Vous aimerez peut-être aussi
- Analytical Characterization Methods for Crude Oil and Related ProductsD'EverandAnalytical Characterization Methods for Crude Oil and Related ProductsAshutosh K. ShuklaPas encore d'évaluation
- Perkin Trans 1 2001, 224-8 PDFDocument5 pagesPerkin Trans 1 2001, 224-8 PDFGerd-Jan ten BrinkPas encore d'évaluation
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsD'EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Acetone Production Process From Iso-propyl-Alcohol (IPA)Document36 pagesAcetone Production Process From Iso-propyl-Alcohol (IPA)Serkan91% (44)
- The Chemistry of Membranes Used in Fuel Cells: Degradation and StabilizationD'EverandThe Chemistry of Membranes Used in Fuel Cells: Degradation and StabilizationShulamith SchlickPas encore d'évaluation
- Diesel HydroDocument27 pagesDiesel Hydrosugeng wahyudiPas encore d'évaluation
- Working Guide to Petroleum and Natural Gas Production EngineeringD'EverandWorking Guide to Petroleum and Natural Gas Production EngineeringÉvaluation : 5 sur 5 étoiles5/5 (2)
- Chapter 1Document10 pagesChapter 1pulse550Pas encore d'évaluation
- Material Balance & Energy Balance - Reactor-2Document32 pagesMaterial Balance & Energy Balance - Reactor-2Xy karPas encore d'évaluation
- GC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsD'EverandGC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsPas encore d'évaluation
- مشروع انتاج الفثاالين PDFDocument19 pagesمشروع انتاج الفثاالين PDFwahab aliPas encore d'évaluation
- Hydrogen Production TechnologiesD'EverandHydrogen Production TechnologiesMehmet SankirPas encore d'évaluation
- Fundamentals of Petroleum Refining-135-139Document5 pagesFundamentals of Petroleum Refining-135-139Mohammed SahnounePas encore d'évaluation
- Flow Assurance Management and BenchmarkiDocument13 pagesFlow Assurance Management and BenchmarkiAttalh Djaafar AttalhPas encore d'évaluation
- Ord 5774 Norsok, Iso, and APIDocument3 pagesOrd 5774 Norsok, Iso, and APIRoo FaPas encore d'évaluation
- Crue Distillation Process (1) .EditedDocument16 pagesCrue Distillation Process (1) .EditedEdunjobi TundePas encore d'évaluation
- Chapter 11Document10 pagesChapter 11NungkiwidyasPas encore d'évaluation
- Attn: Mr. Theodore Kolozian, CEO: Letter of Intent (Loi) (Purchase of Ago)Document4 pagesAttn: Mr. Theodore Kolozian, CEO: Letter of Intent (Loi) (Purchase of Ago)Даниил ЛебенPas encore d'évaluation
- Heat Integration of A Continuous Reforming ProcessDocument6 pagesHeat Integration of A Continuous Reforming ProcessАнтон КоробейниковPas encore d'évaluation
- Pygas HydrogenationDocument38 pagesPygas HydrogenationJohn CyrilPas encore d'évaluation
- Homework 10 SolutionDocument8 pagesHomework 10 SolutionAlmirFariaPas encore d'évaluation
- 辛烷值Document8 pages辛烷值a0968973521Pas encore d'évaluation
- CLO For Low Sul FuelDocument3 pagesCLO For Low Sul Fuelprasad_satyamPas encore d'évaluation
- Solvent Cleaning With 3M Novec Engineered Fluids: Cleaning Performance Light Duty Medium Duty Heavy DutyDocument2 pagesSolvent Cleaning With 3M Novec Engineered Fluids: Cleaning Performance Light Duty Medium Duty Heavy DutyazlihamidPas encore d'évaluation
- (Japan) Bioremediation of Oil Contaminated Soil With EM in OkinawaDocument19 pages(Japan) Bioremediation of Oil Contaminated Soil With EM in OkinawaSaif AlhuwaishPas encore d'évaluation
- RecycleDocument3 pagesRecycleAhmed El HawariPas encore d'évaluation
- Composition of Crude OilDocument9 pagesComposition of Crude OilDes C. BringelPas encore d'évaluation
- Methaforming - 6: Processing Unit For Up To 6 000 Tpa (150 BPD) of Hydrocarbon FeedDocument16 pagesMethaforming - 6: Processing Unit For Up To 6 000 Tpa (150 BPD) of Hydrocarbon FeedramatajamaPas encore d'évaluation
