23 pagesExperiment 1 Tensile Testing (Universal Tester) : RD THShangkaran RadakrishnanPas encore d'évaluation
- SEPRODYN Tubular Modules User Manual PDFDocument13 pagesSEPRODYN Tubular Modules User Manual PDFjpsingh75Pas encore d'évaluation
- Ni触媒MSDS 英文Document4 pagesNi触媒MSDS 英文dil1717Pas encore d'évaluation
- Sahraoui2004 PDFDocument13 pagesSahraoui2004 PDFAzril DahariPas encore d'évaluation
- Combined Science Paper 6 Summer 02Document16 pagesCombined Science Paper 6 Summer 02igcsepapersPas encore d'évaluation
- 10th-C Chapter 12 Re-TestDocument2 pages10th-C Chapter 12 Re-TestWasim NawazPas encore d'évaluation
- Chapter Three Stabilized Pavement MaterialsDocument35 pagesChapter Three Stabilized Pavement MaterialsIfa AsratPas encore d'évaluation
- Brønsted-Lowry Acids and BasesDocument39 pagesBrønsted-Lowry Acids and BasesEr Bipin VermaPas encore d'évaluation
- Mock Board ExamDocument4 pagesMock Board ExamJay BahulayPas encore d'évaluation
- 02 Pfe ReportDocument129 pages02 Pfe ReportMaPas encore d'évaluation
- Sos 201Document252 pagesSos 201Oli Yadii Dha100% (1)
- Chemistry Investigatory Project: Topic: Preparation of Rayon ThreadDocument14 pagesChemistry Investigatory Project: Topic: Preparation of Rayon Threadkhushi chelaniPas encore d'évaluation
- Loss of Prestressed Due To ANCHORAGEDocument38 pagesLoss of Prestressed Due To ANCHORAGEKimberly Shawn Nicole SantosPas encore d'évaluation
- 191020countertop Catalogue QUADRA-1Document41 pages191020countertop Catalogue QUADRA-1ZamzamiPas encore d'évaluation