Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Analytics in Oil GasDocument11 pagesAnalytics in Oil Gasfightclub1234Pas encore d'évaluation
- Petroleum Exploration: 1. IntroductionDocument16 pagesPetroleum Exploration: 1. IntroductionAshish SinghPas encore d'évaluation
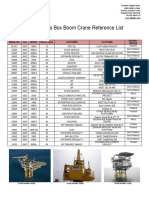
- Nautilus Box Boom Crane Reference ListDocument6 pagesNautilus Box Boom Crane Reference Listvipin_nair01100% (2)
- 112 Refinery Overview ChevronDocument2 pages112 Refinery Overview Chevronupender345Pas encore d'évaluation
- Source Rock Evaluation Parameters (Nippon)Document3 pagesSource Rock Evaluation Parameters (Nippon)RamLy SinaGaPas encore d'évaluation
- Refinery - Petrochemicals Master Plan Article - KBRDocument7 pagesRefinery - Petrochemicals Master Plan Article - KBRstavros7Pas encore d'évaluation
- Refinery OptimizationDocument7 pagesRefinery OptimizationgenergiaPas encore d'évaluation
- Alkane Alkene QuestionsDocument10 pagesAlkane Alkene QuestionsormattPas encore d'évaluation
- Accenture Upstream Oil Gas Digital Energy Trends Survey Infographic FinalDocument1 pageAccenture Upstream Oil Gas Digital Energy Trends Survey Infographic Finalfightclub1234Pas encore d'évaluation
- Financing Economics of City Gas Distribution Feedback Ventures PDFDocument31 pagesFinancing Economics of City Gas Distribution Feedback Ventures PDFfightclub1234Pas encore d'évaluation
- A Mixed-Integer Linear Programming Scheduling Optimization Model For Refinery ProductionDocument6 pagesA Mixed-Integer Linear Programming Scheduling Optimization Model For Refinery Productionfightclub1234Pas encore d'évaluation
- Demand and Supply Crude OilDocument25 pagesDemand and Supply Crude OilRohan R TamhanePas encore d'évaluation
- Malaysia's RAPID Project in Doubt: Price & Market TrendsDocument1 pageMalaysia's RAPID Project in Doubt: Price & Market TrendsKimberly ConleyPas encore d'évaluation
- Alkanes Alkenes and AlkynesDocument10 pagesAlkanes Alkenes and Alkynesapi-284299572Pas encore d'évaluation
- Daftar Pustaka 1Document2 pagesDaftar Pustaka 1adinda novianaPas encore d'évaluation
- 2012 Internation Pet Refining Journal India Lube Paper-TECHNOLOGY UOP Oct12Document10 pages2012 Internation Pet Refining Journal India Lube Paper-TECHNOLOGY UOP Oct12Chatt JrPas encore d'évaluation
- ShilpaDocument11 pagesShilpashilpakprPas encore d'évaluation
- Presentation 1Document7 pagesPresentation 1Abdillah StrhanPas encore d'évaluation
- Solubility of Water in Hydrocarbons - Hibbard & SchallaDocument27 pagesSolubility of Water in Hydrocarbons - Hibbard & SchallarschirtPas encore d'évaluation
- NRI LubricantCrsRef CHRTDocument2 pagesNRI LubricantCrsRef CHRTMuhammad ZubairPas encore d'évaluation
- Unconventional HydrocarbonsDocument3 pagesUnconventional HydrocarbonsMisael Maldonado GutierrezPas encore d'évaluation
- Economics CcacaatutorialDocument16 pagesEconomics CcacaatutorialMohd ZulhafiziPas encore d'évaluation
- Catálogo Sew Produtos AprovadosDocument18 pagesCatálogo Sew Produtos AprovadosSioney MonteiroPas encore d'évaluation
- Gaseous FuelsDocument12 pagesGaseous FuelsNikhil TanwarPas encore d'évaluation
- ENERGY BRIEF-China's SPR and Crude Commercial StorageDocument9 pagesENERGY BRIEF-China's SPR and Crude Commercial StorageNikhil JainPas encore d'évaluation
- IECEx TOTAL Standards AngolaDocument31 pagesIECEx TOTAL Standards AngolaIso macnamarePas encore d'évaluation
- Soal Smart Comp Latihan2Document5 pagesSoal Smart Comp Latihan2Rafil FriasmarPas encore d'évaluation
- BMW LL-04Document5 pagesBMW LL-04John DoePas encore d'évaluation
- Kontrak PSC MigasDocument6 pagesKontrak PSC MigasRahma NurfaridhaPas encore d'évaluation
- Kegiatan Sektor Migas: Upstream Activities Downstream Activities Processing Transportation Storage TradingDocument13 pagesKegiatan Sektor Migas: Upstream Activities Downstream Activities Processing Transportation Storage TradingDeni MulyawanPas encore d'évaluation
- 2b. SEDIMENTARY BASINS OF INDONESIADocument13 pages2b. SEDIMENTARY BASINS OF INDONESIAAndrew LumintangPas encore d'évaluation
- Top Oil & Gas CompaniesDocument7 pagesTop Oil & Gas CompaniesUtpalSahaPas encore d'évaluation
- Petroleum Geology of Pakistan by Iqbal.B.kadriDocument300 pagesPetroleum Geology of Pakistan by Iqbal.B.kadrigetsaif100% (5)
- OG Industry Pre Test Module AnswerDocument6 pagesOG Industry Pre Test Module Answeradel alganayPas encore d'évaluation