Vous aimerez peut-être aussi
- MaintenanceDocument118 pagesMaintenancerouf john100% (2)
- Guide de Conception Des Reseaux Electrique Industriels by Genie Electromcanique Com PDFDocument930 pagesGuide de Conception Des Reseaux Electrique Industriels by Genie Electromcanique Com PDFWided Maghraoui100% (11)
- Contrôle de Gestion Et Gestion BudgétaireDocument39 pagesContrôle de Gestion Et Gestion BudgétaireEl Taoufik63% (8)
- Schneider Electric - Cahier Technique 195 - Transformateurs de Courant, Erreur de Spécification Et SolutionsDocument22 pagesSchneider Electric - Cahier Technique 195 - Transformateurs de Courant, Erreur de Spécification Et SolutionsZorbanfrPas encore d'évaluation
- Schneider Electric - Cahier Technique 195 - Transformateurs de Courant, Erreur de Spécification Et SolutionsDocument22 pagesSchneider Electric - Cahier Technique 195 - Transformateurs de Courant, Erreur de Spécification Et SolutionsZorbanfrPas encore d'évaluation
- Définition TC ct194 MGDocument36 pagesDéfinition TC ct194 MGlefordoPas encore d'évaluation
- COURS Hydraulique Generale MEPADocument69 pagesCOURS Hydraulique Generale MEPAH!Ch@m100% (2)
- Cours GMAO EM41 FinaleDocument50 pagesCours GMAO EM41 Finalehe200gabPas encore d'évaluation
- AnsiDocument2 pagesAnsicherif yahyaouiPas encore d'évaluation
- CT 154Document31 pagesCT 154havoc2012Pas encore d'évaluation
- Ig 130 FR 01 PDFDocument44 pagesIg 130 FR 01 PDFmoussaPas encore d'évaluation
- 2 Evaluation Du Patrimoine 1 EtudiantDocument24 pages2 Evaluation Du Patrimoine 1 EtudiantSoufiane SegPas encore d'évaluation
- Guide Conception Des Réseau Elec IndustrielDocument13 pagesGuide Conception Des Réseau Elec IndustrielAhmed Ousmane BAGREPas encore d'évaluation
- LogistiqueDocument6 pagesLogistiquekaoutar100% (1)
- Leroi SomerDocument20 pagesLeroi SomerJean FernandPas encore d'évaluation
- Le Pompage Solaire Photovoltaique Manuel de Cours PDFDocument26 pagesLe Pompage Solaire Photovoltaique Manuel de Cours PDFCET479% (19)
- Le Pompage Solaire Photovoltaique Manuel de Cours PDFDocument26 pagesLe Pompage Solaire Photovoltaique Manuel de Cours PDFCET479% (19)
- Aliment at Ion en Eau PotableDocument28 pagesAliment at Ion en Eau PotableOMOA1100% (3)
- Livret Stagiaire Habilitation ElectricienDocument75 pagesLivret Stagiaire Habilitation ElectricienanoPas encore d'évaluation
- Aydoo by AyourisDocument25 pagesAydoo by AyourisMuhamed Sghaier100% (1)
- Rapport de Stage Rebobinage Des Moteurs ElectriquesDocument45 pagesRapport de Stage Rebobinage Des Moteurs Electriquesamine baatitePas encore d'évaluation
- Presentation de L Analyse Frequentielle 2008 PDFDocument6 pagesPresentation de L Analyse Frequentielle 2008 PDFMustafa Moussaoui100% (1)
- Marketing Industriel 2021Document90 pagesMarketing Industriel 2021Jawahir Jeddou100% (1)
- Securite Groupe ElectrogeneDocument6 pagesSecurite Groupe ElectrogeneABELWALIDPas encore d'évaluation
- Installation Presentation SDMODocument70 pagesInstallation Presentation SDMOMiguel Perez100% (1)
- Compact NsDocument168 pagesCompact NsaminePas encore d'évaluation
- SM6-24 Merlin GerinDocument64 pagesSM6-24 Merlin Gerincenkturker0% (1)
- Faces Avant InstrumentsDocument19 pagesFaces Avant InstrumentsAnes LaoufiPas encore d'évaluation
- ATS22 User Manual FR BBV51329 04 PDFDocument87 pagesATS22 User Manual FR BBV51329 04 PDFkhadiro mahboulPas encore d'évaluation
