Vous aimerez peut-être aussi
- Fatigue Cracking and FractographyDocument9 pagesFatigue Cracking and FractographydxsszszPas encore d'évaluation
- How To Inspect A GearboxDocument12 pagesHow To Inspect A Gearboxivan wijayaPas encore d'évaluation
- ISO-630-1995 StandardDocument14 pagesISO-630-1995 StandardashokkdesignPas encore d'évaluation
- As 2821-2003 Fluid Power Systems and Components - Cylinders - Identification Code For Mounting Dimensions andDocument8 pagesAs 2821-2003 Fluid Power Systems and Components - Cylinders - Identification Code For Mounting Dimensions andSAI Global - APACPas encore d'évaluation
- OTE Larox PF Filter Brochure-Lores-Pages PDFDocument8 pagesOTE Larox PF Filter Brochure-Lores-Pages PDFQuinton PaulsePas encore d'évaluation
- Cerro Verde Production Unit Expansion: Non Destructive Examination Requirements Document No. SN-100462-MD12Document3 pagesCerro Verde Production Unit Expansion: Non Destructive Examination Requirements Document No. SN-100462-MD12jhonPas encore d'évaluation
- Aws B2.1.006Document11 pagesAws B2.1.006benderman1Pas encore d'évaluation
- Brochure-Filter Press.-TORODocument12 pagesBrochure-Filter Press.-TOROSebastian Gomez BetancourtPas encore d'évaluation
- Manual Reductor SumitomoDocument11 pagesManual Reductor SumitomoPhilip WalkerPas encore d'évaluation
- Bolts 354 BDDocument2 pagesBolts 354 BDfernandoarias100% (1)
- HOFFMAN 751 Series: General Arrangement Flange OrientationsDocument1 pageHOFFMAN 751 Series: General Arrangement Flange OrientationsLuis Fernando BravoPas encore d'évaluation
- DIS 20806 Balancing PDFDocument30 pagesDIS 20806 Balancing PDFzaidbismaPas encore d'évaluation
- Draw Ing Approval Required: Nord Gear Corporation QUOTE: 85-050416HA N/A N/A N/ADocument1 pageDraw Ing Approval Required: Nord Gear Corporation QUOTE: 85-050416HA N/A N/A N/ADiego MejiaPas encore d'évaluation
- Skirt Board Assembly 2400Mm D9 Apron Feeder Skirt Board AssemblyDocument4 pagesSkirt Board Assembly 2400Mm D9 Apron Feeder Skirt Board AssemblyMohammad AdilPas encore d'évaluation
- (Vol V), 2021 Rules For Materials, 2021Document440 pages(Vol V), 2021 Rules For Materials, 2021sigit purwantoPas encore d'évaluation
- User ManualDocument86 pagesUser ManualAlvaro CotaquispePas encore d'évaluation
- Fractography Machine ShaftsDocument24 pagesFractography Machine ShaftsAnuradha SkaPas encore d'évaluation
- Recognizing Gear FailuresDocument6 pagesRecognizing Gear FailureshammermfgPas encore d'évaluation
- ISO 965-1 CalibradorDocument7 pagesISO 965-1 CalibradorMICHELPas encore d'évaluation
- Aa0850132-I Lpi AcceptanceDocument3 pagesAa0850132-I Lpi Acceptancekompany_d100% (1)
- Lenova Infinity PDFDocument210 pagesLenova Infinity PDFayaskantkPas encore d'évaluation
- How To Analyze Gear FailuresDocument6 pagesHow To Analyze Gear FailuresHossein100% (1)
- Journal of Failure Analysis & Prevention ArticlesDocument2 pagesJournal of Failure Analysis & Prevention Articlesmuki10Pas encore d'évaluation
- Seller Document Review PermissionDocument1 pageSeller Document Review PermissionSALVADOR SERVICIOS GENERALESPas encore d'évaluation
