Vous aimerez peut-être aussi
- AFT Calc1Document24 pagesAFT Calc1Job MateusPas encore d'évaluation
- World LNG 2017 IGU - Report PDFDocument100 pagesWorld LNG 2017 IGU - Report PDFRABIU M RABIUPas encore d'évaluation
- Sphere Design and Thickness Calculation (Div 2)Document6 pagesSphere Design and Thickness Calculation (Div 2)Asad KhanPas encore d'évaluation
- Mass Balance 3Document22 pagesMass Balance 3barbadosiyPas encore d'évaluation
- Gas Condensate ReservoirDocument33 pagesGas Condensate ReservoirMohammad Iqbal Mahamad Amir100% (3)
- GPM Calculation For NGL RecoveryDocument3 pagesGPM Calculation For NGL Recoverysanjay0% (1)
- TKR - Calculation AC HeatLoad - Rev1Document15 pagesTKR - Calculation AC HeatLoad - Rev1giatuan85_728400728Pas encore d'évaluation
- Exam Style Answers 3 Asal Physics CBDocument2 pagesExam Style Answers 3 Asal Physics CBAnshul ShahPas encore d'évaluation
- Calculo HP K-60 AbDocument23 pagesCalculo HP K-60 Abgustavo barbozaPas encore d'évaluation
- Gas Condensate PVTDocument14 pagesGas Condensate PVTMaisam Abbas100% (1)
- Boiler Efficiency Calculations - FinalDocument50 pagesBoiler Efficiency Calculations - FinalDilip MishraPas encore d'évaluation
- Chapter 5 - Chemical DSGNDocument126 pagesChapter 5 - Chemical DSGNSyukri ZainuddinPas encore d'évaluation
- Combustion of Fossil FuelsDocument5 pagesCombustion of Fossil FuelsRahul ChandrawarPas encore d'évaluation
- Efisiensi Boiler Metode Tak LangsungDocument64 pagesEfisiensi Boiler Metode Tak LangsungDicki PangestuPas encore d'évaluation
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995D'EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Évaluation : 5 sur 5 étoiles5/5 (1)
- Practical Research 2: Quarter 1 - Module 3Document51 pagesPractical Research 2: Quarter 1 - Module 3bernadette domoloanPas encore d'évaluation
- AFT Calc1Document18 pagesAFT Calc1VgokulGokul100% (1)
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasD'EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasPas encore d'évaluation
- Ammona Plant Parameters CO2 BalanceDocument16 pagesAmmona Plant Parameters CO2 BalanceManish Gautam0% (1)
- Boiler - Efficiency - Calculations - Final - (2) SACDocument53 pagesBoiler - Efficiency - Calculations - Final - (2) SACdineshkbunker08Pas encore d'évaluation
- Boudouard ReactionDocument5 pagesBoudouard ReactionHailey17100% (1)
- GAPS Guidelines: Electrostatic PrecipitatorsDocument4 pagesGAPS Guidelines: Electrostatic PrecipitatorsAsad KhanPas encore d'évaluation
- Gas Shrinkage Calculations by Aqsam For Waqar Bhatti SBDocument3 pagesGas Shrinkage Calculations by Aqsam For Waqar Bhatti SBWaqar BhattiPas encore d'évaluation
- To Find:: 1. Voluewtric MethodDocument3 pagesTo Find:: 1. Voluewtric MethodAsad Ul HaqPas encore d'évaluation
- Class Work For Deepwater Subse EngineeringDocument6 pagesClass Work For Deepwater Subse EngineeringAdeola OderindePas encore d'évaluation
- ENCH607-ENPE625 Assignment-03 Fall 2020Document3 pagesENCH607-ENPE625 Assignment-03 Fall 2020Ghost RiderPas encore d'évaluation
- Data Reference: Merk: FG-Wilson, Model: P700-1, 2014 Fuel ConsumptionDocument22 pagesData Reference: Merk: FG-Wilson, Model: P700-1, 2014 Fuel ConsumptionIrene 'septiriana'Pas encore d'évaluation
- MCH-Fluids Properties ExcercisesDocument2 pagesMCH-Fluids Properties ExcercisesRafraf Ezdine100% (1)
