Vous aimerez peut-être aussi
- Electrical Conductivity of Chromate Conversion Coating On Electrodeposited ZincDocument6 pagesElectrical Conductivity of Chromate Conversion Coating On Electrodeposited ZincMoeen Iqbal ShahPas encore d'évaluation
- Welding Consumables - Part 1: Job KnowledgeDocument12 pagesWelding Consumables - Part 1: Job KnowledgeMuhammed SulfeekPas encore d'évaluation
- Trilogy Connector Design Contact FinishesDocument3 pagesTrilogy Connector Design Contact FinisheschopanalvarezPas encore d'évaluation
- Welding Consumables - Part 1Document3 pagesWelding Consumables - Part 1JlkKumarPas encore d'évaluation
- Welding ElectrodesDocument5 pagesWelding ElectrodesNicholasPas encore d'évaluation
- Copper Foils For High Frequency Circuit Materials PDFDocument8 pagesCopper Foils For High Frequency Circuit Materials PDFrahul05singhaPas encore d'évaluation
- A Review Ofelectroless Gold Deposition Processes: Hassan O. and Ian R.A. ChristieDocument10 pagesA Review Ofelectroless Gold Deposition Processes: Hassan O. and Ian R.A. ChristieLuca BrunoPas encore d'évaluation
- D and H NewDocument37 pagesD and H NewBharat AhirPas encore d'évaluation
- Welding Electrode ClassificationDocument2 pagesWelding Electrode ClassificationArvin Sto DomingoPas encore d'évaluation
- Join HW 3 BBDocument3 pagesJoin HW 3 BBYuanjing Xu100% (1)
- Welding Consumables Part 2Document2 pagesWelding Consumables Part 2JanakiramPas encore d'évaluation
- About Welding Process 50Document1 pageAbout Welding Process 50XerexPas encore d'évaluation
- 0476Document4 pages0476Minette PacisPas encore d'évaluation
- Question 11 To 20Document37 pagesQuestion 11 To 20Ehsan KhanPas encore d'évaluation
- Solder Joint Embrittlement Mechanisms Solutions Standards IpcDocument17 pagesSolder Joint Embrittlement Mechanisms Solutions Standards IpcRobert MartosPas encore d'évaluation
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIAPas encore d'évaluation
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIAPas encore d'évaluation
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIAPas encore d'évaluation
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIAPas encore d'évaluation
- Wear Behaviour of Hardfacing Deposits On Cast Iron: S. Chatterjee, T.K. PalDocument9 pagesWear Behaviour of Hardfacing Deposits On Cast Iron: S. Chatterjee, T.K. PalMarcelo Lima CardosoPas encore d'évaluation
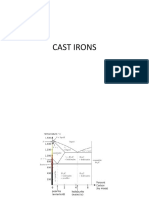
- Cast IronsDocument31 pagesCast IronsBcgPas encore d'évaluation
- Shielded Metal Arc Welding Electrodes: Chapter ObjectivesDocument8 pagesShielded Metal Arc Welding Electrodes: Chapter ObjectivesWilly UioPas encore d'évaluation
- Technical Tidbits April 2002 - Nickel As A Coating MaterialDocument2 pagesTechnical Tidbits April 2002 - Nickel As A Coating MaterialDavid GillPas encore d'évaluation
- Wel 12 CDocument7 pagesWel 12 CWilly UioPas encore d'évaluation
- Piping Inspection 22.01.2020Document72 pagesPiping Inspection 22.01.2020KarthikPas encore d'évaluation
- Welding Electrode CatalogDocument11 pagesWelding Electrode CatalogSompon ModekamPas encore d'évaluation
- Electroplating IIDocument53 pagesElectroplating IIGarima UppadhyayPas encore d'évaluation
- E Slags For Ladle and Tundish - IDS - 08Document10 pagesE Slags For Ladle and Tundish - IDS - 08tobiasPas encore d'évaluation
- Electroless Nickel Applications in ElectronicsDocument31 pagesElectroless Nickel Applications in ElectronicsVasudevan Narayanan NPas encore d'évaluation
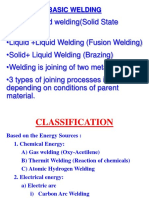
- Basic WeldDocument65 pagesBasic WeldPrudhvi RajPas encore d'évaluation
- Diffusion (Materiales)Document24 pagesDiffusion (Materiales)Alexis Guzmán MéndezPas encore d'évaluation
- How To Distinguish Carbon and Stainless Steel ?Document15 pagesHow To Distinguish Carbon and Stainless Steel ?getrajaPas encore d'évaluation
