Vous aimerez peut-être aussi
- FRM-1010 Instruction Manual 2013 DougCareDocument43 pagesFRM-1010 Instruction Manual 2013 DougCareCarlos Enrique Rugeles BarrosoPas encore d'évaluation
- WPI C or CHD Tubing Spider Manual Rev1Document14 pagesWPI C or CHD Tubing Spider Manual Rev1Dean Rein100% (1)
- Autoset MK7 ManualDocument6 pagesAutoset MK7 ManualRobinson SanchezPas encore d'évaluation
- TP-601D & TP-601LDocument149 pagesTP-601D & TP-601LMyface BookPas encore d'évaluation
- Den-Jet Ce20-500 - Master Mariner Manual - Dec 2017Document40 pagesDen-Jet Ce20-500 - Master Mariner Manual - Dec 2017First LastPas encore d'évaluation
- Flejadora tp60001Document121 pagesFlejadora tp60001joelokonPas encore d'évaluation
- Strapack - Iq400 ManualDocument16 pagesStrapack - Iq400 ManualEduardo Jesus RomeroPas encore d'évaluation
- Manual OperationDocument14 pagesManual OperationJUAN DAVID DIAZ BUSTOSPas encore d'évaluation
- 1440 GQ T ManualDocument53 pages1440 GQ T Manualmartin mendezPas encore d'évaluation
- K GHH36Document20 pagesK GHH36Simon DrumsPas encore d'évaluation
- Operation Manual: Pneumatic Ribbon CoderDocument6 pagesOperation Manual: Pneumatic Ribbon CoderLuis Enrique Barreto GarciaPas encore d'évaluation
- Manual Selladora Cbs 770Document23 pagesManual Selladora Cbs 770angelica alonsoPas encore d'évaluation
- CLG 200-3 Page 1-15Document23 pagesCLG 200-3 Page 1-15Preett Rajin MenabungPas encore d'évaluation
- Manual For Filastruder ENGLISH PDFDocument10 pagesManual For Filastruder ENGLISH PDFstavroula zarkadoulaPas encore d'évaluation
- Stargun EngDocument15 pagesStargun EngAnonymous wKvJXBJ2iPas encore d'évaluation
- Artcut Bridge ManualDocument25 pagesArtcut Bridge Manualjosemijosemi100% (1)
- Hot Splicing of Rubber Conveyor Belts With Fabric PliesDocument28 pagesHot Splicing of Rubber Conveyor Belts With Fabric PliesMahmoud Nael100% (3)
- MagnaBend UserManualDocument32 pagesMagnaBend UserManualLuo AmyPas encore d'évaluation
- SPD Instructions 060120Document8 pagesSPD Instructions 060120jezfxrPas encore d'évaluation
- Catalogue2019 HisureDocument95 pagesCatalogue2019 HisureHanny PranowoPas encore d'évaluation
- Manual Plotter COLETECHDocument16 pagesManual Plotter COLETECHJuan Carlos CosmePas encore d'évaluation
- Instruction C02 78.3Document4 pagesInstruction C02 78.3ВиталийКрутиковPas encore d'évaluation
- Tabla Tension Correas GatesDocument4 pagesTabla Tension Correas Gatesvibrador0% (1)
- COP Manual and SchematicsDocument73 pagesCOP Manual and SchematicsrobPas encore d'évaluation
- CordStripper EngDocument18 pagesCordStripper Engcanito73Pas encore d'évaluation
- Instrukcja Panelu Texi O - ENGDocument31 pagesInstrukcja Panelu Texi O - ENGRaqel SuliyanaPas encore d'évaluation
- Coiled Tubing Smart-J Tension Packer Technical DatasheetDocument4 pagesCoiled Tubing Smart-J Tension Packer Technical DatasheetEvolution Oil ToolsPas encore d'évaluation
- LatheDocument16 pagesLatheriofelizPas encore d'évaluation
- MAG BR600T Barrier-Gate - Specification-SheetDocument6 pagesMAG BR600T Barrier-Gate - Specification-Sheetyuzuan9Pas encore d'évaluation
- Portable Modular Conveyor Belt Speed Control by Arduino: More Info: @absolutelyautomDocument47 pagesPortable Modular Conveyor Belt Speed Control by Arduino: More Info: @absolutelyautombubitrubiPas encore d'évaluation
- DS HLTP 60 Rev12 1107Document2 pagesDS HLTP 60 Rev12 1107Luisito Aguilar RojasPas encore d'évaluation
- HS400 Series Single Full Height Turnstile: Service & Installation ManualDocument40 pagesHS400 Series Single Full Height Turnstile: Service & Installation Manualmaqsood ahmadPas encore d'évaluation