- Bomba Vertical GOULDSDocument84 pagesBomba Vertical GOULDSHéctor RiveraPas encore d'évaluation
- Rambold - Katalog 2004 ENDocument53 pagesRambold - Katalog 2004 END.T.Pas encore d'évaluation
- Babbitted Bearings TCEDocument34 pagesBabbitted Bearings TCEWilliam BelloPas encore d'évaluation
- Accesorios Csi SensoresDocument7 pagesAccesorios Csi SensoresVILLANUEVA_DANIEL2064Pas encore d'évaluation
- Din 17671Document0 pageDin 17671Niculescu Marian50% (2)
- 141 110 2 Falk Magnum Seals For Type A, AB, Y, YF, YB Drives Selection ManualDocument4 pages141 110 2 Falk Magnum Seals For Type A, AB, Y, YF, YB Drives Selection ManualLazzarus Az GunawanPas encore d'évaluation
- Ilnas-En Iso 14405-1:2010Document3 pagesIlnas-En Iso 14405-1:2010Bangali SinghPas encore d'évaluation
- Maintenance Manual: Manufacturing Number GenericDocument64 pagesMaintenance Manual: Manufacturing Number GenericManh PhamPas encore d'évaluation
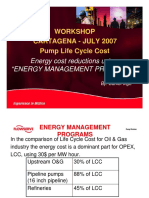
- Pump Life Cycle Cost 8 Energy Cost ReductionDocument31 pagesPump Life Cycle Cost 8 Energy Cost ReductionRafael OrjuelaPas encore d'évaluation
- Vibration Monitoring: Envelope Signal ProcessingDocument14 pagesVibration Monitoring: Envelope Signal ProcessingDkdkkd100% (1)
- James I. Taylor - The Vibration Analysis Handbook (2003, VCI) - Libgen - lc-1-5Document5 pagesJames I. Taylor - The Vibration Analysis Handbook (2003, VCI) - Libgen - lc-1-5Khemiri Houssem EddinePas encore d'évaluation
- Iso 7919 1 Mechanical Vibration Standard Measurements On Rotating PartspdfDocument24 pagesIso 7919 1 Mechanical Vibration Standard Measurements On Rotating PartspdfspePas encore d'évaluation
- Belt Preventive Maintenance ManualDocument67 pagesBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterPas encore d'évaluation
- 980e 4 PDFDocument16 pages980e 4 PDFnikbeam0% (1)
- Enhancing System Reliability BookDocument4 pagesEnhancing System Reliability BookMuadz EswanPas encore d'évaluation
- Agma CatalogDocument64 pagesAgma CatalogTrung Thanh100% (1)
- Is Iso 6547 1981Document9 pagesIs Iso 6547 1981Govind RaoPas encore d'évaluation
- Industrial Shaft Seals - 10919 - 2 EN PDFDocument488 pagesIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaPas encore d'évaluation
- BASUKI - Waste Heat BoilerDocument2 pagesBASUKI - Waste Heat BoilerEdhi SutantoPas encore d'évaluation
- Despiece de Reductor y NombresDocument1 pageDespiece de Reductor y NombresDaniel Alarcon RodriguezPas encore d'évaluation
- Spring Wire Manufacturing PDFDocument49 pagesSpring Wire Manufacturing PDFAnshuman RoyPas encore d'évaluation
- Spring Wire Manufacturing PDFDocument49 pagesSpring Wire Manufacturing PDFAnshuman RoyPas encore d'évaluation
- Al Cooling Effect and Microstructure PDFDocument12 pagesAl Cooling Effect and Microstructure PDFAnshuman RoyPas encore d'évaluation
- Optimizing Gear Performance by Alloy Modification of Carburized GearsDocument20 pagesOptimizing Gear Performance by Alloy Modification of Carburized GearsFathia AlkelaePas encore d'évaluation
- Selecting Preformance GreaseDocument43 pagesSelecting Preformance GreaseShakti ShuklaPas encore d'évaluation
