Vous aimerez peut-être aussi
- Projeto de Sistemas Propulsores - RLDocument96 pagesProjeto de Sistemas Propulsores - RLRafael LucenaPas encore d'évaluation
- Trabalho de Otimização - RAFAEL LUCENADocument16 pagesTrabalho de Otimização - RAFAEL LUCENARafael LucenaPas encore d'évaluation
- Análise dos movimentos em heave, roll e pitch de uma plataforma de gravidadeDocument45 pagesAnálise dos movimentos em heave, roll e pitch de uma plataforma de gravidadeRafael LucenaPas encore d'évaluation
- Projeto Naval 1Document57 pagesProjeto Naval 1Rafael LucenaPas encore d'évaluation
- Projeto Naval 1 Parte 2Document121 pagesProjeto Naval 1 Parte 2Rafael LucenaPas encore d'évaluation
- Análise dos movimentos em heave, roll e pitch de uma plataforma de gravidadeDocument45 pagesAnálise dos movimentos em heave, roll e pitch de uma plataforma de gravidadeRafael LucenaPas encore d'évaluation
- Relatório ProjetoDocument29 pagesRelatório ProjetoRafael LucenaPas encore d'évaluation
- Questao 4Document1 pageQuestao 4Rafael LucenaPas encore d'évaluation
- Hidrodinâmica do Navio II: Projeto e Análise de Desempenho de EmbarcaçãoDocument34 pagesHidrodinâmica do Navio II: Projeto e Análise de Desempenho de EmbarcaçãoRafael LucenaPas encore d'évaluation
- Terceiro Relatorio - Arte NavalDocument24 pagesTerceiro Relatorio - Arte NavalRafael LucenaPas encore d'évaluation
- Experimento Com Um Modelo de Embarcação Do Tipo RebocadorDocument5 pagesExperimento Com Um Modelo de Embarcação Do Tipo RebocadorRafael LucenaPas encore d'évaluation
- Relatorio HeliceDocument5 pagesRelatorio HeliceRafael LucenaPas encore d'évaluation
- Relatorio1 ArteNavalDocument7 pagesRelatorio1 ArteNavalRafael LucenaPas encore d'évaluation
- Trab. C.E.M2Document5 pagesTrab. C.E.M2Rafael LucenaPas encore d'évaluation
- Construção naval: sequência de montagem para painéis de costado e convésDocument11 pagesConstrução naval: sequência de montagem para painéis de costado e convésRafael LucenaPas encore d'évaluation
- Custos Industriais - 01Document78 pagesCustos Industriais - 01Rafael LucenaPas encore d'évaluation
- Primeiro Relatorio - Arte NavalDocument13 pagesPrimeiro Relatorio - Arte NavalRafael LucenaPas encore d'évaluation
- Hidrodinâmica 3 - Rafael Lucena (Trab1)Document37 pagesHidrodinâmica 3 - Rafael Lucena (Trab1)Rafael LucenaPas encore d'évaluation
- Roteiro para Curva de Áreas PDFDocument2 pagesRoteiro para Curva de Áreas PDFRafael LucenaPas encore d'évaluation
- Hidrodinâmica 3 - Rafael Lucena (Trab1)Document41 pagesHidrodinâmica 3 - Rafael Lucena (Trab1)Rafael LucenaPas encore d'évaluation
- Custos Industriais - 03Document22 pagesCustos Industriais - 03Rafael LucenaPas encore d'évaluation
- Apostila Processos EstocásticosDocument24 pagesApostila Processos EstocásticosRafael LucenaPas encore d'évaluation
- Tutorial Primeiro TrabalhoDocument5 pagesTutorial Primeiro TrabalhoRafael LucenaPas encore d'évaluation
- Custos Industriais - 02Document37 pagesCustos Industriais - 02Rafael LucenaPas encore d'évaluation
- Relatório de Projeto Estrutural 2Document13 pagesRelatório de Projeto Estrutural 2Rafael LucenaPas encore d'évaluation
- Osmose Reversa gera água potável a partir da água do marDocument12 pagesOsmose Reversa gera água potável a partir da água do marRafael LucenaPas encore d'évaluation
- Calculo de área e centro de pressão do leme de embarcaçãoDocument3 pagesCalculo de área e centro de pressão do leme de embarcaçãoRafael LucenaPas encore d'évaluation
- Geracao de Vapor e CalorDocument51 pagesGeracao de Vapor e CalorMônica MonteiroPas encore d'évaluation
- Trabalho Ambiental - Plataforma Piper AlphaDocument14 pagesTrabalho Ambiental - Plataforma Piper AlphaRafael LucenaPas encore d'évaluation
- 08 Harpa Cristã - Cristo, o Fiel Amigo - Arranjo: Renato PimentaDocument32 pages08 Harpa Cristã - Cristo, o Fiel Amigo - Arranjo: Renato PimentaRenato Pimenta100% (1)
