Vous aimerez peut-être aussi
- OCTG Piping Inspection MethodsDocument26 pagesOCTG Piping Inspection MethodsAli HashimPas encore d'évaluation
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureSenthil Kumaran100% (2)
- Inspection and Test Plan (Itp) For Fabrication Pressure VesselDocument1 pageInspection and Test Plan (Itp) For Fabrication Pressure VesselNikki RobertsPas encore d'évaluation
- ITP - PipingDocument7 pagesITP - PipingRiaz Rasool100% (2)
- Inspection Surveillance ExpeditingDocument4 pagesInspection Surveillance ExpeditingPrasanna RajaPas encore d'évaluation
- SGS IND Storage Tank A4 EN 14 PDFDocument8 pagesSGS IND Storage Tank A4 EN 14 PDFAjejejePas encore d'évaluation
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- API 1104 InterpretationDocument6 pagesAPI 1104 Interpretationhekayat71Pas encore d'évaluation
- LTHEDocument5 pagesLTHEMohit Goswami100% (1)
- Chul Park The Limits of Two-Temperature ModelDocument13 pagesChul Park The Limits of Two-Temperature ModellazharPas encore d'évaluation
- Inspection Report: CPP-RM-PO-0180Document4 pagesInspection Report: CPP-RM-PO-0180ANIL PLAMOOTTIL0% (1)
- 3-Piping Repair Weld Procedure - PR003Document5 pages3-Piping Repair Weld Procedure - PR003mohd as shahiddin jafriPas encore d'évaluation
- Vacuum Box TestingDocument8 pagesVacuum Box TestingMajid Dawood Khan100% (2)
- Welder Qualification Test CertificateDocument1 pageWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Hyundai Pipe CatalogueDocument36 pagesHyundai Pipe Cataloguefelram100% (2)
- Itp Existing Pressure VesselDocument3 pagesItp Existing Pressure Vesselmuhammad afrizal100% (1)
- NDT Map Itp Pressure VesselDocument4 pagesNDT Map Itp Pressure VesselSYED FADZIL SYED MOHAMEDPas encore d'évaluation
- QIR 101 Welder Qualification CertificateDocument1 pageQIR 101 Welder Qualification CertificateSamer BayatiPas encore d'évaluation
- Welder IdentificationDocument9 pagesWelder Identificationdandiar1Pas encore d'évaluation
- TK®-236 Physical Properties: 1. HardnessDocument2 pagesTK®-236 Physical Properties: 1. HardnessSaradhi MedapureddyPas encore d'évaluation
- Tube To Tube-Sheet Welding For Special Process Heat ExchangersDocument16 pagesTube To Tube-Sheet Welding For Special Process Heat Exchangers4nagPas encore d'évaluation
- PQR Asme Ix - CompletedDocument3 pagesPQR Asme Ix - CompletedCarlos Nombela Palacios100% (1)
- Inspection Report - ValvesDocument2 pagesInspection Report - ValvesJaspal KaurPas encore d'évaluation
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiPas encore d'évaluation
- Tank Inspection Report Template (28april2004)Document37 pagesTank Inspection Report Template (28april2004)Madjid OUCHENE100% (1)
- Form UT, MT, PT, RTDocument5 pagesForm UT, MT, PT, RTLuong Ho Vu100% (1)
- TDC Tech Spec For PlateDocument3 pagesTDC Tech Spec For PlateBantoo RajamandiPas encore d'évaluation
- NDT of PipingDocument1 pageNDT of PipingVu Tung LinhPas encore d'évaluation
- Api 653 Report-Hydrolic Test PDFDocument12 pagesApi 653 Report-Hydrolic Test PDFnaoufel1706Pas encore d'évaluation
- Specification FOR Carbon Steel Seamless Linepipe For Submarine Pipelines (Sour Service)Document27 pagesSpecification FOR Carbon Steel Seamless Linepipe For Submarine Pipelines (Sour Service)GomathyselviPas encore d'évaluation
- PT ReportDocument49 pagesPT ReportRajesh Owaiyar100% (1)
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- P002 - Piping Weld Visual Inspection ReportDocument1 pageP002 - Piping Weld Visual Inspection ReportSuryakant Suraj100% (2)
- Hydrotest ProcedureDocument12 pagesHydrotest Procedurealex_feryando42100% (1)
- A Pi 510 PV ChecklistDocument3 pagesA Pi 510 PV ChecklistluismmonPas encore d'évaluation
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadPas encore d'évaluation
- QW-483 BlankDocument2 pagesQW-483 BlankCraftyBob100% (1)