- NP Corrosion Management ProcedureDocument11 pagesNP Corrosion Management ProcedureSamira NazeryPas encore d'évaluation
- Jumadiao, Yra Marielle M. Exercise 9: Heat Balance and Theoretical Flame Temperature GivenDocument4 pagesJumadiao, Yra Marielle M. Exercise 9: Heat Balance and Theoretical Flame Temperature GivenJanelle M. JumadiaoPas encore d'évaluation
- Assignment 01Document3 pagesAssignment 01Nick jamesPas encore d'évaluation
- Compo SetDocument1 pageCompo SetabdorlePas encore d'évaluation
- Metro ViewerDocument5 pagesMetro ViewerSteve WanPas encore d'évaluation
- Aida Septia Rahastika - Kasus 5Document10 pagesAida Septia Rahastika - Kasus 5Gyan Prameswara100% (1)
- Compositional Analysis of Sample T-SiminDocument1 pageCompositional Analysis of Sample T-SiminAlejandro GorostietaPas encore d'évaluation
- AweweDocument7 pagesAweweMark Kervin AbuPas encore d'évaluation
- ENCH607-ENPE625 Assignment-02Document2 pagesENCH607-ENPE625 Assignment-02Ghost Rider100% (1)
- A.Muh - Taofiqurahman.S - Kasus 5Document9 pagesA.Muh - Taofiqurahman.S - Kasus 5Gyan PrameswaraPas encore d'évaluation
- T 8 S G C A W: e F C N: 5112Document1 pageT 8 S G C A W: e F C N: 5112Omar WardehPas encore d'évaluation
- Gas Natural1Document12 pagesGas Natural1ISRAEL RODRIGUEZPas encore d'évaluation
- Part 9Document1 pagePart 9Omar WardehPas encore d'évaluation
- Crdi Experiment Report: Ic Engines Lab-Me3475Document7 pagesCrdi Experiment Report: Ic Engines Lab-Me3475THOTA RICHAPas encore d'évaluation
- Aldina Adriana - Kasus 5Document8 pagesAldina Adriana - Kasus 5Gyan PrameswaraPas encore d'évaluation
- BTU ComparisonDocument6 pagesBTU ComparisonzeeshansuboorPas encore d'évaluation
- W AHPCorrect04Document10 pagesW AHPCorrect04Ahmed GamalPas encore d'évaluation
- HW MgoDocument5 pagesHW MgotauqeerPas encore d'évaluation
- 20-66 Nurakhmal Fahmi (Tugas Excel)Document10 pages20-66 Nurakhmal Fahmi (Tugas Excel)66Nurakhmal FahmiPas encore d'évaluation
- Tutorial Mbe 2010 JulDocument3 pagesTutorial Mbe 2010 JulKaoru AmanePas encore d'évaluation
- Tutorial MBE - 2010 JULDocument3 pagesTutorial MBE - 2010 JULDon Kedondon100% (1)
- QuímicaDocument4 pagesQuímicasara ortegoPas encore d'évaluation
- Municipal Solid Waste To MethanolDocument46 pagesMunicipal Solid Waste To MethanolShehla RiazPas encore d'évaluation
- Tugas - 2: Surface FacilitiesDocument5 pagesTugas - 2: Surface FacilitiesStephanie VirganaPas encore d'évaluation
- Material Stream: Gas Mainfold: ConditionsDocument4 pagesMaterial Stream: Gas Mainfold: ConditionsMohammed Gad-AllahPas encore d'évaluation
- Problem 5.4-8Document3 pagesProblem 5.4-8Nguyễn AnPas encore d'évaluation
- ENCH607-ENPE625 Assignment-01Document1 pageENCH607-ENPE625 Assignment-01Ghost RiderPas encore d'évaluation
- Cht-La-970901 Black Oil PVT StudyDocument19 pagesCht-La-970901 Black Oil PVT StudyBambangPPas encore d'évaluation
- Lampiran A B C 5000Document586 pagesLampiran A B C 5000Muhammad Adam APas encore d'évaluation
- RFP TrondheimmmmDocument390 pagesRFP TrondheimmmmMus'ab UsmanPas encore d'évaluation
- HB EnergyDocument24 pagesHB EnergyChaeeon LimPas encore d'évaluation
- Accumulator HarryDocument13 pagesAccumulator HarryMartha RiaPas encore d'évaluation
- Perhitungan Iodin NumberDocument268 pagesPerhitungan Iodin NumberrusydianaabdPas encore d'évaluation
- HW GasDocument5 pagesHW GastauqeerPas encore d'évaluation
