Vous aimerez peut-être aussi
- Southern Marine Engineering Desk Reference: Second Edition Volume IiD'EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiPas encore d'évaluation
- BAN0006EN11 CS Huntly - Power - StationDocument4 pagesBAN0006EN11 CS Huntly - Power - StationLong NguyenPas encore d'évaluation
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsD'EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsPas encore d'évaluation
- Diagonoses Gearbox in FieldDocument45 pagesDiagonoses Gearbox in FieldImran Ahmad100% (1)
- Bearings: A Tribology HandbookD'EverandBearings: A Tribology HandbookM. J. NealeÉvaluation : 3 sur 5 étoiles3/5 (8)
- CSP01Document22 pagesCSP01SaqerAl-GawagzehPas encore d'évaluation
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreD'EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreÉvaluation : 4.5 sur 5 étoiles4.5/5 (11)
- 13 - Chapter 5 Bible StudyDocument17 pages13 - Chapter 5 Bible StudyTomas Casillas-GerenaPas encore d'évaluation
- Vibration Analysis Gt6 Generator LibyaDocument6 pagesVibration Analysis Gt6 Generator LibyaRohit GunerkarPas encore d'évaluation
- Report of Unchahar Unit 2 Bearing 6 VibrationDocument8 pagesReport of Unchahar Unit 2 Bearing 6 Vibrationshobhan1984Pas encore d'évaluation
- Root Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedDocument8 pagesRoot Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedAbdulrahman AlkhowaiterPas encore d'évaluation
- Resolving Structural Vibration Issue On A Water Flood PumpDocument22 pagesResolving Structural Vibration Issue On A Water Flood Pumpdachrydax100% (1)
- Operator PresentationDocument41 pagesOperator PresentationRoberto OrtegaPas encore d'évaluation
- Hot Spots in Turboexpander Bearings: Case History, Stability Analysis, Measurements and Operational ExperienceDocument11 pagesHot Spots in Turboexpander Bearings: Case History, Stability Analysis, Measurements and Operational Experienceelbusharieltaher1261100% (1)
- Operating Deflection ShapeDocument9 pagesOperating Deflection ShapeDan-jones TudziPas encore d'évaluation
- Poster Lord FinalDocument1 pagePoster Lord Finalapi-253401346Pas encore d'évaluation
- Analysis of Fan Excessive Vibration Using Operating Deflection Shape AnalysisDocument11 pagesAnalysis of Fan Excessive Vibration Using Operating Deflection Shape Analysisbudi_kamilPas encore d'évaluation
- Bend Shaft Vibration SpectrumDocument6 pagesBend Shaft Vibration SpectrumAvnish DubeyPas encore d'évaluation
- Balancing Fundamentals SchenckDocument15 pagesBalancing Fundamentals SchenckChoochart Thongnark0% (1)
- Place For Title: Sub-Synchronous Vibration On Centrifugal Compressor With Tilt-Pad BearingsDocument22 pagesPlace For Title: Sub-Synchronous Vibration On Centrifugal Compressor With Tilt-Pad BearingsSeresdfrtPas encore d'évaluation
- Field Balancing and Vibration Reduction of Large Power Generation Steam TurbinesDocument31 pagesField Balancing and Vibration Reduction of Large Power Generation Steam TurbinesAbdulrahman Alkhowaiter100% (1)
- Machinery Vibration Limits and Dynamic Structural ResponseDocument28 pagesMachinery Vibration Limits and Dynamic Structural ResponseteguhfujyardiPas encore d'évaluation
- Ultrasonic TestingDocument14 pagesUltrasonic TestingshasvinaPas encore d'évaluation
- Bearing Vibration AnalysisDocument11 pagesBearing Vibration AnalysisAnh Tuan PhanPas encore d'évaluation
- Balancing FundamentalsDocument16 pagesBalancing FundamentalsAHPas encore d'évaluation
- High Vibration On Francis Turbine Caused by Hydraulic UnbalanceDocument13 pagesHigh Vibration On Francis Turbine Caused by Hydraulic UnbalanceSasi NimmakayalaPas encore d'évaluation
