Vous aimerez peut-être aussi
- 2.75 Blanking Plug (PA-000342) - EspañolDocument4 pages2.75 Blanking Plug (PA-000342) - EspañolJohny CáceresPas encore d'évaluation
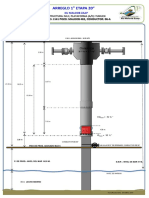
- Arreglo Diverter Etapa TR 20 Yunuen 482 C-06aDocument1 pageArreglo Diverter Etapa TR 20 Yunuen 482 C-06aForos IscPas encore d'évaluation
- Arreglos de Preventores Maloob 482 Segunda Etapa YunuenDocument1 pageArreglos de Preventores Maloob 482 Segunda Etapa YunuenForos IscPas encore d'évaluation
- Criterios Seleccion Materiales Servicio AmargoDocument8 pagesCriterios Seleccion Materiales Servicio AmargoALONSO GOMEZPas encore d'évaluation
- Catalogo General Mma PDFDocument44 pagesCatalogo General Mma PDFMauricio OrtaliPas encore d'évaluation
- Tubing 2 7/8" P-110 6.50 Lb/pie Api - 8Hrr Eue: Datos TécnicosDocument1 pageTubing 2 7/8" P-110 6.50 Lb/pie Api - 8Hrr Eue: Datos TécnicosRoman Arias100% (1)
- Anexo B-WPSDocument3 pagesAnexo B-WPSDaniel Andrés Bonilla MuñozPas encore d'évaluation
- Presentacion Va ToolsDocument50 pagesPresentacion Va ToolsramonacoPas encore d'évaluation
- HPHT Wellheads Rev 02Document17 pagesHPHT Wellheads Rev 02Juan Jose Clavijo100% (1)
- Cabezal de Pozos Api 6aDocument5 pagesCabezal de Pozos Api 6aJuan Almanza MosquedaPas encore d'évaluation
- Procedimiento de Instalación Paq 11Document77 pagesProcedimiento de Instalación Paq 11ALEJANDRO MARTINEZPas encore d'évaluation
- Pressure FittingDocument29 pagesPressure FittingGeovertis FernandezPas encore d'évaluation
- Válvula de seguridad para engrase de 15KSIDocument2 pagesVálvula de seguridad para engrase de 15KSINico Pan100% (1)
- Moore Endless Sucker RodDocument9 pagesMoore Endless Sucker RodMaria Jose CuellarPas encore d'évaluation
- Sistema modular Y-tool para derivación de pozosDocument16 pagesSistema modular Y-tool para derivación de pozosDynky BolPas encore d'évaluation
- Walworth Valvula FlotanteDocument19 pagesWalworth Valvula FlotanteAlbert RubianoPas encore d'évaluation
- C-1 Empaque Full BoreDocument21 pagesC-1 Empaque Full Boreolger nino100% (1)
- Heaton Spanish Ball Valve Catalogue Nov 09Document32 pagesHeaton Spanish Ball Valve Catalogue Nov 09Luz Adriana Tarazona Padilla67% (3)
- SAI - en REVISIÓN - Catalogo Herramientas de Ensayos - Rev 04 - 2015Document73 pagesSAI - en REVISIÓN - Catalogo Herramientas de Ensayos - Rev 04 - 2015Pither Zurita100% (1)
- Cabezal Adaptadores PozoDocument1 pageCabezal Adaptadores Pozocarlomonsalve1Pas encore d'évaluation
- Planchas Estructurales ASTM A 36Document2 pagesPlanchas Estructurales ASTM A 36juancaf773557Pas encore d'évaluation
- Sistema de Suspensión MudlineDocument11 pagesSistema de Suspensión MudlineRicardo FernandezPas encore d'évaluation
- Guía Pason para El Contratista Enel Lugar Del PozoDocument87 pagesGuía Pason para El Contratista Enel Lugar Del Pozomatias hernandezPas encore d'évaluation
- DS1 Vol3Document1 pageDS1 Vol3Ingenius TeamPas encore d'évaluation
- MSDS - R7K15 - Solvente Epóxico - EspañolDocument17 pagesMSDS - R7K15 - Solvente Epóxico - EspañolDeisy PeñaPas encore d'évaluation