- GAPS Guidelines: Dams and Other Hydraulic StructuresDocument6 pagesGAPS Guidelines: Dams and Other Hydraulic StructuresShara Mae de MesaPas encore d'évaluation
- Glossary: GAP.12.0.3.BDocument1 pageGlossary: GAP.12.0.3.BAsad KhanPas encore d'évaluation
- C51 0Document2 pagesC51 0Asad KhanPas encore d'évaluation
- Gps c300Document6 pagesGps c300Asad KhanPas encore d'évaluation
- Sample N-488: Gap.12.5.1.aDocument2 pagesSample N-488: Gap.12.5.1.aAsad KhanPas encore d'évaluation
- C113 0Document2 pagesC113 0Asad KhanPas encore d'évaluation
- GAPS Guidelines: Heat Detection For High Temperature EnvironmentsDocument2 pagesGAPS Guidelines: Heat Detection For High Temperature EnvironmentsAsad KhanPas encore d'évaluation
- GAPS Guidelines: Installation of Sprinkler SystemsDocument33 pagesGAPS Guidelines: Installation of Sprinkler Systems6BisnagaPas encore d'évaluation
- Prevod 2 - SpinklersDocument16 pagesPrevod 2 - SpinklersAnonymous qc1LPxDcPas encore d'évaluation
- DPC Unit Conditions Fir Chemical InejctionDocument2 pagesDPC Unit Conditions Fir Chemical InejctionAsad KhanPas encore d'évaluation
- GAPS Guidelines: Converting Wet Pipe Systems To Dry Pipe Systems For Energy ConservationDocument3 pagesGAPS Guidelines: Converting Wet Pipe Systems To Dry Pipe Systems For Energy ConservationAsad KhanPas encore d'évaluation
- GAPS Guidelines: Solvent Vapor DegreasingDocument11 pagesGAPS Guidelines: Solvent Vapor DegreasingAsad KhanPas encore d'évaluation
- EcoDocument2 pagesEcoAsad KhanPas encore d'évaluation
- GAPS Guidelines: Distillation of Flammable or Combustible LiquidsDocument7 pagesGAPS Guidelines: Distillation of Flammable or Combustible LiquidsLorena DávilaPas encore d'évaluation
- GAPS Guidelines: Direct HalogenationDocument5 pagesGAPS Guidelines: Direct HalogenationAsad KhanPas encore d'évaluation
- Ammonia Hazards Checklist: GAP.7.2.1.2.ADocument2 pagesAmmonia Hazards Checklist: GAP.7.2.1.2.AAsad KhanPas encore d'évaluation
- GAPS Guidelines: Combustion Turbine Loss Prevention GuidelinesDocument6 pagesGAPS Guidelines: Combustion Turbine Loss Prevention Guidelinesmakasad26Pas encore d'évaluation
- GAPS Guidelines: Emergency Engine MaintenanceDocument4 pagesGAPS Guidelines: Emergency Engine MaintenanceAsad KhanPas encore d'évaluation
- TCDocument2 pagesTCAsad KhanPas encore d'évaluation
- TCDocument2 pagesTCSofiane HalimiPas encore d'évaluation
- Dew Point TurboexpanderDocument18 pagesDew Point TurboexpanderfddddddPas encore d'évaluation
- GAPS Guidelines: Solvent Recovery With Activated CarbonDocument7 pagesGAPS Guidelines: Solvent Recovery With Activated CarbonAsad KhanPas encore d'évaluation
- GAPS Guidelines: Mechanical Emergency Manual ReleaseDocument3 pagesGAPS Guidelines: Mechanical Emergency Manual ReleaseAsad KhanPas encore d'évaluation
- GAPS Guidelines: Fire Protection HydraulicsDocument15 pagesGAPS Guidelines: Fire Protection HydraulicsLasandu WanniarachchiPas encore d'évaluation
- b131 0Document1 pageb131 0Asad KhanPas encore d'évaluation
- GAPS Guidelines: National Fire Alarm and Signaling CodeDocument5 pagesGAPS Guidelines: National Fire Alarm and Signaling CodemusaveerPas encore d'évaluation
- GAPS Guidelines: Drop-In-Pressure Waterflow AlarmsDocument2 pagesGAPS Guidelines: Drop-In-Pressure Waterflow AlarmsAsad KhanPas encore d'évaluation
- Handout-1 Foundations of SetsDocument3 pagesHandout-1 Foundations of Setsapi-253679034Pas encore d'évaluation
