Vous aimerez peut-être aussi
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Anidhinchandranvs67% (3)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AD'EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&APas encore d'évaluation
- 2) Technical Proposal Synova Power - 20191007Document13 pages2) Technical Proposal Synova Power - 20191007สุวิมล แซ่ห่อPas encore d'évaluation
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideD'Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideÉvaluation : 3.5 sur 5 étoiles3.5/5 (7)
- Datasheet, Drawings & QAP For Pressure Relief Valve DN400 PN16-LBC - 180920 PDFDocument4 pagesDatasheet, Drawings & QAP For Pressure Relief Valve DN400 PN16-LBC - 180920 PDFYogesh GawadePas encore d'évaluation
- How to prepare Welding Procedures for Oil & Gas PipelinesD'EverandHow to prepare Welding Procedures for Oil & Gas PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Datasheet, Drawings & QAP For Pressure Relief Valve DN400 PN16-LBC - 180920 PDFDocument4 pagesDatasheet, Drawings & QAP For Pressure Relief Valve DN400 PN16-LBC - 180920 PDFYogesh GawadePas encore d'évaluation
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Aروشان فاطمة روشانPas encore d'évaluation
- Welding Processes Investigation SlidesDocument36 pagesWelding Processes Investigation SlidesSwarna LathaPas encore d'évaluation
- Asme Sec Ix Guide PDFDocument144 pagesAsme Sec Ix Guide PDFCHARLES Anthonyraj100% (1)
- Nippon Kaiji Kyokai: Information CenterDocument2 pagesNippon Kaiji Kyokai: Information CenterThe MatrixPas encore d'évaluation
- nITP For Suspenion Hanger Pin Alt 2Document4 pagesnITP For Suspenion Hanger Pin Alt 2ABHISHEK KUMARPas encore d'évaluation
- The Alumiguard Sheet Piling Is Used ForDocument2 pagesThe Alumiguard Sheet Piling Is Used ForVitor José RodriguesPas encore d'évaluation
- Wem Pu 6089 A PDFDocument74 pagesWem Pu 6089 A PDFolalekanPas encore d'évaluation
- Sheet & PurlinDocument14 pagesSheet & PurlinStructures ProductionPas encore d'évaluation
- LS 145-10.T01 - 10 Welding of Piping (EN)Document7 pagesLS 145-10.T01 - 10 Welding of Piping (EN)Kreshna Wisnu BrataPas encore d'évaluation
- 4980weldingpiping Rev7-140915Document8 pages4980weldingpiping Rev7-140915PeterDonerPas encore d'évaluation
- Sol Cal Kaig Zah CHW&PVC 1006 E02 r00Document176 pagesSol Cal Kaig Zah CHW&PVC 1006 E02 r00mohamad.damerly.zaidg.kaigPas encore d'évaluation
- WPQ Process As Per ISO-9606-1 2013Document4 pagesWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- Fabrication Procedure DMW-4820M00250-000120-19Document8 pagesFabrication Procedure DMW-4820M00250-000120-19mohd as shahiddin jafriPas encore d'évaluation
- Repair TrainingDocument35 pagesRepair TraininguraliPas encore d'évaluation
- A Comparison of BS EN 287 Part 1.2011 With BS EN ISO 9606 - Part 1 - TWIDocument8 pagesA Comparison of BS EN 287 Part 1.2011 With BS EN ISO 9606 - Part 1 - TWIMUHAMMAD FAHAD RANAPas encore d'évaluation
- Asme Sec 9 PDFDocument144 pagesAsme Sec 9 PDFसंजय घिल्डियालPas encore d'évaluation
- 04-10 AVK Fixed Street CoverDocument2 pages04-10 AVK Fixed Street Covermohammed rinshinPas encore d'évaluation
- Asme Section IX Educational SeriesDocument144 pagesAsme Section IX Educational Seriesglazetm100% (6)
- Understanding API 582 & PTS 30106018 - Metal WeldingDocument44 pagesUnderstanding API 582 & PTS 30106018 - Metal Weldingrosli2503Pas encore d'évaluation
- Understanding API 582 & PTS 30106018 - Metal Welding - READDocument44 pagesUnderstanding API 582 & PTS 30106018 - Metal Welding - READrosli2503Pas encore d'évaluation