- Determinación de recubrimientos de conversiónDocument4 pagesDeterminación de recubrimientos de conversiónJuan NinoPas encore d'évaluation
- p160 01 (FIG16) PDFDocument2 pagesp160 01 (FIG16) PDFCarlos Rafael Pereyra SegoviaPas encore d'évaluation
- Catàlogo de Materiales (Luz Marina Rondon Cedeño)Document59 pagesCatàlogo de Materiales (Luz Marina Rondon Cedeño)Dioximar MarcanoPas encore d'évaluation
- Cabezal ElectricoDocument1 pageCabezal ElectricoAndres Rivadeneira100% (1)
- XT EXtreme Torque Connections Flyer Spanish 25 de Julio 22Document2 pagesXT EXtreme Torque Connections Flyer Spanish 25 de Julio 22Hugo Alberto Rosas SosaPas encore d'évaluation
- Pdvsa: Manual de Ingeniería de DiseñoDocument29 pagesPdvsa: Manual de Ingeniería de DiseñoJose RendonPas encore d'évaluation
- RoscasDocument8 pagesRoscaskkantabroPas encore d'évaluation
- Catalogo Gral Valbol 2013VALVDocument20 pagesCatalogo Gral Valbol 2013VALVLeba FernandezPas encore d'évaluation
- ET-SER-004 Standing Valve V02Document1 pageET-SER-004 Standing Valve V02Nico Pan100% (1)
- Informe de Investigacion Amuay (COENER)Document104 pagesInforme de Investigacion Amuay (COENER)energia21Pas encore d'évaluation
- Check Valves Non-Return ValvesDocument1 pageCheck Valves Non-Return ValvesMickPas encore d'évaluation
- TamsaDocument2 pagesTamsaHomero NavarroPas encore d'évaluation
- Design Calculations For Sucker Rod Pumping SystemsDocument38 pagesDesign Calculations For Sucker Rod Pumping SystemshenguzPas encore d'évaluation
- MVL-001-097-0250-21 Rig 110 Master BushingDocument1 pageMVL-001-097-0250-21 Rig 110 Master BushingJUAN JOSE VESGA RUEDAPas encore d'évaluation
- Diagrama Del Manifold Swabbing y LubricadorDocument2 pagesDiagrama Del Manifold Swabbing y LubricadorCarlos SanchezPas encore d'évaluation
- DS TenarisHydril Hydril 511 4.500 10Document2 pagesDS TenarisHydril Hydril 511 4.500 10Petrobol AndinaPas encore d'évaluation
- Centek Aplicaciones en Espanol PDFDocument16 pagesCentek Aplicaciones en Espanol PDFAntonio Subero RuizPas encore d'évaluation
- WPS 003 ADocument4 pagesWPS 003 ACristian CalupiñaPas encore d'évaluation
- Folleto Operativo Packer EI-M5Document2 pagesFolleto Operativo Packer EI-M5Milena Puerto100% (1)
- Tapon de DesplazamientoDocument6 pagesTapon de DesplazamientoEd CalhePas encore d'évaluation
- B.O.P. ImportanteDocument40 pagesB.O.P. ImportanteCesar CasielloPas encore d'évaluation
- ASTM A515 Grado 60Document8 pagesASTM A515 Grado 60guidin89Pas encore d'évaluation
- Preventores de ReventoresDocument36 pagesPreventores de ReventoresNEMO0% (1)
- Catalogo Fusibles NHDocument34 pagesCatalogo Fusibles NHAlberto ChoezPas encore d'évaluation
- Valvulas y ChokesDocument38 pagesValvulas y ChokesJuanitoPintoPas encore d'évaluation
- 4145 H-Mod SPDocument1 page4145 H-Mod SPl_aguilar_mPas encore d'évaluation
- Setting Tool TaponesDocument7 pagesSetting Tool TaponesAnthony SiuPas encore d'évaluation
- Traduccion Del Manual de Baker EmpacadurasDocument5 pagesTraduccion Del Manual de Baker EmpacadurasMiguel NoboaPas encore d'évaluation
- Elastomeros IIDocument5 pagesElastomeros IIKarlaDannielyPerezGarcia100% (1)
- Standing ValveDocument4 pagesStanding ValveCG Martiin ContrerasPas encore d'évaluation
