Vous aimerez peut-être aussi
- Plan de Mto Paraequipos Del Taller Mecanico de Ña Cantral Hidroelectrica de MirandaDocument66 pagesPlan de Mto Paraequipos Del Taller Mecanico de Ña Cantral Hidroelectrica de MirandaAndres LopezPas encore d'évaluation
- Instalacion Del Sistema de AlumbradoDocument6 pagesInstalacion Del Sistema de AlumbradoGuadalupe Jose Ramirez SiasPas encore d'évaluation
- CSM PTS 005 AndamiosDocument46 pagesCSM PTS 005 AndamiosManuel José Rodríguez MillánPas encore d'évaluation
- 15 Bodega de Sustacias Peligrosas Rev. 0Document3 pages15 Bodega de Sustacias Peligrosas Rev. 0Francisco HenriquezPas encore d'évaluation
- Is-Cal-002-41575 - 2 Instructivo de Inspeccion VisualDocument16 pagesIs-Cal-002-41575 - 2 Instructivo de Inspeccion VisualMarco VeraPas encore d'évaluation
- PRO-CH-MA-10-26 Limpieza de Baños Portátiles en SuperficieDocument7 pagesPRO-CH-MA-10-26 Limpieza de Baños Portátiles en SuperficieFrank Estrella RuizPas encore d'évaluation
- CM 10501Document10 pagesCM 10501Querubin EboliPas encore d'évaluation
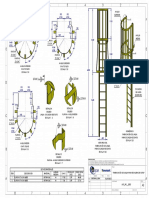
- Plano Jaula para Escalera de Gato Planta LQDocument1 pagePlano Jaula para Escalera de Gato Planta LQjhony llenquePas encore d'évaluation
- Inspeccion Visual ASME VDocument1 pageInspeccion Visual ASME VivanbfPas encore d'évaluation
- Instructivo para Cortadora PlasmaDocument5 pagesInstructivo para Cortadora PlasmajuanPas encore d'évaluation
- PR-SST-05 - Procedimiento Tableros EléctricosDocument8 pagesPR-SST-05 - Procedimiento Tableros EléctricosHector HBmix HbmPas encore d'évaluation
- Lista de ProcedimientosDocument3 pagesLista de ProcedimientosPabloChirinosPas encore d'évaluation
- Memorias de Calculos Andamios para Puente Peatonal Ecopetrol BarrancabermejaDocument77 pagesMemorias de Calculos Andamios para Puente Peatonal Ecopetrol BarrancabermejaJairo Urzola VisbalPas encore d'évaluation
- Formato de Inspeccion GruasDocument4 pagesFormato de Inspeccion GruasJhon Cristian100% (1)
- PcwiDocument4 pagesPcwidianiig22Pas encore d'évaluation
- Registro de Inspección Por Líquidos PenetrantesDocument3 pagesRegistro de Inspección Por Líquidos Penetrantesdegoavil100% (1)
- Procedimiento PinturaDocument9 pagesProcedimiento PinturaJOSE IGNARDO LOZADA OLAYAPas encore d'évaluation
- Terminos y DefinicionesDocument145 pagesTerminos y DefinicionesEduardoPas encore d'évaluation
- Tabla Rejilla Tipo TDocument15 pagesTabla Rejilla Tipo TCristihan Stiden Gallego IriartePas encore d'évaluation
- Ficha Humanizada PARA BAJADA Y SACADA DE TUBERIA DE PRODUCCION EN SENCILLOSDocument3 pagesFicha Humanizada PARA BAJADA Y SACADA DE TUBERIA DE PRODUCCION EN SENCILLOSAngelica GutierrezPas encore d'évaluation
- 02.procedimiento Montaje Cañeria - 1Document7 pages02.procedimiento Montaje Cañeria - 1Yovani Medina Muñoz100% (1)
- ENFIERRADURASDocument6 pagesENFIERRADURASfrancisco arayaPas encore d'évaluation
- Iso 9001 Modulo 8Document61 pagesIso 9001 Modulo 8Jairo Arturo Ruiz Prtieto100% (1)
- VT EndiicsacDocument1 pageVT EndiicsacWilians Rosales ChavezPas encore d'évaluation
- CSM-PTS-006 - Limpieza Con Chorros de ArenaDocument46 pagesCSM-PTS-006 - Limpieza Con Chorros de ArenaManuel José Rodríguez MillánPas encore d'évaluation
- Guia Proceso TIGDocument14 pagesGuia Proceso TIGJuan Diego Apráez GómezPas encore d'évaluation
- Soldadura WPS Electiva - AnthonyDocument1 pageSoldadura WPS Electiva - AnthonyAnthonyCardenasPas encore d'évaluation
- Lista de SoldadoresDocument1 pageLista de SoldadoresFernando Alex Romero GomezPas encore d'évaluation
- Rs-Mec-Pr-07 Control de Consumibles de Soldadura (Rev00)Document9 pagesRs-Mec-Pr-07 Control de Consumibles de Soldadura (Rev00)Mau Atenas PerezPas encore d'évaluation
- Literatura Tubrod 115Document1 pageLiteratura Tubrod 115el_tirano_regresa7359Pas encore d'évaluation
- Procedimiento de Fabricacion de TK - API 650Document32 pagesProcedimiento de Fabricacion de TK - API 650PercyAlexander100% (1)
- Uso de PoleasDocument20 pagesUso de PoleasRichard Angulo AnticonaPas encore d'évaluation
- Matriz Sistema, Sub-Sistema y Protocolos HL Ingenieria SPADocument122 pagesMatriz Sistema, Sub-Sistema y Protocolos HL Ingenieria SPADavid OsoresPas encore d'évaluation
- 3-Listado de LineasDocument1 page3-Listado de LineastobiasPas encore d'évaluation