- Thermal Power ApplicationsDocument27 pagesThermal Power ApplicationsKrisPas encore d'évaluation
- ZTT Fittings 21-XJ20210407056-LOT1Document6 pagesZTT Fittings 21-XJ20210407056-LOT1lucas maldonadoPas encore d'évaluation
- 09630-ET-305-02-R0 Linepipes and Bends Material Data SheetsDocument6 pages09630-ET-305-02-R0 Linepipes and Bends Material Data SheetsWilliam O OkolotuPas encore d'évaluation
- TWI-2009-Improved Welding, Inspection and Integrity of Clad Pipeline Girth Welds First Progress Report PDFDocument60 pagesTWI-2009-Improved Welding, Inspection and Integrity of Clad Pipeline Girth Welds First Progress Report PDFRicardoSchayerSabinoPas encore d'évaluation
- CPS - Bridge PlugDocument8 pagesCPS - Bridge PlugJOGENDRA SINGHPas encore d'évaluation
- Et 0000 0 000 04 750Document83 pagesEt 0000 0 000 04 750RenatoPas encore d'évaluation
- Duties of Welding InspectorDocument4 pagesDuties of Welding InspectorBalakumarPas encore d'évaluation
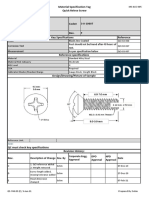
- MS-ACC-005 (F) Quick Relese ScrewDocument2 pagesMS-ACC-005 (F) Quick Relese ScrewAshraaf aushiPas encore d'évaluation
- Weld Manual 4 PowerDocument77 pagesWeld Manual 4 PowerGyanendra Narayan NayakPas encore d'évaluation
- Line Strainer 4005: DN 10 Up To DN 65Document3 pagesLine Strainer 4005: DN 10 Up To DN 65santhoshkrishnaPas encore d'évaluation
- Codes For Vessels/Heat ExchangersDocument23 pagesCodes For Vessels/Heat ExchangersiFROG ChannelPas encore d'évaluation
- Cu-Ni Pipes, Flanges & FittingsDocument67 pagesCu-Ni Pipes, Flanges & Fittingssdk1978Pas encore d'évaluation
- Bfou C Nek 606 s4 s8 CableDocument3 pagesBfou C Nek 606 s4 s8 CableSantosh KumarPas encore d'évaluation
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDocument38 pagesMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTPas encore d'évaluation
- Insulating JointDocument17 pagesInsulating Jointreza329329100% (1)
- 1) ATRIUM-CAL-002 - Connection Calculations (23!09!2015 Updated)Document39 pages1) ATRIUM-CAL-002 - Connection Calculations (23!09!2015 Updated)Suresh DPas encore d'évaluation
- Preq Al Jaber Engineering Wiltz TemboDocument279 pagesPreq Al Jaber Engineering Wiltz Tembo721917114 47Pas encore d'évaluation
- The Dow Chemical Company Engineering Specification Materials G8S-5002-00 Global 12-MAR-1997 Page 1 of 4Document4 pagesThe Dow Chemical Company Engineering Specification Materials G8S-5002-00 Global 12-MAR-1997 Page 1 of 4maheshPas encore d'évaluation
- Simon RoseDocument30 pagesSimon Rosearkho_ianPas encore d'évaluation
- Victaulic Style 75Document4 pagesVictaulic Style 75Mancasi RazvanPas encore d'évaluation
- WPS Format SampleDocument12 pagesWPS Format SampleminiraqibPas encore d'évaluation
- Section 1 Power & Wiring Cables PDFDocument83 pagesSection 1 Power & Wiring Cables PDFMohamed AhmedPas encore d'évaluation
- ValveQuoteOrderSpec - Viable Vs Engineered ShortDocument5 pagesValveQuoteOrderSpec - Viable Vs Engineered Shortsnowyjen17Pas encore d'évaluation
- Introduction To Subsea Production Systems: 03 Drilling and WellsDocument15 pagesIntroduction To Subsea Production Systems: 03 Drilling and Wellsavula43Pas encore d'évaluation
- Aws-Cwi-Gaurang CVDocument6 pagesAws-Cwi-Gaurang CVGaurang PandyaPas encore d'évaluation
- Qaqc-015 Weld History SheetDocument12 pagesQaqc-015 Weld History SheetUmair KhanPas encore d'évaluation
- Pig Launchers Recievers PDFDocument9 pagesPig Launchers Recievers PDFgalih santosoPas encore d'évaluation
- GFDS, Mnbfdlkyfdsdfgbn NgregnDocument13 pagesGFDS, Mnbfdlkyfdsdfgbn NgregnAnonymous 7YilBuIuQm100% (1)
