Académique Documents
Professionnel Documents
Culture Documents
Livro CNC Part7
Transféré par
Gustavo Henrique Barroso0 évaluation0% ont trouvé ce document utile (0 vote)
9 vues20 pagescnc
Titre original
Livro Cnc Part7
Copyright
© © All Rights Reserved
Formats disponibles
PDF ou lisez en ligne sur Scribd
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentcnc
Droits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme PDF ou lisez en ligne sur Scribd
0 évaluation0% ont trouvé ce document utile (0 vote)
9 vues20 pagesLivro CNC Part7
Transféré par
Gustavo Henrique Barrosocnc
Droits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme PDF ou lisez en ligne sur Scribd
Vous êtes sur la page 1sur 20
W100 T0303; chamada de ferramentat
NL10 M06; libera giro de torre#
N120 M12; gama alta de rotagaod
N130 G97; rotagdo fixat
N140 S700 M03; rotagdo e sentido de giro#
N150 GOO XO 210. M08; aproximacdo com fluido de refrigeracaot
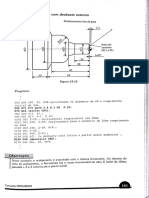
N160 G83 2-70. 120. J5. K10. U75. W3. RS. Pl F.12; aplicacdo de ciclo#
N170 GOO 210.M9; afastar no eixo longitudinal#
N180 G80; cancelar ciclo fixo
{ Observacées |
Se R nao for programado, 0 comando assume o primeiro valor de aproximacao em Z.
Se P11 nao for programado, a ferramenta retoma até o plano R.
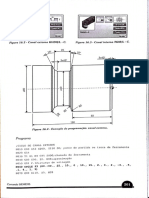
Descrigéo do processo: A furacdo seré executada até 0 comprimento de
70mm, sendo a primeira penetracao a partir de um posicionamento determinado por
R=5mm e 1=20mm. O comando executaré célculos automaticamente para a segunda e
a terceira penetragdes com os valores determinados em I e J até que a resultante seja
igual a K=10mm, quando os incrementos passam a ser de 10mm até atingirem a
profundidade especificada em Z=-70.
Conforme o exemplo citado, temos:
= Primeira penetracao - valor determinado em I, ou seja, uma penetracao de
15mm a contar do ponto zero peca e um deslocamento de 20mm a contar
do posicionamento R.
= Segunda penetragao - 0 comando efetua uma subtracao de 1 e J, em que |
deve ser maior que J, entao temos I - J, ou seja, 20-5 = 15mm.
= Terceira penetragao - o comando efetua outra subtragdo que envolve os
enderecos | ¢ J, em que (I - J) - d, ou seja, (20 - 5) - 5 = 10mm, que é igual
ao valor de K.
= Quarta penetragao - como o tltimo incremento se igualou ao valor de K,
teros penetragdes de 10mm até o comprimento final do furo (70mm).
13.7 - Ciclos fixos de roscamento
Antes de comegar o topico de roscamentos, vamos conhecer algumas formulas
muito comuns ¢ bastante uteis daqui para frente.
Comando MACH A
13.7.1 - Férmulas e calculos
H=0.65 x P (altura do filete no raio)
H=0.65 x P x 2 (altura do filete no diametro), em que:
H = altura do filete que pode ser definida em raio ou em diametro
P = passo da rosca (distancia entre os filetes no sistema métrico)
0.65 = constante para clculos (rosca métrica)
Exemplo para rosca externa
pastilha
Figura 13.18 - Figura apenas ilustrativa.
Rosca externa M30 x 1.5
Altura do filete Diametro final = Diametro inicial - H
H=0.65xPx2 DF =DI-H
H=0.65x1.5x2 DF = 30- 1.95
H=1.95 DF = 28.05
DF = DI - H, em que: Diametro final de 28.05mm
DF = diametro final (X)
DI = diametro inicial
H = altura do filete
Q CNC - Programacéo de Comandos Numéricos Computadorizados - Torneamento
Para as roscas em que © passo determinado em fios por polegadas, é preciso
transformar em milimetros para a aplicagao das {6rmulas.