- Datagrid View Cell EventsDocument2 pagesDatagrid View Cell Eventsmurthy_oct24Pas encore d'évaluation
- Handbook of Industrial Engineering Equations, Formulas and CalculationsDocument8 pagesHandbook of Industrial Engineering Equations, Formulas and CalculationsartustPas encore d'évaluation
- Vibration Analysis of Beam With Varying Crack Location by Finite Element MethodDocument16 pagesVibration Analysis of Beam With Varying Crack Location by Finite Element MethodInternational Journal of Innovative Science and Research Technology100% (1)
- ProjectDocument3 pagesProjectGoutham BindigaPas encore d'évaluation
- SCM - Session 8 (Forecasting)Document21 pagesSCM - Session 8 (Forecasting)Bushra Mubeen SiddiquiPas encore d'évaluation
- Mathematics 8 Summative Test IIIDocument2 pagesMathematics 8 Summative Test IIIJunly Jeff NegapatanPas encore d'évaluation
- Computer Vision Syndrome (CVS) Dan Faktor-Faktor YangDocument68 pagesComputer Vision Syndrome (CVS) Dan Faktor-Faktor YangAlyssa ZerlinaPas encore d'évaluation
- Advanced Composite Engineering Using MSC - Patran and FibersimDocument15 pagesAdvanced Composite Engineering Using MSC - Patran and FibersimSandeep BandyopadhyayPas encore d'évaluation
- OOMD Unit1 Combined SlidesDocument308 pagesOOMD Unit1 Combined SlidesAbhishikta SaiPas encore d'évaluation
- FLIS Math 7Document2 pagesFLIS Math 7Julie IsmaelPas encore d'évaluation
- CBSE Class 12 Physics Alternating Current NotesDocument84 pagesCBSE Class 12 Physics Alternating Current NotesSanikaa MadhuPas encore d'évaluation
- PHY103A: Lecture # 7: Semester II, 2015-16 Department of Physics, IIT KanpurDocument13 pagesPHY103A: Lecture # 7: Semester II, 2015-16 Department of Physics, IIT KanpurShreyaPas encore d'évaluation
- Nonlinear Finite Elements - Lagrangian and Eulerian Descriptions - WikiversityDocument3 pagesNonlinear Finite Elements - Lagrangian and Eulerian Descriptions - Wikiversitypuganbu_155005532Pas encore d'évaluation
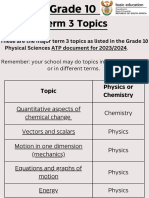
- Grade 10 Term 3 TopicsDocument10 pagesGrade 10 Term 3 TopicsOwamiirh RsaPas encore d'évaluation
- Vedic MathsDocument8 pagesVedic Mathsnithin s gowda100% (1)
- Quiz 4Document6 pagesQuiz 4William Jordache SaraivaPas encore d'évaluation
- Chapter 10 - Text AnalyticsDocument13 pagesChapter 10 - Text AnalyticsanshitaPas encore d'évaluation
- CIVN3001-FINAL REPORT ... MDocument20 pagesCIVN3001-FINAL REPORT ... MThabiso MotalingoanePas encore d'évaluation
- Lec04 PDFDocument17 pagesLec04 PDFalb3rtnetPas encore d'évaluation
- Tips For Using Truss Elements in ANSYSDocument10 pagesTips For Using Truss Elements in ANSYSThota Sri K HarithaPas encore d'évaluation
- Etap - Key Points For Load Summary, Part 4: Lumped Load ApplicationsDocument2 pagesEtap - Key Points For Load Summary, Part 4: Lumped Load ApplicationsMarcelPas encore d'évaluation
- DG Notes BerkeleyDocument44 pagesDG Notes BerkeleymaplebrandishPas encore d'évaluation
- Yaron Herman - ThesisDocument115 pagesYaron Herman - ThesisBojan MarjanovicPas encore d'évaluation
- 3.distributed Mutual ExclusionDocument2 pages3.distributed Mutual ExclusionShashank GosaviPas encore d'évaluation
- Knurling InfoDocument3 pagesKnurling InfoshawntsungPas encore d'évaluation
- MATH 352 Sample Project 1Document10 pagesMATH 352 Sample Project 1Withoon ChinchalongpornPas encore d'évaluation
- Famos IiDocument69 pagesFamos Iipradeep12.atsPas encore d'évaluation