- Como Elaborar Um Relatório de PatenteDocument4 pagesComo Elaborar Um Relatório de PatenteLaercio BuenoPas encore d'évaluation
- PR3 Conceitos Requisitos Pav Concreto Permeavel PDFDocument8 pagesPR3 Conceitos Requisitos Pav Concreto Permeavel PDFjhonatas silvaPas encore d'évaluation
- Casa Térrea RevitDocument4 pagesCasa Térrea RevitBruna SantosPas encore d'évaluation
- Atualização da legenda do mapa de solos do ESDocument34 pagesAtualização da legenda do mapa de solos do ESAndre VaccariPas encore d'évaluation
- Apostila Curso PLC Siemens Software Step7Document343 pagesApostila Curso PLC Siemens Software Step7Erlon Carvalho100% (4)
- Ed. Física, 3º EMEJA - A Influência Da Mídia e Da Tecnologia Nas Nossas Práticas CorporaisDocument9 pagesEd. Física, 3º EMEJA - A Influência Da Mídia e Da Tecnologia Nas Nossas Práticas CorporaisCristiane FariasPas encore d'évaluation
- Bomba Centrífuga - Equipe - Série BRFDocument15 pagesBomba Centrífuga - Equipe - Série BRFLucas Zarpelon SilvaPas encore d'évaluation
- NEED FOR SPEED PROSTREET (PS2) CÓDIGOSDocument15 pagesNEED FOR SPEED PROSTREET (PS2) CÓDIGOSalexbreisPas encore d'évaluation
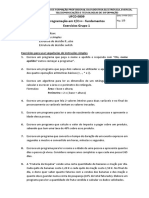
- Exercicios Grupo 1 - Algoritimia - UFCD 0809 - Programação em CIC++ - FundamentosDocument5 pagesExercicios Grupo 1 - Algoritimia - UFCD 0809 - Programação em CIC++ - FundamentosAndreia DiasPas encore d'évaluation
- Alumínio e Suas Ligas - Telhas e Acessórios - Requisitos, Projeto e InstalaçãoDocument34 pagesAlumínio e Suas Ligas - Telhas e Acessórios - Requisitos, Projeto e InstalaçãoMoacyr Salles Neto100% (2)
- MySQL banco de dados aberto multiplataformaDocument4 pagesMySQL banco de dados aberto multiplataformaDiego Igor0% (1)
- Apanhado de Dicas Sobre Fotografia - 154pgsDocument154 pagesApanhado de Dicas Sobre Fotografia - 154pgsCris DutraPas encore d'évaluation
- Curso VBA Excel - Básico PDFDocument28 pagesCurso VBA Excel - Básico PDFitalo_junjiPas encore d'évaluation
- Apresent Convolução Correlação CruzadaDocument35 pagesApresent Convolução Correlação CruzadaPedro Henrique Oliveira SilvaPas encore d'évaluation
- Lista de exercícios avaliativa de circuitos digitaisDocument9 pagesLista de exercícios avaliativa de circuitos digitaisElder SantosPas encore d'évaluation
- Eixos Dianteiros Meritor PDFDocument64 pagesEixos Dianteiros Meritor PDFClovis Santos100% (1)
- Novo Codigo Florestal PDFDocument28 pagesNovo Codigo Florestal PDFeliane201422Pas encore d'évaluation
- Direito Aplicado À InformáticaDocument53 pagesDireito Aplicado À InformáticaGustavo Rossi100% (1)
- Resolvendo LMIs no MATLAB com Yalmip e SedumiDocument20 pagesResolvendo LMIs no MATLAB com Yalmip e SedumiLuis Carvalho50% (2)
- Controlo de rendimentos e mão de obra em construçãoDocument102 pagesControlo de rendimentos e mão de obra em construçãoCarlos MagalhãesPas encore d'évaluation
- GED 15303-Anexo F v1.7.3Document5 pagesGED 15303-Anexo F v1.7.3jonnathanPas encore d'évaluation
- Construção de cisterna de 4500LDocument4 pagesConstrução de cisterna de 4500LJonathan PistoriusPas encore d'évaluation
- Bombas PDFDocument47 pagesBombas PDFalfredobochnia4337100% (1)
- Automacao PDFDocument330 pagesAutomacao PDFBruno GenteluciPas encore d'évaluation
- Aula 02 - Fichamento e ArtigoDocument44 pagesAula 02 - Fichamento e ArtigoTaís Paranhos100% (1)
- Cessna 182 treinador elétrico modeloDocument16 pagesCessna 182 treinador elétrico modeloCleucir Goncalves25% (8)
- Administração da fila de esperaDocument31 pagesAdministração da fila de esperamarisaPas encore d'évaluation
- Antropologia: ciências naturais x sociaisDocument2 pagesAntropologia: ciências naturais x sociaisIsrael Alves Jahn100% (1)
- Cadernos 9Document303 pagesCadernos 9Luiza ValladaresPas encore d'évaluation