- 4215107-01 Flash Inspection ReportDocument2 pages4215107-01 Flash Inspection Reportyat_alaydrusPas encore d'évaluation
- Welding Daily Report Piping: Rel. Rev. Spool Type Welder Root HotDocument3 pagesWelding Daily Report Piping: Rel. Rev. Spool Type Welder Root HotRicardo LourençoPas encore d'évaluation
- Gtaw Smaw 6 Inch 6G CSDocument1 pageGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- Welding Consumable ChartDocument2 pagesWelding Consumable ChartAfetPas encore d'évaluation
- ATF - WelderTestPackage - v2 Welder and Welding Operator Perfomance Qualification RecordDocument5 pagesATF - WelderTestPackage - v2 Welder and Welding Operator Perfomance Qualification Recordfallalovaldes61Pas encore d'évaluation
- Wqt-Visual-Mag - BS 2Document24 pagesWqt-Visual-Mag - BS 2KyPas encore d'évaluation
- MTC For SCN-574 PDFDocument154 pagesMTC For SCN-574 PDFthomasPas encore d'évaluation
- Inspection Report: Vaccum Test RecordDocument21 pagesInspection Report: Vaccum Test RecordWahyudi MetrizaPas encore d'évaluation
- Hydrotest Welding and NDTDocument11 pagesHydrotest Welding and NDTALFA ENGINEERINGPas encore d'évaluation
- ITP Control ValveDocument5 pagesITP Control Valvebiswasdipankar05Pas encore d'évaluation
- Itp Storage TankDocument10 pagesItp Storage Tankmuhammad afrizalPas encore d'évaluation
- APV STD Insp & Test Plan API6D ValvesDocument4 pagesAPV STD Insp & Test Plan API6D ValvesdbmingoPas encore d'évaluation
- Inspection Report Cbe XXXDocument2 pagesInspection Report Cbe XXXSalem GarrabPas encore d'évaluation
- WPS PQR-02Document8 pagesWPS PQR-02Ranjan Kumar100% (1)
- Tube S2 HFS MTCDocument1 pageTube S2 HFS MTCunnamed90Pas encore d'évaluation
- Wps Register Last Updated May 12Document1 pageWps Register Last Updated May 12Abdullah Al JubayerPas encore d'évaluation
- Weld Inspection Report (Weld Traceability Report)Document3 pagesWeld Inspection Report (Weld Traceability Report)Senthil Kumaran100% (1)
- Non Destructive Testing (NDT) ProcedureDocument17 pagesNon Destructive Testing (NDT) ProcedureFerdie WakeUp FromAdversity100% (2)
- IVR FormatDocument4 pagesIVR FormatAli KianersiPas encore d'évaluation
- ITT - Sample of ITPDocument3 pagesITT - Sample of ITPajiPas encore d'évaluation
- Procurement Services: Industry & Facilities DivisionDocument6 pagesProcurement Services: Industry & Facilities DivisionVikas Mani TripathiPas encore d'évaluation
- FT Procedure F1Document10 pagesFT Procedure F1abrayalamPas encore d'évaluation
- Format. No: TSSA - IS - IN - FR - 05 Rev 4 Dated. 15.01.2021Document3 pagesFormat. No: TSSA - IS - IN - FR - 05 Rev 4 Dated. 15.01.2021Raja KrsPas encore d'évaluation
- Welder Certificate Sample1Document1 pageWelder Certificate Sample1Buddy EkoPas encore d'évaluation
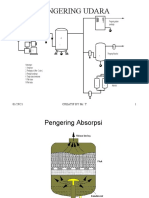
- 6.pengering UdaraDocument4 pages6.pengering UdaraBuddy EkoPas encore d'évaluation
- Summary of Production Surface FacilityDocument6 pagesSummary of Production Surface FacilityBuddy EkoPas encore d'évaluation
- Industrial Electrical Maintenance Training CoursesDocument9 pagesIndustrial Electrical Maintenance Training CoursesBuddy EkoPas encore d'évaluation
- Lesson 1 Fundamentals of ElectricityDocument2 pagesLesson 1 Fundamentals of ElectricityBuddy EkoPas encore d'évaluation
- 16 Cek List Komisioning 1Document2 pages16 Cek List Komisioning 1Buddy EkoPas encore d'évaluation
- Daftar Hadir Asesi: Hari / Tanggal: Kamis/ 06 Agustus 2020 Tempat: Tangerang TUK: HSPDocument3 pagesDaftar Hadir Asesi: Hari / Tanggal: Kamis/ 06 Agustus 2020 Tempat: Tangerang TUK: HSPBuddy EkoPas encore d'évaluation
- STNW1165ver3 GeneratorDocument67 pagesSTNW1165ver3 GeneratorBuddy EkoPas encore d'évaluation
- 2.cheklist Pemasangan CPUC PEA Checklist 11-24-08 TransmissionDocument34 pages2.cheklist Pemasangan CPUC PEA Checklist 11-24-08 TransmissionBuddy EkoPas encore d'évaluation