- All QuestionDocument38 pagesAll QuestionEhsan KhanPas encore d'évaluation
- Gabion Walls Presentation FijiDocument38 pagesGabion Walls Presentation FijiHuy ChungPas encore d'évaluation
- CEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsDocument26 pagesCEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsMAHESH CHANDPas encore d'évaluation
- Degradation of Vitreous Enamel CoatingsDocument7 pagesDegradation of Vitreous Enamel CoatingsFernando BarreraPas encore d'évaluation
- Influence of Impurities in Cathodic Copper On The Ductility of Copper WiresDocument8 pagesInfluence of Impurities in Cathodic Copper On The Ductility of Copper WiresvitordeletePas encore d'évaluation
- UntitledDocument19 pagesUntitledxobobPas encore d'évaluation
- Piping Technology & Products, IncDocument5 pagesPiping Technology & Products, IncRajkumar APas encore d'évaluation
- Welding Workshop ManualDocument28 pagesWelding Workshop ManualMADHAV GUPTA 10814-07Pas encore d'évaluation
- Lecture - 03 Electroplating and ElectrolessDocument31 pagesLecture - 03 Electroplating and ElectrolessRidho QuluqPas encore d'évaluation
- Table A3 Typical Storage and Drying Conditions For Covered Arc Welding ElectrodesDocument1 pageTable A3 Typical Storage and Drying Conditions For Covered Arc Welding Electrodesravi00098Pas encore d'évaluation
- Nun MM: Electrode SizeDocument1 pageNun MM: Electrode SizeAnonymous vwbLPTpjPas encore d'évaluation
- Electron Microscopes Used For CharacterizationDocument63 pagesElectron Microscopes Used For CharacterizationAishik Roy ChaudhuryPas encore d'évaluation
- Certilas CEWELD AquaForce Brochure en 4 23 XCDocument16 pagesCertilas CEWELD AquaForce Brochure en 4 23 XCAndreas HolznerPas encore d'évaluation
- Electroplating of Metals and Its Rate of Rusting Between Electroplated Nail and A Normal Iron NailDocument13 pagesElectroplating of Metals and Its Rate of Rusting Between Electroplated Nail and A Normal Iron NailWILSON LING XING YONG MoePas encore d'évaluation
- Engineering Metallurgy Chapter 5Document28 pagesEngineering Metallurgy Chapter 5Mayur SatputePas encore d'évaluation
- Stainless Steel AOD Operation and Slag Optimisation PDFDocument41 pagesStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraPas encore d'évaluation
- About Welding Process 49Document1 pageAbout Welding Process 49XerexPas encore d'évaluation
- Module 07R - MMAW & SAW Rev 02Document73 pagesModule 07R - MMAW & SAW Rev 02GANGADHAR SAHUPas encore d'évaluation
- LPI Exoweld V2Document30 pagesLPI Exoweld V2VCPas encore d'évaluation
- Ag Use Connectors 503-1016Document14 pagesAg Use Connectors 503-1016johnny79Pas encore d'évaluation
- J Apsusc 2009 07 081Document10 pagesJ Apsusc 2009 07 081Waqas MuneerPas encore d'évaluation
- The Manual Metal Arc ProcessDocument2 pagesThe Manual Metal Arc Processdinar tunjungPas encore d'évaluation
- Effect of Heat Treatment On Wear PropertDocument45 pagesEffect of Heat Treatment On Wear PropertalpygltknPas encore d'évaluation
- El Efecto de Cerium Sobre El Comportamiento Abrasivo de Desgaste de Aleación Del Hardfacing PDFDocument5 pagesEl Efecto de Cerium Sobre El Comportamiento Abrasivo de Desgaste de Aleación Del Hardfacing PDFJuan Altamirano RojasPas encore d'évaluation
- Shoebs ProjectDocument20 pagesShoebs ProjectMehdiPas encore d'évaluation
- Electrochemistry for Technologists: Electrical Engineering DivisionD'EverandElectrochemistry for Technologists: Electrical Engineering DivisionÉvaluation : 1 sur 5 étoiles1/5 (1)
- Materials Analysis by Ion Channeling: Submicron CrystallographyD'EverandMaterials Analysis by Ion Channeling: Submicron CrystallographyPas encore d'évaluation