- Unit-1 Need For Altenate Fuel: AvailabilityDocument5 pagesUnit-1 Need For Altenate Fuel: AvailabilitySyed MajeedPas encore d'évaluation
- Petroleum and Gas Processing (TKK-2136)Document29 pagesPetroleum and Gas Processing (TKK-2136)akshit patidarPas encore d'évaluation
- Cumene212 PDFDocument10 pagesCumene212 PDFtiaradyepiPas encore d'évaluation
- Che 455 Fall 2012 Major 1 Cumene Production Background: H C H C H CDocument38 pagesChe 455 Fall 2012 Major 1 Cumene Production Background: H C H C H CmoheedPas encore d'évaluation
- Condensate StabilisationDocument5 pagesCondensate StabilisationAnonymous bHh1L1100% (1)
- Feed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Document8 pagesFeed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Carlos RePas encore d'évaluation
- RVP Related ArticleDocument31 pagesRVP Related ArticleJayakumar SankaranPas encore d'évaluation
- Catalytic PolymerisationDocument7 pagesCatalytic PolymerisationguhadebasisPas encore d'évaluation
- 19 (1985) 219-223 Elsevier Science Publishers V., Amsterdam - Printed in The Netherlands 219Document5 pages19 (1985) 219-223 Elsevier Science Publishers V., Amsterdam - Printed in The Netherlands 219Syukri ZainuddinPas encore d'évaluation
- Bioalcohols Bioethers - 2021 - EngDocument47 pagesBioalcohols Bioethers - 2021 - EngCarlos francisco PerézPas encore d'évaluation
- Grade Change Over From B52a E52a To P52aDocument18 pagesGrade Change Over From B52a E52a To P52aHARVENDRA9022 SINGHPas encore d'évaluation
- Hydrorefining of Catalytic Naphtha CutsDocument3 pagesHydrorefining of Catalytic Naphtha CutsDavood IranshahiPas encore d'évaluation
- The Difference Between Gasoline, Kerosene, DieselDocument6 pagesThe Difference Between Gasoline, Kerosene, Dieselebrahem gamerPas encore d'évaluation
- ASTM D5762 Nitrogen AnalysisDocument6 pagesASTM D5762 Nitrogen AnalysisSamit ShaikhPas encore d'évaluation
- North West Shelf Condensate Feb 2012Document3 pagesNorth West Shelf Condensate Feb 2012hbatesPas encore d'évaluation
- Hysys SimulationDocument24 pagesHysys SimulationNeybil100% (1)
- Advanced Approach For Residue FCC - Residue FCC AdditivesDocument7 pagesAdvanced Approach For Residue FCC - Residue FCC Additivessaleh4060Pas encore d'évaluation
- Crude To chemicaGBPs Part 2Document6 pagesCrude To chemicaGBPs Part 2KemkengPas encore d'évaluation
- PVT Calculation On Ptetroleum Fluids PDFDocument7 pagesPVT Calculation On Ptetroleum Fluids PDFalejandro fragosoPas encore d'évaluation
- South America EOR Workshop - FinalDocument65 pagesSouth America EOR Workshop - Finalramzi aidliPas encore d'évaluation
- Seider Solucionario Capitulo 6Document26 pagesSeider Solucionario Capitulo 6Geovanny J.Pas encore d'évaluation
- Development & Validation of Stability-Indicating Method For Simultaneous Estimation of Amlodipine & EnalaprilDocument16 pagesDevelopment & Validation of Stability-Indicating Method For Simultaneous Estimation of Amlodipine & Enalaprilmohak754Pas encore d'évaluation
- Dissolved Hydrocarbons in WaterDocument4 pagesDissolved Hydrocarbons in Waterengineer's documentPas encore d'évaluation
- A Tocopherol 2Document6 pagesA Tocopherol 2Rizka SorayaPas encore d'évaluation
- CPB30503 Petrochemicals & Petroleum Refining Technology Experiment 5: Oil Distillation According To ASTM Method Full Lab ReportDocument11 pagesCPB30503 Petrochemicals & Petroleum Refining Technology Experiment 5: Oil Distillation According To ASTM Method Full Lab ReportSiti Hajar Mohamed100% (4)
- 1 Hamaca MejoradoDocument2 pages1 Hamaca MejoradoMiguel BetancourtPas encore d'évaluation
- Flash Gas/Oil Ratio, SCF/STB Bubble Point Pressure, Psi Reservoir Pressure, Psi Reservoir Temperature, of Differential Gas/Oil Ratio, SCF/STBDocument52 pagesFlash Gas/Oil Ratio, SCF/STB Bubble Point Pressure, Psi Reservoir Pressure, Psi Reservoir Temperature, of Differential Gas/Oil Ratio, SCF/STBMario HuasasquichePas encore d'évaluation