- Anexo 12 - Ficha Técnica VITON SHORE 90Document2 pagesAnexo 12 - Ficha Técnica VITON SHORE 90Angela Perez100% (3)
- Ficha Tecnica Valculas HCRDocument1 pageFicha Tecnica Valculas HCRCarlosSantamaria100% (1)
- API 2H EspañolDocument10 pagesAPI 2H EspañolYeison Andres Castro SanchezPas encore d'évaluation
- Norma E6!1!224-1 Horquillas Reentubados ShellDocument7 pagesNorma E6!1!224-1 Horquillas Reentubados Shelljromero_rpgPas encore d'évaluation
- Soldadura MAG de estructuras de acero al carbono. FMEC0210D'EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Pas encore d'évaluation
- Proceso de Manufactura Del Mortajado BroDocument16 pagesProceso de Manufactura Del Mortajado BroluzelarPas encore d'évaluation
- PE 010 Indicadores de CalidadDocument4 pagesPE 010 Indicadores de CalidadluzelarPas encore d'évaluation
- EM-004 - para El SAE 4140 CreoDocument9 pagesEM-004 - para El SAE 4140 CreoluzelarPas encore d'évaluation
- Procesos modernos de soldadura: ventajas tecnológicas y económicasDocument24 pagesProcesos modernos de soldadura: ventajas tecnológicas y económicasluzelarPas encore d'évaluation
- PE 005 Satisfacción Del ClienteDocument4 pagesPE 005 Satisfacción Del ClienteluzelarPas encore d'évaluation
- Codigo de Colores para AcerosDocument1 pageCodigo de Colores para Acerosluzelar75% (4)
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Document9 pagesRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaPas encore d'évaluation
- Catalogo RetusinDocument52 pagesCatalogo RetusinamicarelliPas encore d'évaluation
- Instructivo - Numeracion de REGISTROS - VS2Document2 pagesInstructivo - Numeracion de REGISTROS - VS2luzelarPas encore d'évaluation
- PE 010 Indicadores de CalidadDocument4 pagesPE 010 Indicadores de CalidadluzelarPas encore d'évaluation
- Convenio Colectivo Nro 260-75 UOMDocument194 pagesConvenio Colectivo Nro 260-75 UOMemicohen0% (1)
- A L Casillas - Maquinas - Calculos de Taller - 1 PDFDocument322 pagesA L Casillas - Maquinas - Calculos de Taller - 1 PDFpacobu128Pas encore d'évaluation
- PE 005 Satisfacción Del ClienteDocument4 pagesPE 005 Satisfacción Del ClienteluzelarPas encore d'évaluation
- PE 005 Satisfacción Del ClienteDocument4 pagesPE 005 Satisfacción Del ClienteluzelarPas encore d'évaluation
- Presentacion RATECNICA - 2014 - ADocument10 pagesPresentacion RATECNICA - 2014 - AluzelarPas encore d'évaluation
- AdhesivosDocument17 pagesAdhesivosNelson Cáceres BurboaPas encore d'évaluation
- Papel Prensa. Informe FinalDocument218 pagesPapel Prensa. Informe FinalMartín LasartePas encore d'évaluation
- Presentacion RATECNICA 2011 - Vs1bDocument9 pagesPresentacion RATECNICA 2011 - Vs1bluzelarPas encore d'évaluation
- Estrategias de proceso en la producción industrialDocument16 pagesEstrategias de proceso en la producción industrialEnrique Rodriguez100% (2)
- Memoria EstructuralDocument115 pagesMemoria EstructuralmeliPas encore d'évaluation
- Fierros de construcción Aceros ArequipaDocument7 pagesFierros de construcción Aceros ArequipaMiguelPas encore d'évaluation
