Vous aimerez peut-être aussi
- Cable Termination - BS5372 - DormanDocument1 pageCable Termination - BS5372 - DormanedalzurcPas encore d'évaluation
- Learning To Love VBA PDFDocument108 pagesLearning To Love VBA PDFedalzurc0% (1)
- Gases For Plasma Cutting PDFDocument1 pageGases For Plasma Cutting PDFedalzurcPas encore d'évaluation
- Python Intro To Computer Science PDFDocument261 pagesPython Intro To Computer Science PDFedalzurcPas encore d'évaluation
- MFAC14 Application GuidanceDocument22 pagesMFAC14 Application GuidanceleedodsonPas encore d'évaluation
- Run Your Diesel Vehicle On Biofuels PDFDocument250 pagesRun Your Diesel Vehicle On Biofuels PDFedalzurcPas encore d'évaluation
- Cable 2 ToroidDocument1 pageCable 2 ToroidedalzurcPas encore d'évaluation
- Baking Soda A Natural Remedy - Ulcer PainDocument4 pagesBaking Soda A Natural Remedy - Ulcer PainedalzurcPas encore d'évaluation
- Cable Temperature RatingsDocument2 pagesCable Temperature RatingsedalzurcPas encore d'évaluation
- Gases For Plasma CuttingDocument1 pageGases For Plasma CuttingedalzurcPas encore d'évaluation
- Fat Fiction - How Do You Get GallstonesDocument12 pagesFat Fiction - How Do You Get GallstonesedalzurcPas encore d'évaluation
- Natural pH-Indicators PDFDocument3 pagesNatural pH-Indicators PDFedalzurcPas encore d'évaluation
- Al-Fanar Derating FactorsDocument1 pageAl-Fanar Derating FactorsedalzurcPas encore d'évaluation
- Natural PH IndicatorsDocument3 pagesNatural PH IndicatorsedalzurcPas encore d'évaluation
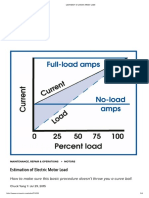
- Estimation of Electric Motor Load PDFDocument4 pagesEstimation of Electric Motor Load PDFedalzurcPas encore d'évaluation
- Naturally Treating GallstonesDocument4 pagesNaturally Treating GallstonesedalzurcPas encore d'évaluation
- Power Amplifier SizingDocument6 pagesPower Amplifier SizingedalzurcPas encore d'évaluation
- Red Cabbage PH IndicatorDocument4 pagesRed Cabbage PH IndicatoredalzurcPas encore d'évaluation
- B01LX6GEVLDocument155 pagesB01LX6GEVLrphmi100% (2)
- Current Transformer Design GuideDocument3 pagesCurrent Transformer Design Guidedeepthik27Pas encore d'évaluation
- BIOS Password Backdoors in LaptopsDocument4 pagesBIOS Password Backdoors in LaptopsedalzurcPas encore d'évaluation
- Baking Soda A Natural Remedy - Ulcer PainDocument4 pagesBaking Soda A Natural Remedy - Ulcer PainedalzurcPas encore d'évaluation
- Estimating With Microsoft ExcelDocument9 pagesEstimating With Microsoft ExcelBert EngPas encore d'évaluation
- Estimation of Electric Motor LoadDocument4 pagesEstimation of Electric Motor LoadedalzurcPas encore d'évaluation
- Fat Fiction - How Do You Get GallstonesDocument12 pagesFat Fiction - How Do You Get GallstonesedalzurcPas encore d'évaluation
- Naturally Treating GallstonesDocument4 pagesNaturally Treating GallstonesedalzurcPas encore d'évaluation
- Aerogen 15piesDocument18 pagesAerogen 15piesJuan Marcelo Rodriguez PereyraPas encore d'évaluation
- Drive and Folder Sharing Win7Document4 pagesDrive and Folder Sharing Win7edalzurcPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Chem 102 SolutionsDocument10 pagesChem 102 SolutionsMuhammad Nazif AzmiPas encore d'évaluation
- The Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionDocument20 pagesThe Curious Behavior of Homogeneous Azeotropic Distillation-Implications For Entrainer SelectionkarimifarhadPas encore d'évaluation
- Super Critical Fluids and Its Application Seminar PresentationDocument12 pagesSuper Critical Fluids and Its Application Seminar PresentationParth BrahmbhattPas encore d'évaluation