- Manuel Tech.Document399 pagesManuel Tech.Hervé DorvauxPas encore d'évaluation
- 1290596535Document2 pages1290596535elkhalfiPas encore d'évaluation
- Chap2.1 - Logiciel Siemens DigsiDocument20 pagesChap2.1 - Logiciel Siemens DigsiSalvador FayssalPas encore d'évaluation
- Qelectrotech FinDocument10 pagesQelectrotech Finmahfoud ascenseursPas encore d'évaluation
- Riane Rami Magister Four PDFDocument101 pagesRiane Rami Magister Four PDFmdlfkdm100% (2)
- Tests Formatifs Théoriques - 12112019Document15 pagesTests Formatifs Théoriques - 12112019Galaye FAYEPas encore d'évaluation
- Guide Technique No. 6Document36 pagesGuide Technique No. 6Felipe MonteroPas encore d'évaluation
- TECO - L510 Manuel-D-Utilisation - French A 2cDocument110 pagesTECO - L510 Manuel-D-Utilisation - French A 2cAmine Bouzid100% (1)
- CEM6 Usu FRDocument34 pagesCEM6 Usu FRMamadou djibril BaPas encore d'évaluation
- 1171-Etude Du Niveau BallonDocument14 pages1171-Etude Du Niveau BallonAdel Chelba50% (2)
- 7.CEM - Réduction Des Couplage PDFDocument19 pages7.CEM - Réduction Des Couplage PDFfaycelPas encore d'évaluation
- Manuel Visa Guard EvolutionDocument37 pagesManuel Visa Guard EvolutionRodrigue Ghislain OuedraogoPas encore d'évaluation
- Installation Et Depannage de Moteurs Et de Generatrices A Courant ContinuDocument84 pagesInstallation Et Depannage de Moteurs Et de Generatrices A Courant ContinuYassine JaouhariPas encore d'évaluation
- variateur-ACS550-manuel-technique 0.75 To 160 KW PDFDocument340 pagesvariateur-ACS550-manuel-technique 0.75 To 160 KW PDFAttia50% (2)
- Invers SourceDocument32 pagesInvers Sourceahmed khodja karimPas encore d'évaluation
- Relay EasergyP5 2021Document110 pagesRelay EasergyP5 2021Ro KfortPas encore d'évaluation
- Commande Electrique Des Mécanismes V2Document47 pagesCommande Electrique Des Mécanismes V2Miloud RharousPas encore d'évaluation
- Transformateur TriphaseDocument12 pagesTransformateur TriphaseDriss SoulaimaniPas encore d'évaluation
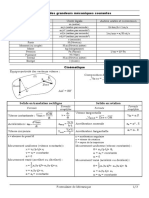
- Formulaire MecaniqueDocument3 pagesFormulaire MecaniquePascal ArmagnacPas encore d'évaluation
- TECH25 SectionneurDocument2 pagesTECH25 SectionneurYasmine ياسمينPas encore d'évaluation
- Ammour, Redouane Ikerrouiene, DjaffarDocument134 pagesAmmour, Redouane Ikerrouiene, DjaffarIyas ZegourPas encore d'évaluation
- NF C15-100 F11: Mars 2009Document3 pagesNF C15-100 F11: Mars 2009faraji cenexPas encore d'évaluation
- Relais SEPAM PDFDocument51 pagesRelais SEPAM PDFgali mohPas encore d'évaluation
- Rapport de La Maintenance Préventive Des Groupes Électrogènes 28 02 2023Document33 pagesRapport de La Maintenance Préventive Des Groupes Électrogènes 28 02 2023Ali FrahiPas encore d'évaluation
- Update 1.2.1FrDocument3 pagesUpdate 1.2.1FrTomaBogdanov100% (1)
- Diagnostic de Défauts Des TransformateursDocument4 pagesDiagnostic de Défauts Des Transformateursjbeli jbeliPas encore d'évaluation
- Remplacement Des Relais de ProtectionDocument74 pagesRemplacement Des Relais de ProtectionAbderrahmane DEHIBA100% (1)
- I.1 Définition de La Maintenance (Norme NF EN 13306)Document5 pagesI.1 Définition de La Maintenance (Norme NF EN 13306)Abdelillah BoucharebPas encore d'évaluation
- Programme de Formation Les Bases de La Conception Électrique Basse Tension +initiation CANECO BTDocument3 pagesProgramme de Formation Les Bases de La Conception Électrique Basse Tension +initiation CANECO BTKhalid AnahirPas encore d'évaluation