- HS400 Series Single Full Height Turnstile: Service & Installation ManualDocument40 pagesHS400 Series Single Full Height Turnstile: Service & Installation Manualmaqsood ahmadPas encore d'évaluation
- Ro-Tap E Manual 2005Document10 pagesRo-Tap E Manual 2005M Suheri HidayatPas encore d'évaluation
- RTTS Packer: Technical Data SheetDocument5 pagesRTTS Packer: Technical Data SheetHamid Reza Babaei100% (1)
- Smooth9.17HRO Manual 112805Document32 pagesSmooth9.17HRO Manual 112805dfjklasdfrvPas encore d'évaluation
- Operation Manual &: Strapping MachineDocument121 pagesOperation Manual &: Strapping Machinesamah yahiaPas encore d'évaluation
- 80010291V01Document4 pages80010291V01Marco Casarano100% (1)
- Bench Top Tube Bender: User's ManualDocument14 pagesBench Top Tube Bender: User's ManualOmar KhaledPas encore d'évaluation
- TP22 0400Document27 pagesTP22 0400KagetenkePas encore d'évaluation
- Technical Sheet of Snatch Block by TractelDocument19 pagesTechnical Sheet of Snatch Block by TractelJogi Oscar SinagaPas encore d'évaluation
- Mangas PDFDocument14 pagesMangas PDFluisfer811Pas encore d'évaluation
- Installation Instructions For Snap Seal Inclinometer CasingDocument13 pagesInstallation Instructions For Snap Seal Inclinometer CasingFaisal AwadPas encore d'évaluation
- FL-5545TBH英文 1Document67 pagesFL-5545TBH英文 1juan estebanPas encore d'évaluation
- Chemical Engineering Facts at Your Fingertips 2009 and 2010Document39 pagesChemical Engineering Facts at Your Fingertips 2009 and 2010Trevor KanodePas encore d'évaluation
- KGE1000Ti Service ManualDocument41 pagesKGE1000Ti Service Manualmarksmods100% (1)
- Kammprofile Gasket Grooving Machine SUNWELL E500KGM-B1574489497Document2 pagesKammprofile Gasket Grooving Machine SUNWELL E500KGM-B1574489497rinaldo KurniawanPas encore d'évaluation
- 0620000008Document6 pages0620000008mahsaPas encore d'évaluation
- Lake Flow Meter Quick ManualDocument20 pagesLake Flow Meter Quick ManualSaint JossPas encore d'évaluation
- Scooter Service Manual Live Document PDFDocument41 pagesScooter Service Manual Live Document PDFDavid Cáceres100% (2)
- Installation Instructions & Reference GuideDocument15 pagesInstallation Instructions & Reference GuidePaul CharltonPas encore d'évaluation
- Ascendant A18 13TJ Operator Manual Nissan CabstarDocument32 pagesAscendant A18 13TJ Operator Manual Nissan CabstarMilan GavrovicPas encore d'évaluation
- At 300Document11 pagesAt 300mne79054Pas encore d'évaluation
- Apm30h tmc11h Ibbs Installation Guide PDFDocument34 pagesApm30h tmc11h Ibbs Installation Guide PDFluleon100% (1)
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesD'EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Jktlfkku Yksd Lsok VK KSX) VtesjDocument5 pagesJktlfkku Yksd Lsok VK KSX) VtesjMike PandeyPas encore d'évaluation
- Final Answer Keys of Joint Csir-Ugc Test For Junior Research Fellowship (JRF) and Eligibility For Lectureship (Net) Held On 16-12-2018Document3 pagesFinal Answer Keys of Joint Csir-Ugc Test For Junior Research Fellowship (JRF) and Eligibility For Lectureship (Net) Held On 16-12-2018Mike PandeyPas encore d'évaluation
- MITEC 711S11 Proj RptsealDocument33 pagesMITEC 711S11 Proj RptsealMike PandeyPas encore d'évaluation
- Foot Impulse Sealer ManualDocument6 pagesFoot Impulse Sealer ManualMike PandeyPas encore d'évaluation
- (Xinfeng Zhou) A Practical Guide To Quantitative Finance Interviews PDFDocument96 pages(Xinfeng Zhou) A Practical Guide To Quantitative Finance Interviews PDFMike Pandey100% (1)