Exemplos
= 11 fios = 25.4/11 = 2.309
= 16 fios = 25.4 / 16 = 1,587
=" Ofios = 25.4/ 9 = 2.822
Nota
Os posicionamentos iniciais em relacao ao eixo Z na usinagem de roscas devem ser de
pelo menos trés vezes o valor do passo, para que o proceso de aceleragao do eixo
atinja 100% de avango antes do inicio da usinagem, valendo para todos os comandos.
As roscas cénicas sero estudadas comando a comando, lembrando também que sé
podemos usar rotagées fixas nas operacdes de roscamentos.
13.7.2 - G33 -
Comentario geral: O ciclo acaba passando despercebido em comandos que
tém processos automaticos de roscamentos, estando presente em todos os comandos.
Pode-se dizer que é um dos primeiros ciclos fixos desenvolvidos para o CNC. A incon-
veniéncia desse processo, segundo os programadores, é a quantidade de sentencas
atribuida a cada rosca, seja ela c6nica, paralela ou de miltiplas entradas.
iclo de roscamento sentenga por senten¢a
Enderecos:
Z_| Coordenada do comprimento final da rosca
K_| Passo da rosca
Exemplo: rosca métrica externa M20 x 1.5
FINAL
M20X 15
33
Figura 13.19
‘Comando MACH @
Diametro da rosca = 20mm
Passo da rosca = 1.5mm
Comprimento = 32.5mm
H- altura do filete (em diametro). H =0.65 x Passo x 2
H=0.65x15x2
H=1.95
X (diametro final)
X = diametro inicial - altura do filete
X= 20-1.95
X= 18.05
Rosca com quatro passadas
GO X19.15 Z5. M8 ; primeira passada de 0.85mm #
G33 2-32.5 K1.5 ;definir comprimento da rosca e o valor do passof
GO x22. #
i terceira passada 0.4mm #
2-32.5 K1.5 &
25 K1.5 #
Nota
Deve-se programar rotacao fixa em operagdes dle roscamentos.
Ferramentas para roscamentos
Porta-Ferramentas BER/L
SEAL
Figura 13.21 - Rosca interna.
10 de Comandos Numéricos Computadorizados - Tomeamento
13.7.3 - G37 Ciclo de roscamento automatico
Ao contrario da fungao G33, esse ciclo possibilita programagao de roscas com
apenas um bloco de informagées. E possivel abrir roscas em diametros externos ¢
internos, roscas paralelas e cénicas, simples ou de miltiplas entradas, e o comando faz
8 calculos necessarios em relagéo ao numero de passadas, mantendo sempre o mesmo
volume de cavaco retirado no primeiro passe.
Enderecos:
X_| Diametro final da rosca em modo absoluto
Z_| Posicionamento final da rosca
I Incremento para roscas cénicas
Em roscas internas o valor deve ser negativo
K_| Passo da rosca
(A)_| Abertura angular em roscas de miltiplas entradas
(8) | Angulo da ferramenta
D Profundidade para a primeira passada. As outras passadas sao
calculadas pelo comando.
Distancia de aproximagao para inicio de roscamento
E__ | E = diametro posicionado - diametro externo (rosca externa)
E = diametro inteiro - diametro posicionado (rosca interna)
Saidas em angulos no final da rosca
™) |W-Ograu W1=30graus W2=45graus W3 = 60 graus
(U) | Profundidade da ultima passada (acabamento)
(L)_ | Namero de repeticdes da tiltima passada (acabamento)
Os enderecos que estao entre parénteses so opcionais, isto é, sao informagées
aditivas do ciclo que, mesmo no sendo programadas, fazem com que o ciclo seja
executado.
Nota
conveniente efetuar todos os calculos antes de montar o ciclo fixo.
D = profundidade da primeira passada
Para obler o valor do endereco D, aplica-se a formula:
H
iNamero de passadas
‘Comando MACH Q
Exemplo
Rosca com passo de 2mm com 12 passadas.
Calcular altura do filete (H)
H=0.65xPx2
H=0.65x2x2
H = 2.6 (em diametro)
Calcular D
O enderecamento (E) define o recuo da ferramenta apés cada passada, mantendo o
valor programado até o final do ciclo em modo incremental, ent&o a cada penetracao a
ferramenta recua o valor programado em (E). Uma dica importante é que esse valor néo
pode ser menor do que a altura do filete (H) e sim maior para que as tiltimas passadas
no danifiquem a rosca durante o recuo em Z.