- Kingspan Isoeste Catalogo de Produtos ES BRDocument31 pagesKingspan Isoeste Catalogo de Produtos ES BRdiego cardozo carvalloPas encore d'évaluation
- Preguntas Frecuentes Sobre STEEL FRAMEDocument1 pagePreguntas Frecuentes Sobre STEEL FRAMEJulieta StradaPas encore d'évaluation
- Metodologia Corazon...Document30 pagesMetodologia Corazon...Fernando EndaraPas encore d'évaluation
- 3 Trabajo Protección de Tuberías PDFDocument20 pages3 Trabajo Protección de Tuberías PDFNielsPas encore d'évaluation
- Corrosion Por Acidos y AlcalisDocument14 pagesCorrosion Por Acidos y AlcalisAnDrePas encore d'évaluation
- Ensayos Mecánicos Del AceroDocument54 pagesEnsayos Mecánicos Del AceroMarcela Aguirre75% (4)
- Aportes de materiales para construcciónDocument4 pagesAportes de materiales para construcciónRene Houseman Valladares CrisantePas encore d'évaluation
- Taller 02 - ConstrucciónDocument35 pagesTaller 02 - ConstrucciónPasvil Vilca GPas encore d'évaluation
- Metalurgia de La Soldadura - Parte 2BDocument20 pagesMetalurgia de La Soldadura - Parte 2BWanda LopezPas encore d'évaluation
- Valvula PDFDocument180 pagesValvula PDFAlanna MartinPas encore d'évaluation
- Conexiones de Miembros en Una EstructuraDocument23 pagesConexiones de Miembros en Una EstructuraJulio FerrerPas encore d'évaluation
- Concreto Con Fibra UNICONDocument2 pagesConcreto Con Fibra UNICONBryan Raúl ACPas encore d'évaluation
- Aceros InoxidablesDocument16 pagesAceros InoxidablesAna MaríaPas encore d'évaluation
- Moldajes Industrializados - CIFUENTES + GONZÁLEZ + SOTODocument17 pagesMoldajes Industrializados - CIFUENTES + GONZÁLEZ + SOTOkattyta_210% (1)
- Tamaño de GranoDocument10 pagesTamaño de GranoAnonymous HboB7qLPas encore d'évaluation
- Tanque de LodoDocument2 pagesTanque de LodoJesus Castro UgartePas encore d'évaluation
- Hornos de Tratamiento TermicoDocument3 pagesHornos de Tratamiento TermicoMauricio CarmonaPas encore d'évaluation
- Sistema RNC en LíneaDocument14 pagesSistema RNC en Líneadocs_archiver100% (2)
- NMX S 057 Scfi 2002Document37 pagesNMX S 057 Scfi 2002No al maltrato AnimalPas encore d'évaluation
- Practica 4 - Resistencia de Materiales - Carlos Joo - 2014Document6 pagesPractica 4 - Resistencia de Materiales - Carlos Joo - 2014miguelPas encore d'évaluation
- Material Tabla Comparativa Aceros Tipos Analisis Quimico Aplicaciones Maquinaria Herramientas Trabajos InoxidablesDocument2 pagesMaterial Tabla Comparativa Aceros Tipos Analisis Quimico Aplicaciones Maquinaria Herramientas Trabajos InoxidablesAmanda FitzgeraldPas encore d'évaluation
- Acoples Flexibles Nema 7 Cidet PDFDocument8 pagesAcoples Flexibles Nema 7 Cidet PDFvíctor simancaPas encore d'évaluation
- Aceros BonificadosDocument42 pagesAceros BonificadosHector Naranjo100% (1)
- Valvulas Mariposa DiserteacionDocument16 pagesValvulas Mariposa DiserteacionRodrigo FernandezPas encore d'évaluation
- Antecedentes HarbandingDocument4 pagesAntecedentes HarbandingmriveizaPas encore d'évaluation
- Proceso Constructivo de Una Columna de ConcretoDocument16 pagesProceso Constructivo de Una Columna de ConcretoMil ChPas encore d'évaluation
- Escaleras - Informe FinalDocument32 pagesEscaleras - Informe FinalMariella Vergara Lecca100% (1)