Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- VDA Volume Assessment of Quality Management Methods Guideline 1st Edition November 2017 Online-DocumentDocument36 pagesVDA Volume Assessment of Quality Management Methods Guideline 1st Edition November 2017 Online-DocumentR JPas encore d'évaluation
- Maharashtra State Board of Technical Education. Academic Monitoring Department ProfileDocument14 pagesMaharashtra State Board of Technical Education. Academic Monitoring Department Profilevspd2010Pas encore d'évaluation
- Fisker Karma - Battery 12V Jump StartDocument2 pagesFisker Karma - Battery 12V Jump StartRedacTHORPas encore d'évaluation
- Crop Science SyllabusDocument42 pagesCrop Science Syllabusbetty makushaPas encore d'évaluation
- Imaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFDocument3 130 pagesImaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFthe gaangster100% (1)
- Second Language Learning in The Classroom PDFDocument2 pagesSecond Language Learning in The Classroom PDFThanh Phương VõPas encore d'évaluation
- CD4 12-P374493Document30 pagesCD4 12-P374493suraj_savant1Pas encore d'évaluation
- Dial 1298 For Ambulance - HSBCDocument22 pagesDial 1298 For Ambulance - HSBCDial1298forAmbulancePas encore d'évaluation
- PTD30600301 4202 PDFDocument3 pagesPTD30600301 4202 PDFwoulkanPas encore d'évaluation
- Unwrapping The StandardsDocument2 pagesUnwrapping The Standardsapi-254299227100% (1)
- Part TOEFLDocument7 pagesPart TOEFLFrisca Rahma DwinantiPas encore d'évaluation
- School of Management Studies INDIRA GANDHI NATIONAL OPEN UNIVERSITY Proforma For Approval of Project Proposal (MS-100)Document12 pagesSchool of Management Studies INDIRA GANDHI NATIONAL OPEN UNIVERSITY Proforma For Approval of Project Proposal (MS-100)Pramod ShawPas encore d'évaluation
- DGKCC Internship ReportDocument17 pagesDGKCC Internship ReportMuhammad AtharPas encore d'évaluation
- University Grading System - VTUDocument3 pagesUniversity Grading System - VTUmithilesh8144Pas encore d'évaluation
- R07 SET-1: Code No: 07A6EC04Document4 pagesR07 SET-1: Code No: 07A6EC04Jithesh VPas encore d'évaluation
- Montessori Vs WaldorfDocument4 pagesMontessori Vs WaldorfAbarnaPas encore d'évaluation
- Dental Clinic - Floor Plan R3-2Document1 pageDental Clinic - Floor Plan R3-2kanagarajodisha100% (1)
- Microcal P20Document2 pagesMicrocal P20ctmtectrolPas encore d'évaluation
- Army Public School No.1 Jabalpur Practical List - Computer Science Class - XIIDocument4 pagesArmy Public School No.1 Jabalpur Practical List - Computer Science Class - XIIAdityaPas encore d'évaluation
- LG) Pc-Ii Formulation of Waste Management PlansDocument25 pagesLG) Pc-Ii Formulation of Waste Management PlansAhmed ButtPas encore d'évaluation
- Case StarbucksDocument3 pagesCase StarbucksAbilu Bin AkbarPas encore d'évaluation
- Statistics and Probability Course Syllabus (2023) - SignedDocument3 pagesStatistics and Probability Course Syllabus (2023) - SignedDarence Fujihoshi De AngelPas encore d'évaluation
- ARRANGING For Marchong or Concert BandDocument13 pagesARRANGING For Marchong or Concert BandCheGus AtilanoPas encore d'évaluation
- STIHL TS410, TS420 Spare PartsDocument11 pagesSTIHL TS410, TS420 Spare PartsMarinko PetrovićPas encore d'évaluation
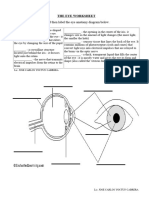
- The Eye WorksheetDocument3 pagesThe Eye WorksheetCally ChewPas encore d'évaluation
- Attitude of Tribal and Non Tribal Students Towards ModernizationDocument9 pagesAttitude of Tribal and Non Tribal Students Towards ModernizationAnonymous CwJeBCAXpPas encore d'évaluation
- English 9 Week 5 Q4Document4 pagesEnglish 9 Week 5 Q4Angel EjePas encore d'évaluation
- Porifera and CnidariaDocument16 pagesPorifera and CnidariaMichaelPas encore d'évaluation
- Speaking Quý 1 2024Document43 pagesSpeaking Quý 1 2024Khang HoàngPas encore d'évaluation
- 2019 Auto Truck Key Blank Reference PDFDocument188 pages2019 Auto Truck Key Blank Reference PDFAlbert RodaPas encore d'évaluation