Exemplos de programagéo: rosca externa
3X paso pastilha
Figura 13.22
rogramacéo de Comandos Numéricos Computad
Porta-Ferramentas SER/L,
‘SERL
Figura 13.23 - Rosca externa.
Altura
H=0.65xPx2
H=0.65x2.5x2
H = 3.25
Diametro final
Diameiro final = diametro inicial - H
Digmetro final = 40 - 3.25
Digmetro final = 36.75
Numero de passadas = 12
H
v12
3.25
3.46
D=0.939
Programa
1970 TOLL chamada da terram niimere 01 com corretor O1F
1960 Mobs liberar troca de ferrawentat
) MI2zaelecionar falxa alta de rotacdot
fungao de cotaghe fixal
; i tWiprotagie © sentide de gito do eixo principal
6. 27.5 MUS; aproximagiot
nl 16.7 ».5 K2, EO. D0.949 U.02 Lisaplicagao do ciclo
rutomaticob
1120 GI 210. MO9;afastamento de segurangal
Sentido de giro do exo arvore.
Rosca direita = M03
Rosca esquerda - M04
Exemplo de programagao: rosca interna
3 X passo
WAZZ
|. |
Figura 13.24
Barra de Mandrilar SIR/L_
Figura 13.25 - Rosca interna.
Altura
H=0.65xPx2
H=0.65x2.5x2
H=3.25
Numero de passadas = 12
3.25
3.46
D=0.939
E = diametro da crista - diametro posicionado
E = 36.75 - 30.
E=6.75
Programa
NO70 T0202;chamada da ferramenta 02 com corretor 02¢
NO6O MOGs
NO70 M12
NOSO G97#
NOSO $1500 MO3;4
N100 GOO X30. 27.5 MOBE
N110 G37 X40. 2-31.5 K2.5 £6.75 DO.938 U.02 Lit
N120 GOO 210. Moot
13.7.4 - Roscas cénicas
Para execugio de roscas cénicas, usa-se o mesmo ciclo com o endereco |, isto é,
em roscas externas 0 endere¢o tem valor positivo e em roscas internas, negativo (I ou J),
e ainda serao aplicados alguns calculos com conceitos de trigonometria.
Vejamos 0s seguintes exemplos:
Relagao de formulas
H = (0.866 x Passo) x 2
1 = Incremento no eixo "X" por passo
1 = (tg. ang, x Passo) x 2
Comando MACH Q
if Pré-Posicionamento
Figura 13.26 - Rosca cénica externa: NPT 11.5 fios por polegada.
Inclinacao de 1 grau e 47 minutos.
Calculos:
Passo
K = 25.4: 115 H
K = 2.209 H
Observacao
Altura do filete
(0.866 x 2.209) x 2
3.826
Para efeito de calculo, 0.866 @ uma constante em roscas NPT.
Conversao de grau em valor decimal:
1 grau 47 min = 1.78 graus
caleto oposto
Ta langue = cateto adjacente
Tg 1.78 _ X (multiplicar em cruz)
[24
X=0,.807 (valor em raio)
Em diametro temos X=1.614
Didmetro inicial
Diametro inicial = 33.4 - 1.614
Diametro inicial = 31.786
26
Figura 13.27 - Altura do triéngulo.
‘omeamento
Didmetro final
Diametro final = diametro inicial- H
Diametro final = 31.786 - 3.826
Diametro final = 27.96
E = diametro posicionado - diametro inicial
E = 38.75 - 31.786
E=6.214
© enderego I também precisa ser calculado e é muito simples.