- Understanding Porosity and Vacuum Impregnation EbookDocument11 pagesUnderstanding Porosity and Vacuum Impregnation EbookAnshuman RoyPas encore d'évaluation
- Contact Stress of GearDocument225 pagesContact Stress of GearAnshuman RoyPas encore d'évaluation
- Optimizing Gear Performance by Alloy Modification of Carburized GearsDocument20 pagesOptimizing Gear Performance by Alloy Modification of Carburized GearsFathia AlkelaePas encore d'évaluation
- Case Depth and Load Capacity AnalysisDocument8 pagesCase Depth and Load Capacity AnalysisAnshuman RoyPas encore d'évaluation
- Case Depth and Load Capacity AnalysisDocument8 pagesCase Depth and Load Capacity AnalysisAnshuman RoyPas encore d'évaluation
- Case Depth and Load Capacity AnalysisDocument8 pagesCase Depth and Load Capacity AnalysisAnshuman RoyPas encore d'évaluation
- Pitting of Gear4 PDFDocument27 pagesPitting of Gear4 PDFAnshuman RoyPas encore d'évaluation
- High Temp 2618 AlloyDocument19 pagesHigh Temp 2618 AlloyAnshuman RoyPas encore d'évaluation
- Handbook Alloys For Structural Applications RHEINFELDEN ALLOYS 2017 enDocument28 pagesHandbook Alloys For Structural Applications RHEINFELDEN ALLOYS 2017 enAnshuman RoyPas encore d'évaluation
- Pitting of Gear4 PDFDocument27 pagesPitting of Gear4 PDFAnshuman RoyPas encore d'évaluation
- Analyze of The Possible Causes of Porosity Type Defects in Aluminum High Pressure Diecast PartsDocument4 pagesAnalyze of The Possible Causes of Porosity Type Defects in Aluminum High Pressure Diecast PartsdhileebanPas encore d'évaluation
- Rare Earth FutureDocument13 pagesRare Earth FutureAnshuman RoyPas encore d'évaluation
- B209M ASTM Aluminum StandardsDocument26 pagesB209M ASTM Aluminum StandardsDanny SeePas encore d'évaluation
- CLASSIFY ZINC DIE CASTING DEFECTSDocument20 pagesCLASSIFY ZINC DIE CASTING DEFECTSAnshuman RoyPas encore d'évaluation
- Handbook Alloys For Structural Applications RHEINFELDEN ALLOYS 2017 enDocument28 pagesHandbook Alloys For Structural Applications RHEINFELDEN ALLOYS 2017 enAnshuman RoyPas encore d'évaluation
- Thermal Behaviour and Optimization of Piston Coating Material (Al-Si) Used in Petrol EngineDocument7 pagesThermal Behaviour and Optimization of Piston Coating Material (Al-Si) Used in Petrol EngineAnshuman RoyPas encore d'évaluation
- Al Alloys For BIWDocument10 pagesAl Alloys For BIWAnshuman RoyPas encore d'évaluation
- En Docol Welding Handbook v2 2018 WEBDocument56 pagesEn Docol Welding Handbook v2 2018 WEBAnshuman RoyPas encore d'évaluation
- GM Future Automotive Presentation PDFDocument42 pagesGM Future Automotive Presentation PDFAnshuman Roy100% (1)
- Alternate Fuel 2Document25 pagesAlternate Fuel 2Anshuman RoyPas encore d'évaluation
- Tms Vol2016 1991Document0 pageTms Vol2016 1991Raman KumarPas encore d'évaluation
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument21 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherAnshuman RoyPas encore d'évaluation
- SEM FractographyDocument17 pagesSEM FractographyAnshuman Roy0% (1)
- Steel The BasicsDocument8 pagesSteel The BasicsAnshuman RoyPas encore d'évaluation
- Dual Phase Steel FundamentalsDocument15 pagesDual Phase Steel FundamentalsAnshuman RoyPas encore d'évaluation