- AF-6 Catalogue FR BEFR Ed09!14!680726Document64 pagesAF-6 Catalogue FR BEFR Ed09!14!680726ABDELHAK BASSOUPas encore d'évaluation
- Micom C264/C264C: Calculateur de TrancheDocument540 pagesMicom C264/C264C: Calculateur de TrancheSid Ahmed Tahar100% (1)
- Suport de Cours Maintenance ProfessionnelleDocument51 pagesSuport de Cours Maintenance ProfessionnelleSabah LoumitiPas encore d'évaluation
- m4s2s71nt01 T Chang RoulementDocument15 pagesm4s2s71nt01 T Chang RoulementAlexandrePas encore d'évaluation
- Mise en Oeuvre TSX47Document154 pagesMise en Oeuvre TSX47fakhri100% (1)
- Matrice Des Unités DidactiquesDocument6 pagesMatrice Des Unités DidactiquesLaymen DibPas encore d'évaluation
- Atv312 ProgrammationDocument126 pagesAtv312 ProgrammationAALANTEMESPas encore d'évaluation
- Bilan de PuissanceDocument2 pagesBilan de PuissanceDjamal Mohammedi100% (1)
- HIMOINSA Brochure TransfertDeCharge FRDocument9 pagesHIMOINSA Brochure TransfertDeCharge FRCOUTHON FriedmanPas encore d'évaluation
- Schneider STDocument23 pagesSchneider STkhettaPas encore d'évaluation
- Formation Applicatif New Mi 2007 2010 Maintenance Niveau 3 V1.5Document57 pagesFormation Applicatif New Mi 2007 2010 Maintenance Niveau 3 V1.5zganonPas encore d'évaluation
- Specifications Techniques de Conception Et de Mise en Oeuvre Des Reseaux...Document50 pagesSpecifications Techniques de Conception Et de Mise en Oeuvre Des Reseaux...Smocot ViorelPas encore d'évaluation
- FLICKERDocument21 pagesFLICKERKarim SenhajiPas encore d'évaluation
- Gestipn de ProDocument16 pagesGestipn de ProFabien AndrianinaPas encore d'évaluation
- Cour MaintenanceDocument16 pagesCour Maintenancemiss khanPas encore d'évaluation
- Cours Maintenance Indu 2023Document22 pagesCours Maintenance Indu 2023yassin akkninnPas encore d'évaluation
- ct166 Enveloppes Et Degrés de Protection PDFDocument19 pagesct166 Enveloppes Et Degrés de Protection PDFsbabdexPas encore d'évaluation
- Avis 3Document2 pagesAvis 3CET4Pas encore d'évaluation
- RDMDocument87 pagesRDMWissem Ben YahiaPas encore d'évaluation
- Cahier Technique Coupure Dans Le VideDocument36 pagesCahier Technique Coupure Dans Le Viderevelec33Pas encore d'évaluation
- Electrotechnique BADEA-yusuf CBLDocument120 pagesElectrotechnique BADEA-yusuf CBLsalisalu100% (1)
- Cahier Technique Coupure Dans Le VideDocument36 pagesCahier Technique Coupure Dans Le Viderevelec33Pas encore d'évaluation
- CT 171Document16 pagesCT 171havoc2012Pas encore d'évaluation
- ct189FR Manoeuvre Et Protection Des Batteries de PDFDocument25 pagesct189FR Manoeuvre Et Protection Des Batteries de PDFsbabdexPas encore d'évaluation
- Schneider Electric - Cahier Technique 188 - Propriétés Et Utilisation Du SF6 Dans Les Appareils MT Et HTDocument25 pagesSchneider Electric - Cahier Technique 188 - Propriétés Et Utilisation Du SF6 Dans Les Appareils MT Et HTZorbanfrPas encore d'évaluation
- CT 170Document24 pagesCT 170CET4Pas encore d'évaluation
- CT 101Document19 pagesCT 101havoc2012100% (1)
- CT 127Document27 pagesCT 127Abdelhak AresmoukPas encore d'évaluation
- CT 170Document24 pagesCT 170CET4Pas encore d'évaluation
- DT StationDocument42 pagesDT StationMohamed MohaPas encore d'évaluation
- ct164 3Document20 pagesct164 3Abdoul Wahab DantéPas encore d'évaluation
- Disjoncteurs Fluarc Au SF6 Et ProtectionDocument16 pagesDisjoncteurs Fluarc Au SF6 Et ProtectionMister RPas encore d'évaluation