- Refrigerantes Cartas y TablasDocument196 pagesRefrigerantes Cartas y TablasNatali Paris PerviaPas encore d'évaluation
- September 2019Document88 pagesSeptember 2019Admin VendorPas encore d'évaluation
- Reactive Process BalancesDocument49 pagesReactive Process BalancesSasmilah KandsamyPas encore d'évaluation
- Lecture#01# Types Well CompletionDocument12 pagesLecture#01# Types Well CompletionSherif MohammedPas encore d'évaluation
- Corrosion and Rusting Presentation (Chemistry Summer Holiday Homework)Document9 pagesCorrosion and Rusting Presentation (Chemistry Summer Holiday Homework)georgePas encore d'évaluation
- Recommended Abma & Asme Boiler Water Limits Drum Operating Pressure (Psig) SteamDocument9 pagesRecommended Abma & Asme Boiler Water Limits Drum Operating Pressure (Psig) Steammaoc4vnPas encore d'évaluation
- DistillationDocument17 pagesDistillationRenu SekaranPas encore d'évaluation
- Organic Chemistry Reaction Mechanism Group AssignmentDocument3 pagesOrganic Chemistry Reaction Mechanism Group AssignmentSourabh Dhavala0% (1)
- Vapor Pressures and Relative Volatility of n-Pentane and n-HexaneDocument5 pagesVapor Pressures and Relative Volatility of n-Pentane and n-Hexaneaypdfiq2Pas encore d'évaluation
- Boiler TroublesDocument9 pagesBoiler TroublesMadhavanIce50% (2)
- Nox ControlDocument9 pagesNox Controlsureshbabu7374Pas encore d'évaluation
- CCAC OGMP TGD 6 Storage Tanks - FinalDocument10 pagesCCAC OGMP TGD 6 Storage Tanks - FinalNicholas FooPas encore d'évaluation
- Kuwait Energy ConsetionsDocument1 pageKuwait Energy ConsetionsamrPas encore d'évaluation
- LECTURE NOTES PET 416 Oil and Gas Pollution and Control Module 2 2015 2016Document9 pagesLECTURE NOTES PET 416 Oil and Gas Pollution and Control Module 2 2015 2016Abdulganiyu AbdulafeezPas encore d'évaluation
- Tia55 05 1Document2 pagesTia55 05 1Data Clean Sac ChisanPas encore d'évaluation
- OISD Standards as of December 2015Document10 pagesOISD Standards as of December 2015wahamanwah0% (1)
- Bouygues Construction Nigeria Limited: Weld History SheetDocument5 pagesBouygues Construction Nigeria Limited: Weld History SheetnwohaPas encore d'évaluation
- TENARIS - Supply Solutions For The HPIOKDocument2 pagesTENARIS - Supply Solutions For The HPIOKEl_GasistaPas encore d'évaluation
- Bio Gas As Alternet Fuel in Ic EngineDocument24 pagesBio Gas As Alternet Fuel in Ic Engineapi-3706848100% (6)
- Untitled PDFDocument238 pagesUntitled PDFSyadila LutfiPas encore d'évaluation
- Biogas Purification and Methane-Enrichment For Industrial Use - Mr. Sanjay Sharma, PSADocument15 pagesBiogas Purification and Methane-Enrichment For Industrial Use - Mr. Sanjay Sharma, PSASean HarshaPas encore d'évaluation
- Analysis of coal combustion calculations and flue gas compositionDocument3 pagesAnalysis of coal combustion calculations and flue gas compositionMichael Robert Gatdula SamarPas encore d'évaluation
- LNG Safety and Security Update 2012Document78 pagesLNG Safety and Security Update 2012merarinPas encore d'évaluation
- How We Can Collaborate On Green Energy Transition?Document12 pagesHow We Can Collaborate On Green Energy Transition?Dawid HanakPas encore d'évaluation
- Vinyl Chloride Monomer: Perry Equipment CorporationDocument2 pagesVinyl Chloride Monomer: Perry Equipment CorporationZackPas encore d'évaluation
- Energy: Chem 02 Lecture of Mr. JV NazarenoDocument24 pagesEnergy: Chem 02 Lecture of Mr. JV NazarenoGwyneth Marie DayaganPas encore d'évaluation
- HYSYS Simulation For Natural Gas Dehydration and SweeteningDocument8 pagesHYSYS Simulation For Natural Gas Dehydration and SweeteningHaziq MirzaPas encore d'évaluation