1 = (tg.ang. x Passo) x 2 oe =
1 = (tg 1.78 x 2.209) x 2 +
2.209
1 = 0.137
Figura 13.28
Numero de passadas = 15
_ 3.826
~ 3.872
1D =0.987
Resumo: rosca cénica externa
K = 2.209
H = 3.826
X = 1.614 (altura do triangulo)
Diametro inicial = 31.786
Diametro final = 27.96
1= 0.137
E=6.214
D = 0.987
Comando MACH A
Programa
NO70 703034
NO6O MOGs
NO70 M128
NOB8O G97#
NO90 $1200 M03; 4
N100 GOO x38. 26. Moat
N110 G37 X27.96. 2-20, K2.209 10.137 E6.214 DO.987 U.02 L18
N120 GOO 210. MO9s
Fiqura 13.29 - Rosca cénica interna: NPT 16 fios por polegada.
Inclinacao de 1 grau e 47 minutos.
Calculos:
Passo
K = 25.4: 16
K = 1.587
Altura do filete
H = (0.866 x 1.587) x 2
H = 2.748
Observacao
Para efeito de calculo, 0.866 é uma constante em roscas NPT.
Conversao de grau em valor decimal:
1 grau 47 min = 1.78 graus
38.
Figura 13.30 - Altura do triéngulo.
cateto oposto
Tg. Angulo = <=? CPOSto
cateto adjacente
Tg 1.78 X
1 38
X=1.180 (valor em raio)
Em diametro teremos X=2.360
Para efetuar o calculo do triangulo, deve-se considerar o comprimento total a
partir do posicionamento inicial em Z.
Didmetro inicial
Diametro inicial = 15. + 2.360
Diametro inicial = 17.360
Diametro final
Diametro final = diametro inicial + H
Diametro final = 17.360 + 2.748
Diametro final = 20.108
E = diametro inicial - diémetro posicionado
E= 17.360-13
E = 4.360
O endereco I também precisa ser calculado e é muito simples, lembrando que em
roscas internas o valor passa a ser negalivo.
I= (tg-4ng. x Passo) x 2
1 = (tg 1.78 x 1.587) x 2
1= 0.098 |,__s1_. |
Figura 13.35
Namero de passadas = 15
Programa: valor de I deve ser negativo
NO70 704048
NO6O MO6E
NO70 M128
NO80 G97#
090 $1200 M03;
100 GOO X13. 28. MoBE
N110 G37 420.108 2-38. K1.587 1-0.098 £4.360 D0.9710.02 LIF
"120 GOO 210. MO9¥
Resumo: rosca cénica interna
K = 1.587
H = 2.748
X = 2,360 (altura do triéngulo)
Diametro inicial = 17,360
Diametro final = 20.108
1 = 0.098
E = 4.360
D= 0.485
NC
rogramago de Comandos Nu
-0s Computadorizados
Rosca com vdrias entradas
E comum a execugéo de roscas com mais de uma entrada. Normalmente esse
Processo é usado em sistemas de valvulas e registro em que se exige rapidez na hora do
fechamento. Citando alguns exemplos bastante conhecidos, temos registro do chuveiro,
prensas manuais etc.
Para esse tipo de programa podemos fazer posicionamentos de duas formas.
Uma acionando o posicionamento do eixo drvore pelo enderego A ¢ a outra subtraindo
© valor do préprio passo a cada entrada da rosca, sendo esta apropriada para mdquinas
que nao tém posicionamento do eixo Arvore, podendo aplicar em todos os ciclos de
roscas.
Alem das formulas que j4 conhecemos, temos:
= K = passo da rosca
= K = passo da rosca x niimero de entradas (valor que sera pro-
gramado)
= A = abertura angular entre as entradas da rosca
= A = 360 graus: nimero de entradas
Para posicionamento angular em relagao ao eixo drvore, temos o grafico seguinte
em graus:
90°
270° o
360°
Figura 13.32
Nota
© aralico deve ser anallsado olhando a placa da mSquina de frente. Esse tipo de
posicionamento pode ser aplicado em todos os comandos que tenham o recurso de
posicionamento (eixo C)
Comando MACH
Exemplo de rosca externa com trés entradas
2 pastiha
Tres
entradas
M40x2x3
Figura 13.33
120° Posicionamento
do eixo érvore
o
240"
Figura 13.34 - Esquema de posicionamentos das entradas.
Calculos:
Rosca 3 entradas M40 x 2
K=3x2=6
A = 360: 3 = 120
Altura
H=0.65xPx2
H=0.65x2.x2
H=26
@ CNC - Programagéo de Comandos Numéricos Computadorizados - Tomeament?