- Seal Qualification TestDocument25 pagesSeal Qualification TestvigneshPas encore d'évaluation
- ROX000332649 Contact WeldingDocument8 pagesROX000332649 Contact WeldingRodolfo PiancaPas encore d'évaluation
- Stainless Steel Swing Check Valve: Threaded Connection - 200 WOGDocument1 pageStainless Steel Swing Check Valve: Threaded Connection - 200 WOGJuan Gutierrez CastilloPas encore d'évaluation
- Submittal 15890-001-000-mrDocument22 pagesSubmittal 15890-001-000-mrAlvin PermadiPas encore d'évaluation
- Application For Registration As An Inspector of WorksDocument3 pagesApplication For Registration As An Inspector of WorksINSTECH ConsultingPas encore d'évaluation
- Repair Welding Considerations For Cr-Mo Steel Pressure Vessels ARTICLE 2.15Document7 pagesRepair Welding Considerations For Cr-Mo Steel Pressure Vessels ARTICLE 2.15romanosky11Pas encore d'évaluation
- Ve jkj127 PDFDocument1 pageVe jkj127 PDFRafiqKuPas encore d'évaluation
- BurnerLogix Training Slides PDFDocument65 pagesBurnerLogix Training Slides PDFRafiqKuPas encore d'évaluation
- Professional Certificate CSWIP 3.1 Welding InspectorDocument7 pagesProfessional Certificate CSWIP 3.1 Welding InspectorRafiqKuPas encore d'évaluation
- Ball Valve Seat MaterialDocument1 pageBall Valve Seat MaterialupdynePas encore d'évaluation
- InSight II Training SlidesDocument34 pagesInSight II Training SlidesRafiqKuPas encore d'évaluation
- Radial Projection PDFDocument1 pageRadial Projection PDFRafiqKuPas encore d'évaluation
- Project & Engineering Services Department: Pipe Installation During NGCT Lead Lag Configuration ProjectDocument1 pageProject & Engineering Services Department: Pipe Installation During NGCT Lead Lag Configuration ProjectRafiqKuPas encore d'évaluation
- Project & Engineering Services DepartmentDocument1 pageProject & Engineering Services DepartmentRafiqKuPas encore d'évaluation
- Payroll Process Flow & Requirements For Payment ProcessDocument3 pagesPayroll Process Flow & Requirements For Payment ProcessRafiqKuPas encore d'évaluation
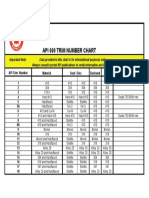
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaPas encore d'évaluation
- List AWSDocument14 pagesList AWSRafiqKuPas encore d'évaluation
- Lampiran PengimpalDocument3 pagesLampiran PengimpalRafiqKuPas encore d'évaluation
- Steel PDFDocument29 pagesSteel PDFLakhwant Singh KhalsaPas encore d'évaluation
- List ANSIDocument27 pagesList ANSIRafiqKuPas encore d'évaluation
- Sitechecklist CWFDocument10 pagesSitechecklist CWFjesycubanPas encore d'évaluation
- Effects of Post Weld Heat Treatment (PWHT) Temperature On Mechanical Properties of Weld Metals For High-Cr Ferritic Heat-Resistant SteelDocument7 pagesEffects of Post Weld Heat Treatment (PWHT) Temperature On Mechanical Properties of Weld Metals For High-Cr Ferritic Heat-Resistant SteelShanmuga NavaneethanPas encore d'évaluation
- List EemuaDocument2 pagesList EemuaRafiqKuPas encore d'évaluation
- List AWSDocument14 pagesList AWSRafiqKuPas encore d'évaluation
- Ve jkj127 PDFDocument1 pageVe jkj127 PDFRafiqKuPas encore d'évaluation
- Weld Defect Wall ChartDocument1 pageWeld Defect Wall ChartRafiqKuPas encore d'évaluation
- SpectableBlinds Catalog SingleBlindsSpacers PDFDocument10 pagesSpectableBlinds Catalog SingleBlindsSpacers PDFicetesterPas encore d'évaluation
- Amerlock 400Document3 pagesAmerlock 400RafiqKuPas encore d'évaluation
- C 21029Document2 pagesC 21029RafiqKuPas encore d'évaluation
- Dimensions, Sizes and Specification of ANSI ASME B 16.5 FlangesDocument8 pagesDimensions, Sizes and Specification of ANSI ASME B 16.5 FlangesAndres Nicolas Bouvier100% (1)