- Yahoo Symbols 1Document54 pagesYahoo Symbols 1Mike PandeyPas encore d'évaluation
- Robinson R44 Maintenance ManualDocument662 pagesRobinson R44 Maintenance Manualrav100% (2)
- Toyota Cressida/Supra 7m Service ManualDocument98 pagesToyota Cressida/Supra 7m Service Manualmidgo100% (2)
- SCR UK Oil Injected Belt Drive Compressors PDFDocument2 pagesSCR UK Oil Injected Belt Drive Compressors PDFBryan SellotePas encore d'évaluation
- Asia 2016 EngDocument38 pagesAsia 2016 EngnarjesPas encore d'évaluation
- Replace Timing Belt / Water Pump Honda Accord 1990-1995 4 CylinderDocument7 pagesReplace Timing Belt / Water Pump Honda Accord 1990-1995 4 Cylinderkararoy100% (5)
- 1979 Chevrolet Corvette SpecificationsDocument122 pages1979 Chevrolet Corvette SpecificationsB100% (1)
- German Industrial Standard Din 22112 12010Document5 pagesGerman Industrial Standard Din 22112 12010Zlatko PentekPas encore d'évaluation
- Safety, Installation, Operation, and Maintenance Manual For Bucket ElevatorsDocument36 pagesSafety, Installation, Operation, and Maintenance Manual For Bucket Elevatorschannakeshava panduranga100% (1)
- Drive Systems On ConveyorsDocument7 pagesDrive Systems On Conveyorsrudolfhose100% (1)
- Volta Application Album 2017 - Low - Res PDFDocument120 pagesVolta Application Album 2017 - Low - Res PDFAnna FrederikaPas encore d'évaluation
- Tire High Speed & Endurance Testing MachineDocument281 pagesTire High Speed & Endurance Testing MachineHuỳnh Tấn PhátPas encore d'évaluation
- Fusing MachineDocument74 pagesFusing MachineAkshita Sabharwal100% (2)
- Engine 1.6L (Steem G16) PDFDocument18 pagesEngine 1.6L (Steem G16) PDFAry Duran0% (1)
- Belt Conveyor CatalogDocument11 pagesBelt Conveyor Catalogสิทธิพล โพธิ์ประยูรPas encore d'évaluation
- Corn ThresherDocument3 pagesCorn ThresherAnonymous 1P2S4tbMPas encore d'évaluation
- BeltDocument21 pagesBeltMitesh Kumar33% (3)
- Girbau, S.A.: STI-54 / STI-77 Parts ManualDocument72 pagesGirbau, S.A.: STI-54 / STI-77 Parts ManualoozbejPas encore d'évaluation
- Fermator Car Door CD30 Maintenance Manual Premium - 09.18Document76 pagesFermator Car Door CD30 Maintenance Manual Premium - 09.18alfrelia0% (1)
- Rope DrivesDocument28 pagesRope DrivesKhalid AbdulazizPas encore d'évaluation
- Dryer Types PDFDocument9 pagesDryer Types PDFShanmugapriyaPas encore d'évaluation
- 6 Manual Optibelt F. SincrónicaDocument74 pages6 Manual Optibelt F. SincrónicaEduardoPomarMakthonPas encore d'évaluation
- PC PC10015P Jan12 PTDocument792 pagesPC PC10015P Jan12 PTJose nildo lobato Mendes Mendes0% (1)
- REHFUSS Gearboxes - Operating InstructionsDocument49 pagesREHFUSS Gearboxes - Operating InstructionsDavid MejidoPas encore d'évaluation
- Gates Timing Belt Product TrainingDocument25 pagesGates Timing Belt Product TrainingRoberto FernandesPas encore d'évaluation
- Clutch ServiceDocument44 pagesClutch ServiceTanmayPas encore d'évaluation
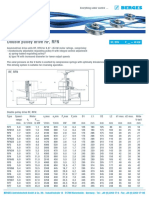
- Berges - Datenblatt - en - Double Pulley Drive RF RFNDocument1 pageBerges - Datenblatt - en - Double Pulley Drive RF RFNСтоян МитевPas encore d'évaluation
- John Deere 9650 Sts Parts CatalogDocument20 pagesJohn Deere 9650 Sts Parts CatalogDennis100% (58)
- Axial Piston Pump Variable Displacement Bosch Rexroth A4VSO 1421347275 PDFDocument60 pagesAxial Piston Pump Variable Displacement Bosch Rexroth A4VSO 1421347275 PDFEduardo Cramer100% (4)
- Design of Fuzzi-Pid Tracking Controller For IndustDocument8 pagesDesign of Fuzzi-Pid Tracking Controller For IndustBernadettePas encore d'évaluation
- Xas 130 - App276116Document206 pagesXas 130 - App276116DareDeviSPas encore d'évaluation