Didmetro final
Diametro final = diametro inicial - H
Diametro final = 40 - 2.6
Diametro final = 37.4
Numero de passadas = 12
26
3.46
D=0.751
E = diametro posicionado - diametro inicial
E=45.-40
E=#
Programa
70202;chamada da ferramenta#
M08; aproximagaot
9.5 KG. E5. DO.751 U,02 Li AO;primeira entradaé
9.5 KG. E5. DO.751 U.02 Li A120.;segunda entradat
9.5 KG, E5. DO.751 U.02 L1 A240.;terceira entradaf
Observagao
O ciclo G37 seri repetido de acordo com o niimero de entradas, alterando apenas 0
endereco A (posiclonamento ongular), send o valor determinado em graus. Nos
roscarnentos inlernos serao usados os mesmos procedimentos.
13.7.5 - G76 - Ciclo de roscamento automatico
Esse ciclo também possibilila a programagao de roscas com apenas um bloco de
informacées, e @ semelhante ao ciclo G37, podendo executar as mesmas roscas com
igual perfeicao. O comando faz o calculo de quantas passadas forem necessérias e 0
ltimo incremento sera subdividido em quatro passadas automaticamente.
Comando MACH @
Enderegos:
Diametro da rosca em modo absoluto
Incremento para roscas cénicas
x
Z__| Posicionamento final da rosca
I
K
Passo da rosca
(A)_| Abertura angular em roscas de miiltiplas entradas
(8)_| Angulo da ferramenta
U_| Profundidade da rosca no diametro (incremental)
W_ | Profundidade por passada no diametro (incremental)
O ultimo incremento é subdividido da seguinte forma:
= W: 2 - valor de W dividido por dois
= W:4- valor de W dividido por quatro
= W: 8- valor de W dividido por oito
= W: 8 - valor de W dividido por oito
Nota
E conveniente efetuar todos os calculos antes de montar o ciclo fixo.
Antes de executar a subdivisao sao dadas quantas passadas forem necessérias.
H
Wee
jimero de passos 3
Exemplo: com rosca externa
3X passo pastilha
ae
Jecestelbceaeaa|
~——
M40 x2
s
Figura 13.35
Programagao de Comandos Numéricos Computadorizados - Torneamento
Calcular altura do filete (H)
H=0.65xPx2
H=065x2x2
H = 2.6 (em diametro)
Calcular W
Ne
Numero de passos -3
w=26
8-3
W=0.52
Diametro final
Diametro final = diametro inicial - H
Diametro final = 40 - 2.6
Diametro final = 37.4
Conforme o exemplo, a rosca é executada em oito passadas e o valor de
W = 0.52. O proceso de usinagem sera feito da seguinte maneira:
Da primeira passada até a quarta as penetragoes serao de W = 0.52mm.
Entao, 0.52mm sera o valor do iiltimo incremento
A quinta passada sera W = 0.52: 2 que é igual 2 0.26.
A sexta passada ser W = 0.52: 4 que @ igual a 0.13.
A sétima passada sera W = 0.52: 8 que é igual a 0.065.
A oitava passada sera W = 0.52: 8 que é igual a 0.065.
Nota
Subdivisdo a partir da quinta passada; o comando efetua os célculos automaticamente.
Programa
NOT0 TOSOSF
NO6O MOGE
NO70 M124
O80 G97#
NO9O $1500 MO3;#
N100 GOO K45. 212. MOBE
Comando MACH 2
N11O G76 X37.4 2-34.5 K2, U2.6 WO.52H
W120 GOO z10. mo9#
[Notas gerais sobre roscamento|
Com esse ciclo encerramos 0 tépico de roscamento do comando MACH. Pentos
importantes:
" Devemos sempre programar rotagées fixas.