- Eye Vision Test Form-Rev 5Document1 pageEye Vision Test Form-Rev 5RafiqKuPas encore d'évaluation
- A 860Document7 pagesA 860Cherukunnon JubuPas encore d'évaluation
- TorqSeal Test ProcedureDocument2 pagesTorqSeal Test ProcedureRafiqKuPas encore d'évaluation
- Switch Gear Report: Product Code Wise DetailsDocument36 pagesSwitch Gear Report: Product Code Wise Detailsmsk_tigerPas encore d'évaluation
- Hitachi - High Speed Tools SteelDocument11 pagesHitachi - High Speed Tools SteelWahyu Ibnu Nur HudaPas encore d'évaluation
- Din 7991Document5 pagesDin 7991mohamadreza bagheriPas encore d'évaluation
- Investment Casting Design Guide PDFDocument18 pagesInvestment Casting Design Guide PDFing_mancera100% (2)
- Vietnam Metalworking Supporting Industry: Table of ContentDocument24 pagesVietnam Metalworking Supporting Industry: Table of ContentNghi TranPas encore d'évaluation
- NetShape MIM Design GuideDocument13 pagesNetShape MIM Design Guidegnk68Pas encore d'évaluation
- 1420 Turnbuckle M12 HDGDocument2 pages1420 Turnbuckle M12 HDGqualityPas encore d'évaluation
- Catalogo Machuelos Threading Tools To Jis StandardDocument68 pagesCatalogo Machuelos Threading Tools To Jis StandardnabilahanakhairunnidaPas encore d'évaluation
- Surface Integrity in Hybrid Machining ProcessesDocument11 pagesSurface Integrity in Hybrid Machining ProcessesYa LiPas encore d'évaluation
- Welding Hygienic RequirementsDocument5 pagesWelding Hygienic RequirementsZmanPas encore d'évaluation
- Din 00267 27 2004 enDocument8 pagesDin 00267 27 2004 enyunus emrePas encore d'évaluation
- Laboratory Exercises - Machine Elements: Assembling and De-Assembling A Gear UnitDocument5 pagesLaboratory Exercises - Machine Elements: Assembling and De-Assembling A Gear UnitAndreea PricopneacPas encore d'évaluation
- Field Welding Inspection ManualDocument40 pagesField Welding Inspection ManualBala Praveen100% (1)
- HR Defect AlbumDocument27 pagesHR Defect AlbumPrabhakar Kattula33% (3)
- Welding SymbolsDocument8 pagesWelding SymbolsSantosh Kumar100% (1)
- Design and Analysis of Press Tool For WashersDocument6 pagesDesign and Analysis of Press Tool For WashersAnonymous CcBk1Q5yPas encore d'évaluation
- MNNIT, Engineering GraphicsDocument1 pageMNNIT, Engineering GraphicsMo AlamPas encore d'évaluation
- Imes Icore Coritec Tools enDocument7 pagesImes Icore Coritec Tools enFORDENT FORDENTPas encore d'évaluation
- 5M MTC - Aj420Document7 pages5M MTC - Aj420Paing Soe LinPas encore d'évaluation
- Nikken Slim ChuckDocument28 pagesNikken Slim ChuckLCF LEONGPas encore d'évaluation
- 69 PDFDocument36 pages69 PDFrobotrmu100% (6)
- Plug Weld :DDocument17 pagesPlug Weld :DKumarChirraPas encore d'évaluation
- Thread Geometry - Metric CoarseDocument4 pagesThread Geometry - Metric CoarseMociran FlorinPas encore d'évaluation
- Tool and Die MakerDocument24 pagesTool and Die MakerArun ManoharPas encore d'évaluation
- Torque CalculatorDocument2 pagesTorque CalculatorDanhHoPas encore d'évaluation
- Design and Fabrication of Abrasive Glass Cutting Machine Using Compressed AirDocument4 pagesDesign and Fabrication of Abrasive Glass Cutting Machine Using Compressed AirSujit SinghPas encore d'évaluation
- MCQ On CNC MachineDocument3 pagesMCQ On CNC Machinecbeprabhugmail100% (1)
- WeLding Record & Report Track Piping WorkDocument533 pagesWeLding Record & Report Track Piping WorkUjang SonjayaPas encore d'évaluation
- DrillingDocument10 pagesDrillingAce Michael AldamarPas encore d'évaluation
- Chromium Plating of Press ToolsDocument6 pagesChromium Plating of Press Toolsrajamech46Pas encore d'évaluation