- Vanilla Farming: The Way Forward: July 2019Document6 pagesVanilla Farming: The Way Forward: July 2019mituPas encore d'évaluation
- Digital Logic DesignDocument38 pagesDigital Logic DesignAri BaderPas encore d'évaluation
- Baldor Motor TestDocument14 pagesBaldor Motor TestChecho BuenaventuraPas encore d'évaluation
- Tsang Mui Millennium School 2019-2020 English Worksheet: Fill in The Blanks With The Correct Form of The VerbsDocument46 pagesTsang Mui Millennium School 2019-2020 English Worksheet: Fill in The Blanks With The Correct Form of The VerbscocoyipPas encore d'évaluation
- ME 175A Midterm SolutionsDocument4 pagesME 175A Midterm SolutionsDavid ChonPas encore d'évaluation
- Fender TransformersDocument2 pagesFender TransformersVincenzo TabaccoPas encore d'évaluation
- SSMTT-27 E1 PDFDocument8 pagesSSMTT-27 E1 PDFblackPas encore d'évaluation
- National Railway Museum Annual Review 04-05Document40 pagesNational Railway Museum Annual Review 04-05sol.loredo1705530Pas encore d'évaluation
- Manual TR420 enDocument38 pagesManual TR420 enMari Sherlin Salisi-ChuaPas encore d'évaluation
- tmpE0D4 TMPDocument7 pagestmpE0D4 TMPFrontiersPas encore d'évaluation
- Lecture Notes Unit-1 (Network Operating System) : Session: 2021-22Document17 pagesLecture Notes Unit-1 (Network Operating System) : Session: 2021-22Pradeep BediPas encore d'évaluation
- HART - Wikipedia, The Free EncyclopediaDocument3 pagesHART - Wikipedia, The Free EncyclopediakalyanupdownPas encore d'évaluation
- Paper 2 Phy 2019-2023Document466 pagesPaper 2 Phy 2019-2023Rocco IbhPas encore d'évaluation
- Welrod Silenced PistolDocument2 pagesWelrod Silenced Pistolblowmeasshole1911Pas encore d'évaluation
- Classic Plan: Dog/Cat BedDocument3 pagesClassic Plan: Dog/Cat BedRobson DiasPas encore d'évaluation
- Air Cooler With Checking DoorDocument2 pagesAir Cooler With Checking DoorSuraj KumarPas encore d'évaluation
- Kingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaDocument15 pagesKingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaLeah Rice100% (1)
- Chapter 4 TurbineDocument56 pagesChapter 4 TurbineHabtamu Tkubet EbuyPas encore d'évaluation
- (Q2) Electrochemistry 29th JulyDocument21 pages(Q2) Electrochemistry 29th JulySupritam KunduPas encore d'évaluation
- Medgroup Packet Tracer Skills Integration Challenge: - Design and Prototype The New Medgroup TopologyDocument4 pagesMedgroup Packet Tracer Skills Integration Challenge: - Design and Prototype The New Medgroup TopologyvilanchPas encore d'évaluation
- Atlantis Is Discovered - Atlantis in Middle Danubian Depression (Pannonian Basin) A New Location of Atlantis IslandDocument31 pagesAtlantis Is Discovered - Atlantis in Middle Danubian Depression (Pannonian Basin) A New Location of Atlantis Islandpaulct2004721260% (10)
- Research Proposal PHDDocument19 pagesResearch Proposal PHDSuleiman Mukhtar100% (2)
- Concrete Saw Core Drilling Swms 10067-8Document12 pagesConcrete Saw Core Drilling Swms 10067-8JamesPas encore d'évaluation
- MFI 2 - Unit 3 - SB - L+SDocument10 pagesMFI 2 - Unit 3 - SB - L+SHoan HoàngPas encore d'évaluation
- Orchestral Recording, January 2006Document10 pagesOrchestral Recording, January 2006Rhys WilliamsPas encore d'évaluation
- EclipseDocument6 pagesEclipsetoncipPas encore d'évaluation
- Weichai WP10 Euro IIIDocument35 pagesWeichai WP10 Euro IIIBakery HamzaPas encore d'évaluation
- FF0221 01 Free Corporate Slides For Powerpoint 16x9Document14 pagesFF0221 01 Free Corporate Slides For Powerpoint 16x9KevinChicoReyesPas encore d'évaluation
- Igorot Village: Get To Know..Document11 pagesIgorot Village: Get To Know..Elain RagosPas encore d'évaluation
- The Modern Day Cult: by Antonio Panebianco, Jason Devine, Will RichardsDocument11 pagesThe Modern Day Cult: by Antonio Panebianco, Jason Devine, Will RichardsAntonio PanebiancoPas encore d'évaluation