- Application Biomass Pyrolysis 990 Micro GC 5994 5581en AgilentDocument3 pagesApplication Biomass Pyrolysis 990 Micro GC 5994 5581en AgilentEdinilson Ramos Camelo RamosPas encore d'évaluation
- GC Methods For Quantitative Determination of Benzene in GasolineDocument11 pagesGC Methods For Quantitative Determination of Benzene in GasolineManisha's malviyaPas encore d'évaluation
- CURRENT PROBLEMS. Refining Residues: Visbreaking: Visbreaking: Theory and PracticeDocument8 pagesCURRENT PROBLEMS. Refining Residues: Visbreaking: Visbreaking: Theory and PracticeMaria Belen Cunalata HilañoPas encore d'évaluation
- Tugas Proteksi Dan PengamananDocument7 pagesTugas Proteksi Dan PengamananArman Amardi PutraPas encore d'évaluation
- Table of Elements and Their Atomic WeightsDocument2 pagesTable of Elements and Their Atomic WeightsAnonymous AMmNGgPPas encore d'évaluation
- Temperature Conversion FormulasDocument1 pageTemperature Conversion FormulasMohamed NedalPas encore d'évaluation
- Oxygen ScavengersDocument4 pagesOxygen Scavengersnjc6151Pas encore d'évaluation
- Temperature Conversion FormulasDocument1 pageTemperature Conversion FormulasMohamed NedalPas encore d'évaluation
- Temperature Conversion Formulas1Document1 pageTemperature Conversion Formulas1Mohamed NedalPas encore d'évaluation
- ASTM D 2042 - 01 Standard Test Method ForDocument3 pagesASTM D 2042 - 01 Standard Test Method Form_seyedPas encore d'évaluation
- Periodic Table-Color PDFDocument1 pagePeriodic Table-Color PDFMohamed NedalPas encore d'évaluation
- Units 22Document2 pagesUnits 22Mohamed NedalPas encore d'évaluation
- شهادة غاز L - P - GASDocument1 pageشهادة غاز L - P - GASMohamed NedalPas encore d'évaluation
- Lab Solution Preperation Guide 1Document15 pagesLab Solution Preperation Guide 1lthyagu0% (1)
- Conversion Table of Units 222Document2 pagesConversion Table of Units 222Mohamed NedalPas encore d'évaluation
- Certificate Form For ( (Naphtha) ) From ( (Ras Lanouf) ) CompanyDocument10 pagesCertificate Form For ( (Naphtha) ) From ( (Ras Lanouf) ) CompanyMohamed NedalPas encore d'évaluation
- خام مليتة + البريقةDocument1 pageخام مليتة + البريقةMohamed NedalPas encore d'évaluation
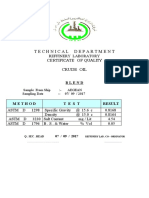
- Azzawiya Refinery Laboratory: Blending Type: Export Without Anti-Static (Stadis-450)Document1 pageAzzawiya Refinery Laboratory: Blending Type: Export Without Anti-Static (Stadis-450)Mohamed NedalPas encore d'évaluation
- Prefractionation of High Benzene Precursors' Feed For Hybrid Reformer UnitDocument7 pagesPrefractionation of High Benzene Precursors' Feed For Hybrid Reformer UnitMohamed NedalPas encore d'évaluation
- Calculations of NaOH Solution ConcentrationDocument2 pagesCalculations of NaOH Solution ConcentrationVineet KediaPas encore d'évaluation
- (E) Kero BlendingDocument1 page(E) Kero BlendingMohamed NedalPas encore d'évaluation
- MT Maersk Erin: Technical Department Refinery LaboratoryDocument2 pagesMT Maersk Erin: Technical Department Refinery LaboratoryMohamed NedalPas encore d'évaluation
- CCST Conversions Document PDFDocument5 pagesCCST Conversions Document PDFMichael GaydosPas encore d'évaluation
- Calculated Cetane IndexDocument4 pagesCalculated Cetane IndexMohamed NedalPas encore d'évaluation
- Prefractionation of High Benzene Precursors' Feed For Hybrid Reformer UnitDocument7 pagesPrefractionation of High Benzene Precursors' Feed For Hybrid Reformer UnitMohamed NedalPas encore d'évaluation
- Prefractionation of High Benzene Precursors' Feed For Hybrid Reformer UnitDocument7 pagesPrefractionation of High Benzene Precursors' Feed For Hybrid Reformer UnitMohamed NedalPas encore d'évaluation