- Evolution Des Disj BTDocument20 pagesEvolution Des Disj BTjeanpaul CAYTANPas encore d'évaluation
- Cahier TechniqueDocument30 pagesCahier Techniquealsene75Pas encore d'évaluation
- Schneider Electric - Cahier Technique 163 - Coupure en BT Par Limitation de CourantDocument14 pagesSchneider Electric - Cahier Technique 163 - Coupure en BT Par Limitation de CourantZorbanfrPas encore d'évaluation
- 01 Tuyaux Polyvalents Et Tuyaux A EauDocument16 pages01 Tuyaux Polyvalents Et Tuyaux A Eaui_scriptPas encore d'évaluation
- Document de LindaDocument33 pagesDocument de LindaИмане ПхоенихPas encore d'évaluation
- Controler Les Coùts D'exploitation ImsetDocument49 pagesControler Les Coùts D'exploitation Imsetessid hendaPas encore d'évaluation
- Avenir 1Document45 pagesAvenir 1Abel KouamePas encore d'évaluation
- EXERCICE Compta Appro CCADocument12 pagesEXERCICE Compta Appro CCAwafa achouPas encore d'évaluation
- Informations ComplementairesDocument5 pagesInformations ComplementairesEjg EsjegasPas encore d'évaluation
- Le PalettierDocument6 pagesLe PalettierlhPas encore d'évaluation
- Ana Gestion Des StocksDocument50 pagesAna Gestion Des StocksMerv Bouda100% (1)
- Gestion de Production MRPDocument64 pagesGestion de Production MRPMohamed BoujnahPas encore d'évaluation
- Thèse Professionnelle MBA Spécialisé Management Des AchatsDocument94 pagesThèse Professionnelle MBA Spécialisé Management Des AchatsMBA ESG100% (1)
- TD 1 RevisionsDocument5 pagesTD 1 RevisionsNoé MarguinalPas encore d'évaluation
- TD 5 Planification de La ProductionDocument2 pagesTD 5 Planification de La Productionhantineeeston gamingPas encore d'évaluation
- Serie de TD 2 Les Diagrammes UMLDocument8 pagesSerie de TD 2 Les Diagrammes UMLZeroual Ahmed WalidPas encore d'évaluation
- Manuel OxygeneDocument22 pagesManuel Oxygenefethi viaPas encore d'évaluation
- Buses PEHDDocument99 pagesBuses PEHDChafiq OufridPas encore d'évaluation
- Livraison Non ConformeDocument4 pagesLivraison Non Conformejobro135Pas encore d'évaluation
- GU SAP 20ECC6 MD04 20 - 20etat 20dynamique 20des 20stocks 1Document14 pagesGU SAP 20ECC6 MD04 20 - 20etat 20dynamique 20des 20stocks 1afarahyPas encore d'évaluation
- Manuel de Procédures de Gestion Des Achats Et Des Stocks Des Produits de Santé de Lutte Contre Le VIH/SIDADocument101 pagesManuel de Procédures de Gestion Des Achats Et Des Stocks Des Produits de Santé de Lutte Contre Le VIH/SIDAossama sariaPas encore d'évaluation
- Gestion Des Appros Et Des StocksDocument211 pagesGestion Des Appros Et Des StocksOumaima Ben SaidPas encore d'évaluation
- CBCG Cocody: Exercice #1Document8 pagesCBCG Cocody: Exercice #1Evariste GnahouaPas encore d'évaluation
- Stage DTDocument51 pagesStage DTRubenFdezPas encore d'évaluation
- Module: Fichier: Semestre 1Document11 pagesModule: Fichier: Semestre 1Hamza AbbasPas encore d'évaluation
- Mouayad at Encg Settat s5 2021Document87 pagesMouayad at Encg Settat s5 2021Aymane MardiPas encore d'évaluation
- Orniformation Bts Corrige Informatique 2011Document2 pagesOrniformation Bts Corrige Informatique 2011MENGUE Benjamin BienvenuPas encore d'évaluation
- Mohamed Amine Jalal: Supply Chain Specialist À 3MDocument1 pageMohamed Amine Jalal: Supply Chain Specialist À 3MaminePas encore d'évaluation
- Support Gestion Des Centres de ProfitDocument193 pagesSupport Gestion Des Centres de ProfitAli AfirPas encore d'évaluation