= Nunca esquecer os pontos decimais, mesmo nas medidas inteiras no comando
MACH,
Férmula para célculo da rotacao maxima em qualquer fungao de roscamento,
segundo dados do fabricante:
Constante da maquina
RPM maxima =
Passo da rosca
Exemplo: rosca M50 x 3mm
RPM maxima = Constante do GALAXY _ png maxima = 5000 - 1666
Passo da rosca 3
Méquinas:
= Constante para GALAXY = 5000
= Constante para CENTUR = 3000
= Constante para COSMOS = 5000
Figura 13.36
CNC - Programacao de Comandos Numi
‘orneamento
Vous aimerez peut-être aussi
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Arduino Projeto 04 DesafiosDocument6 pagesArduino Projeto 04 DesafiosGustavo Henrique BarrosoPas encore d'évaluation
- Arduino Projeto 07 DesafiosDocument5 pagesArduino Projeto 07 DesafiosGustavo Henrique BarrosoPas encore d'évaluation
- Bacic PDFDocument20 pagesBacic PDFGustavo Henrique BarrosoPas encore d'évaluation
- Livro CNC Part12 PDFDocument20 pagesLivro CNC Part12 PDFGustavo Henrique BarrosoPas encore d'évaluation
- TCC 2014Document10 pagesTCC 2014Gustavo Henrique BarrosoPas encore d'évaluation
- Livro CNC Part11Document20 pagesLivro CNC Part11Gustavo Henrique BarrosoPas encore d'évaluation
- TCC 2014Document10 pagesTCC 2014Gustavo Henrique BarrosoPas encore d'évaluation
- Arduino Aula 01 Introducao PDFDocument22 pagesArduino Aula 01 Introducao PDFGustavo Henrique Barroso100% (1)
- Caminhão BetoneiraDocument38 pagesCaminhão Betoneiraracini454100% (1)
- TCCDocument22 pagesTCCGustavo Henrique BarrosoPas encore d'évaluation
- Mecanica Semana 06Document2 pagesMecanica Semana 06Gustavo Henrique BarrosoPas encore d'évaluation
- 3.1. Automação de Sistema e RobóticaDocument2 pages3.1. Automação de Sistema e RobóticaGustavo Henrique BarrosoPas encore d'évaluation
- Livro CNC Part9Document20 pagesLivro CNC Part9Gustavo Henrique BarrosoPas encore d'évaluation
- Livro CNC Part10Document20 pagesLivro CNC Part10Gustavo Henrique BarrosoPas encore d'évaluation
- Livro CNC Part2Document20 pagesLivro CNC Part2Gustavo Henrique BarrosoPas encore d'évaluation
- Livro CNC Part8Document20 pagesLivro CNC Part8Gustavo Henrique BarrosoPas encore d'évaluation
- Quimica 4Document2 pagesQuimica 4Gustavo Henrique BarrosoPas encore d'évaluation
- Livro CNC Part6Document20 pagesLivro CNC Part6Gustavo Henrique BarrosoPas encore d'évaluation
- CLP Prova Edu-Brasil - 2017Document1 pageCLP Prova Edu-Brasil - 2017Gustavo Henrique BarrosoPas encore d'évaluation
- MMN001 Métodos Numéricos Semana 3Document5 pagesMMN001 Métodos Numéricos Semana 3Gustavo Henrique BarrosoPas encore d'évaluation
- Descritivo Dos ExemplosDocument1 pageDescritivo Dos ExemplosGustavo Henrique BarrosoPas encore d'évaluation
- Atividade - Economia - Semana 4Document5 pagesAtividade - Economia - Semana 4Gustavo Henrique BarrosoPas encore d'évaluation
- O Exército Brasileiro após a Guerra das MalvinasDocument184 pagesO Exército Brasileiro após a Guerra das MalvinasGustavo Henrique BarrosoPas encore d'évaluation
- Com3101 Usb2.0Document150 pagesCom3101 Usb2.0Gustavo Henrique BarrosoPas encore d'évaluation
- Analise de Circuitos Prova - 2017Document2 pagesAnalise de Circuitos Prova - 2017Gustavo Henrique BarrosoPas encore d'évaluation
- 03 Asm CDocument19 pages03 Asm CMarcos Maciel GodinhoPas encore d'évaluation
- Criar Um LoaderDocument13 pagesCriar Um LoaderAirton Gomes de LimaPas encore d'évaluation
- Programacao AssemblerDocument28 pagesProgramacao AssemblerAlisson AraujoPas encore d'évaluation