- Prefractionation of High Benzene Precursors' Feed For Hybrid Reformer UnitDocument7 pagesPrefractionation of High Benzene Precursors' Feed For Hybrid Reformer UnitMohamed NedalPas encore d'évaluation
- Units and Conversion FactorsDocument30 pagesUnits and Conversion FactorsBun YaminPas encore d'évaluation
- Conversion Table of Units 22Document2 pagesConversion Table of Units 22Mohamed NedalPas encore d'évaluation
- Gas Constant ValuesDocument1 pageGas Constant ValuesAhmed Hamdy KhattabPas encore d'évaluation
- CCST Conversions Document PDFDocument5 pagesCCST Conversions Document PDFMichael GaydosPas encore d'évaluation
- CCST Conversions Document PDFDocument5 pagesCCST Conversions Document PDFMichael GaydosPas encore d'évaluation
- Gas Constant ValuesDocument1 pageGas Constant ValuesAhmed Hamdy KhattabPas encore d'évaluation
- Acids, Bases, Buffer Practice FRQDocument4 pagesAcids, Bases, Buffer Practice FRQTom JohnsonPas encore d'évaluation
- UntitledDocument8 pagesUntitledsam cuadraPas encore d'évaluation
- SS Pipe Weld PurgingDocument5 pagesSS Pipe Weld Purging888ddbPas encore d'évaluation
- Archive of SID: Alkaline Hydrolysis of Polyacrylamide and Study On Poly (Acrylamide-Co-Sodium Acrylate) PropertiesDocument7 pagesArchive of SID: Alkaline Hydrolysis of Polyacrylamide and Study On Poly (Acrylamide-Co-Sodium Acrylate) PropertiesBarisPas encore d'évaluation
- PDF Card - Ni - CR - Fe - 00-035-1375Document1 pagePDF Card - Ni - CR - Fe - 00-035-1375mohammed sabeehPas encore d'évaluation
- PlasticsDocument21 pagesPlasticsJaypee MontealegrePas encore d'évaluation
- Newsletter ARBOCEL 0607Document0 pageNewsletter ARBOCEL 0607saidvaretPas encore d'évaluation
- Silver Nanoparticle Impact On Bacterial Growth: Effect of PH, Concentration, and Organic MatterDocument6 pagesSilver Nanoparticle Impact On Bacterial Growth: Effect of PH, Concentration, and Organic MatterGera CorralesPas encore d'évaluation
- 2006 Paper 1-BIDocument10 pages2006 Paper 1-BIAfrina Lee DonghaePas encore d'évaluation
- T.T.I. - Tubacex Tubos Inoxidables, S.A.: Mill Test CertificateDocument3 pagesT.T.I. - Tubacex Tubos Inoxidables, S.A.: Mill Test CertificateMANUFACTURER OF FORGED FLANGES AND PIPE FITTINGSPas encore d'évaluation
- Cortem Group - The Materials Suitable For Hazardous AreasDocument24 pagesCortem Group - The Materials Suitable For Hazardous AreasMPhamPas encore d'évaluation
- George Blaire Ras - WEEK 3 WorksheetDocument3 pagesGeorge Blaire Ras - WEEK 3 WorksheetGeorge Blaire RasPas encore d'évaluation
- Material Specification Sheet Saarstahl - 17Cr3: 1.7016 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationDocument1 pageMaterial Specification Sheet Saarstahl - 17Cr3: 1.7016 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationRamon VinyesPas encore d'évaluation
- Aluminum-Beryllium Alloys For Aerospace Applications: Materion Corporation Materion Beryllium & Composites 14710Document7 pagesAluminum-Beryllium Alloys For Aerospace Applications: Materion Corporation Materion Beryllium & Composites 14710roshniPas encore d'évaluation
- Dissolved Oxygen Levels Dan RhoieDocument8 pagesDissolved Oxygen Levels Dan RhoieqweqwePas encore d'évaluation
- KuwaitDocument16 pagesKuwaitGualberto AlarconPas encore d'évaluation
- Immiscible SolventsDocument8 pagesImmiscible SolventsAgeng Wahyu PatrianitaPas encore d'évaluation
- 2003 Potting Hillman-BaylakogluDocument9 pages2003 Potting Hillman-BaylakogluVansala GanesanPas encore d'évaluation
- Biomolecules Lesson Plan DetailedDocument6 pagesBiomolecules Lesson Plan DetailedSANDAGAN , SAMANTHA CARASPas encore d'évaluation
- Powder CoatDocument10 pagesPowder CoatsouravPas encore d'évaluation
- SS 316 & SS316LDocument3 pagesSS 316 & SS316LVijayakumar AtthuluriPas encore d'évaluation