- 4.PI-PR-001 Rev.0 Prefabricado de Cañerías PDFDocument9 pages4.PI-PR-001 Rev.0 Prefabricado de Cañerías PDFarturo avilaPas encore d'évaluation
- Puente GruaDocument1 pagePuente GruaFERNEY EDUARDO GUTIERREZPas encore d'évaluation
- Predique Muelles FlotantesDocument23 pagesPredique Muelles FlotantesRICARDOPas encore d'évaluation
- Preoperacional Equipo de SoldaduraDocument3 pagesPreoperacional Equipo de SoldaduraBrianRiveraHernandezPas encore d'évaluation
- Arco Parabolico MUNI.Document1 pageArco Parabolico MUNI.Gustavo Iván Troya JimenezPas encore d'évaluation
- 02.identificacion y TrazabilidadDocument5 pages02.identificacion y TrazabilidadOscar AcuñaPas encore d'évaluation
- PQRDocument3 pagesPQRKevin MuglizaPas encore d'évaluation
- Uniones Bridadas AB0601Document2 pagesUniones Bridadas AB0601Guillermo FrancésPas encore d'évaluation
- CC - RG-04 Cuadro de Calibración de Equipos VS03-diciembreDocument2 pagesCC - RG-04 Cuadro de Calibración de Equipos VS03-diciembrepaul herreraPas encore d'évaluation
- Procedimiento de Bajado de Ductos GPDocument37 pagesProcedimiento de Bajado de Ductos GPChema Rodriguez HernandezPas encore d'évaluation
- 6.18. - Procedimiento de Control de Ajuste de Pernos - SubirDocument11 pages6.18. - Procedimiento de Control de Ajuste de Pernos - SubirMary Lissbeth CasazolaPas encore d'évaluation
- Limpieza Con Herramientas MecanicasDocument7 pagesLimpieza Con Herramientas MecanicasmarcoaparrafPas encore d'évaluation
- Procedimiento de Elaboración Del Plan de Puntos de InspecciónDocument4 pagesProcedimiento de Elaboración Del Plan de Puntos de InspecciónKevincho CalderónPas encore d'évaluation
- 5 P-SP-180210 - Preparacion de Superficies (Arenado)Document7 pages5 P-SP-180210 - Preparacion de Superficies (Arenado)LeydiLopezPas encore d'évaluation
- I011-Bombeo de Achique (R)Document5 pagesI011-Bombeo de Achique (R)Zamora Villarreal ErickPas encore d'évaluation
- ISO Registro de Fabricacion de Soportes MetalicosDocument1 pageISO Registro de Fabricacion de Soportes MetalicosLuis Enrique Yanallaye ArandaPas encore d'évaluation
- Procedimiento Prefabricación Tanques de AlmacenamientoDocument4 pagesProcedimiento Prefabricación Tanques de AlmacenamientoLiliana RosasPas encore d'évaluation
- 2050Document101 pages2050Espacio UniversitarioPas encore d'évaluation
- 7SANDBLASTING Y APLICACION DE RECUBRIMIENTO GP-3022038-P-07 v5Document17 pages7SANDBLASTING Y APLICACION DE RECUBRIMIENTO GP-3022038-P-07 v5Alvaro VianaPas encore d'évaluation
- No. de Certificado: Número de Control: Fecha de Calibración: Fecha de Emisión: Lugar de CalibraciónDocument3 pagesNo. de Certificado: Número de Control: Fecha de Calibración: Fecha de Emisión: Lugar de CalibraciónjairoPas encore d'évaluation
- Proc. Canaleta de ConcretoDocument7 pagesProc. Canaleta de ConcretomvelarenasPas encore d'évaluation
- PROTOCOLO - Inspección de Tuberias DESAGUEDocument1 pagePROTOCOLO - Inspección de Tuberias DESAGUERoberto Cesar Renteria CedanoPas encore d'évaluation
- Certificado - HORQUILLAS SERVICIOS POLEO - AGOSTO2019 PDFDocument8 pagesCertificado - HORQUILLAS SERVICIOS POLEO - AGOSTO2019 PDFJuan RinconesPas encore d'évaluation
- DC 3 Seguridad Electrica BasicaDocument2 pagesDC 3 Seguridad Electrica BasicaRicardo PiñaPas encore d'évaluation
- Mantto Hidrante Tipo Poste SecoDocument13 pagesMantto Hidrante Tipo Poste SecoMisai7Pas encore d'évaluation
- Fisher Control ValvesDocument36 pagesFisher Control ValvesRobert Villavicencio100% (1)
- Tema GanchosDocument22 pagesTema GanchosLuis Ivan Salgueiro100% (1)
- Protecciones GeDocument19 pagesProtecciones Genegro83Pas encore d'évaluation
- Mantenimiento A Trenes de RodajeDocument31 pagesMantenimiento A Trenes de Rodajenegro83Pas encore d'évaluation
- TRUNNIONDocument40 pagesTRUNNIONnegro83Pas encore d'évaluation
- Derivaciones en TuberíasDocument14 pagesDerivaciones en Tuberíasnegro83Pas encore d'évaluation
- Información Técnica FlangesDocument6 pagesInformación Técnica Flangesmulder21Pas encore d'évaluation
- Información Técnica FlangesDocument6 pagesInformación Técnica Flangesmulder21Pas encore d'évaluation
- Montaje para Material de Fricción para Disco de Embrague ImpulsadoDocument3 pagesMontaje para Material de Fricción para Disco de Embrague Impulsadonegro83Pas encore d'évaluation