- WSN 102 (2018) 17-29 PDFDocument13 pagesWSN 102 (2018) 17-29 PDFBuddy EkoPas encore d'évaluation
- User Guide: Elcometer 147Document4 pagesUser Guide: Elcometer 147sergioPas encore d'évaluation
- English Download FanProtectionDocument14 pagesEnglish Download FanProtectionSubhankar UncertainityPas encore d'évaluation
- Designing A MixerDocument12 pagesDesigning A MixerPrasanna KumarPas encore d'évaluation
- Gold Nanoparticles ColorDocument3 pagesGold Nanoparticles ColorBrandyPas encore d'évaluation
- PhysicsDocument28 pagesPhysicsamritam yadavPas encore d'évaluation
- Calculated MAWP MAPDocument4 pagesCalculated MAWP MAPhataefendiPas encore d'évaluation
- Ee 1002Document108 pagesEe 1002Akhilesh Kumar MishraPas encore d'évaluation
- Compact Heat Exchanger DesignDocument52 pagesCompact Heat Exchanger DesignoperationmanagerPas encore d'évaluation
- Modified Moment Estimation For A Two Parameter Gamma DistributionDocument9 pagesModified Moment Estimation For A Two Parameter Gamma DistributionInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Experiences of ISFOC On Concentration Photovoltaic: Francisca RubioDocument49 pagesExperiences of ISFOC On Concentration Photovoltaic: Francisca RubioHikary AcevesPas encore d'évaluation
- Modeling and Optimization of An Auto-Thermal Ammonia Synthesis Reactor Using The Gravitational Search AlgorithmDocument8 pagesModeling and Optimization of An Auto-Thermal Ammonia Synthesis Reactor Using The Gravitational Search AlgorithmJen ChavezPas encore d'évaluation
- Dss Question Bank 2022Document7 pagesDss Question Bank 2022vcb57xbtd5Pas encore d'évaluation
- Appendix B Laplace Transform: Time Domain, E.G. If We Have A Voltage V Which Is ADocument6 pagesAppendix B Laplace Transform: Time Domain, E.G. If We Have A Voltage V Which Is AulaganathanPas encore d'évaluation
- Lateral-Torsional Buckling: KiepahdusDocument120 pagesLateral-Torsional Buckling: KiepahdusOrhan YanyatmazPas encore d'évaluation
- Analysis and Design of Asynchronous Sequential CircuitsDocument30 pagesAnalysis and Design of Asynchronous Sequential CircuitsBeulah JacksonPas encore d'évaluation
- Review On Fabrication of 3 Axis Spray Painting Machine Ijariie1981Document4 pagesReview On Fabrication of 3 Axis Spray Painting Machine Ijariie1981Anonymous Clyy9NPas encore d'évaluation
- EEE141 Course OutlineDocument5 pagesEEE141 Course OutlineLittle WizardPas encore d'évaluation
- Subject Review of IB 2023 Year - 1 - P2-2Document66 pagesSubject Review of IB 2023 Year - 1 - P2-2Duru SavdaPas encore d'évaluation
- A Comparative Study of EC2 and BS8110 BeDocument10 pagesA Comparative Study of EC2 and BS8110 BeALIPas encore d'évaluation
- Questions and Solutions at End of Chapter 2: Measurement and Instrumentation. © 2016 Elsevier Inc. All Rights ReservedDocument14 pagesQuestions and Solutions at End of Chapter 2: Measurement and Instrumentation. © 2016 Elsevier Inc. All Rights ReservedKevin AzizPas encore d'évaluation
- Phy ATP (5054) Class 10Document57 pagesPhy ATP (5054) Class 10Maryam SiddiqiPas encore d'évaluation
- Bed Plate Main Engine BedplateDocument52 pagesBed Plate Main Engine BedplateSuhas KassaPas encore d'évaluation
- Sahana MSE.1Document29 pagesSahana MSE.1Dadi YashwantPas encore d'évaluation
- Physics Form 3Document88 pagesPhysics Form 3caphus mazengera100% (1)
- Sieve Analysis of Soil: By: Muhammad Firdaus, ST, MTDocument12 pagesSieve Analysis of Soil: By: Muhammad Firdaus, ST, MTdaus_parisi100% (1)
- Introduction To Vehicle Electronic Systems and Fault DiagnosisDocument20 pagesIntroduction To Vehicle Electronic Systems and Fault Diagnosisyogita patil100% (1)
- Welding of 4140 & 316Document5 pagesWelding of 4140 & 316Engineer AnasPas encore d'évaluation
- 03 Chapter 1Document45 pages03 Chapter 1hymerchmidt100% (1)
- Vlsi DesignDocument58 pagesVlsi Designy satishkumarPas encore d'évaluation