- The Most Expensive Materials in The World PDFDocument10 pagesThe Most Expensive Materials in The World PDFAnonymous gL38AGom29100% (2)
- Pump Luboil PDFDocument4 pagesPump Luboil PDFAnwar SadatPas encore d'évaluation
- Part I: Polymer Chemistry: Chapter 3: Molar Mass & Degree of PolymerizationDocument34 pagesPart I: Polymer Chemistry: Chapter 3: Molar Mass & Degree of PolymerizationThanh Đình Lộc LêPas encore d'évaluation
- Publication 12 6337 758Document25 pagesPublication 12 6337 758Vikash KushwahaPas encore d'évaluation
- BabitDocument3 pagesBabitSantosh AnandPas encore d'évaluation
- Synthesis and Kinetics Study of Vinyl Ester Resin PDFDocument9 pagesSynthesis and Kinetics Study of Vinyl Ester Resin PDFMamoon ShahidPas encore d'évaluation
- Multi Step Synthesis of BromoanilineDocument3 pagesMulti Step Synthesis of BromoanilineRhadha kumawatPas encore d'évaluation
- Tickopur R 33 GB StammDocument1 pageTickopur R 33 GB StammJuan ShunaPas encore d'évaluation
- Navigating Safer Choice: Stepan'S Cleangredients Product & Formulation GuideDocument7 pagesNavigating Safer Choice: Stepan'S Cleangredients Product & Formulation GuideCristian MartínezPas encore d'évaluation
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesD'EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Abrasive Water Jet Perforation and Multi-Stage FracturingD'EverandAbrasive Water Jet Perforation and Multi-Stage FracturingPas encore d'évaluation
- Practical Reservoir Engineering and CharacterizationD'EverandPractical Reservoir Engineering and CharacterizationÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataD'EverandPocket Guide to Flanges, Fittings, and Piping DataÉvaluation : 3.5 sur 5 étoiles3.5/5 (22)
- Fundamentals and Applications of Bionic Drilling FluidsD'EverandFundamentals and Applications of Bionic Drilling FluidsPas encore d'évaluation
- Casing and Liners for Drilling and Completion: Design and ApplicationD'EverandCasing and Liners for Drilling and Completion: Design and ApplicationÉvaluation : 5 sur 5 étoiles5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsD'EverandWell Testing Project Management: Onshore and Offshore OperationsPas encore d'évaluation
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsD'EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsÉvaluation : 4 sur 5 étoiles4/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesD'EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesPas encore d'évaluation
- The Petroleum Engineering Handbook: Sustainable OperationsD'EverandThe Petroleum Engineering Handbook: Sustainable OperationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (5)
- Gas and Oil Reliability Engineering: Modeling and AnalysisD'EverandGas and Oil Reliability Engineering: Modeling and AnalysisÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Heavy and Extra-heavy Oil Upgrading TechnologiesD'EverandHeavy and Extra-heavy Oil Upgrading TechnologiesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityD'EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityÉvaluation : 3 sur 5 étoiles3/5 (2)
- Well Integrity for Workovers and RecompletionsD'EverandWell Integrity for Workovers and RecompletionsÉvaluation : 5 sur 5 étoiles5/5 (3)
- Advanced Production Decline Analysis and ApplicationD'EverandAdvanced Production Decline Analysis and ApplicationÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsD'EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsÉvaluation : 4 sur 5 étoiles4/5 (6)
- Petroleum Production Engineering, A Computer-Assisted ApproachD'EverandPetroleum Production Engineering, A Computer-Assisted ApproachÉvaluation : 4.5 sur 5 étoiles4.5/5 (11)
- Guide to the Practical Use of Chemicals in Refineries and PipelinesD'EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)