- AGMA Technical Paper Sumitomo Cycloidal Vibration AnalysisDocument25 pagesAGMA Technical Paper Sumitomo Cycloidal Vibration AnalysisEstebanRivera100% (1)
- Screw Compressor RubDocument21 pagesScrew Compressor RubSamir BenabdallahPas encore d'évaluation
- Vibration Monitoring of C-1 Steam Turbine (Jan June, 2016)Document9 pagesVibration Monitoring of C-1 Steam Turbine (Jan June, 2016)Zafar KazmiPas encore d'évaluation
- Longitudinal Tooth ContactDocument6 pagesLongitudinal Tooth Contacthrh_pogcPas encore d'évaluation
- Case 4 - Lubrication Deficiency in REBDocument2 pagesCase 4 - Lubrication Deficiency in REBKasinathan MuniandiPas encore d'évaluation
- EicherDocument19 pagesEicherKśm ŠhêîkhPas encore d'évaluation
- Root Cause Determination of Excessive Hull Vibration On A First-In-Class Tugboat DesignDocument4 pagesRoot Cause Determination of Excessive Hull Vibration On A First-In-Class Tugboat DesignEswin Paico de la CruzPas encore d'évaluation
- Effect of Turbulence On Savonius Rotor Efficiency: Final ReportDocument19 pagesEffect of Turbulence On Savonius Rotor Efficiency: Final ReportMilenko ZivancevPas encore d'évaluation
- Aeroderivative Gas Turbine Analysis and TestDocument4 pagesAeroderivative Gas Turbine Analysis and TestJorge Mario RodriguezPas encore d'évaluation
- Frequency Detuning in Vertical Pumps - Pumps & Systems PDFDocument9 pagesFrequency Detuning in Vertical Pumps - Pumps & Systems PDFskakerPas encore d'évaluation
- Frequency Detuning in Vertical Pumps - Pumps & Systems PDFDocument9 pagesFrequency Detuning in Vertical Pumps - Pumps & Systems PDFskakerPas encore d'évaluation
- Comprehensive Kiln AlignmentDocument10 pagesComprehensive Kiln AlignmentEdson Ricardo LimaPas encore d'évaluation
- Vibration AnalysisDocument10 pagesVibration AnalysisYasser BayoumyPas encore d'évaluation
- Vertical Pump Synchronous Motor VibrationDocument0 pageVertical Pump Synchronous Motor Vibrationilmu2Pas encore d'évaluation
- French Oil Mill Machinery ReportDocument11 pagesFrench Oil Mill Machinery ReportSaqib HussainPas encore d'évaluation
- Design UprightDocument5 pagesDesign UprightJohn HopkinsPas encore d'évaluation
- Rotary Kiln VibrationDocument3 pagesRotary Kiln VibrationFurqan ShabbirPas encore d'évaluation
- Air Gap Fault Zone - ColorDocument47 pagesAir Gap Fault Zone - ColorHowk RiosPas encore d'évaluation
- Compressor Rub Verified by Rotating Phase Symtoms PDFDocument6 pagesCompressor Rub Verified by Rotating Phase Symtoms PDFLong NguyenPas encore d'évaluation
- Case Study of Cooling Tower FanDocument8 pagesCase Study of Cooling Tower FanshakerPas encore d'évaluation
- Case Study of Cooling Tower FanDocument8 pagesCase Study of Cooling Tower FanshakerPas encore d'évaluation
- Case Study of Cooling Tower FanDocument8 pagesCase Study of Cooling Tower FanshakerPas encore d'évaluation
- Case Study of Cooling Tower FanDocument8 pagesCase Study of Cooling Tower FanshakerPas encore d'évaluation
- Ride InfoDocument33 pagesRide InfoSwati AthavalePas encore d'évaluation
- 23 Decrease Axial Vibration Generator With BalancingDocument15 pages23 Decrease Axial Vibration Generator With Balancingjorge71Pas encore d'évaluation
- 23 Decrease Axial Vibration Generator With BalancingDocument15 pages23 Decrease Axial Vibration Generator With BalancingParamasivan GanesanPas encore d'évaluation
- Sugiura2010 PDFDocument10 pagesSugiura2010 PDFMuhammad AndaruPas encore d'évaluation
- Electric Submersible PumpDocument40 pagesElectric Submersible PumpMoataz Mahmoud El Demerdash100% (1)
- Vibration312 PDFDocument3 pagesVibration312 PDFkakaPas encore d'évaluation
- 43 Turbomachinery & 30 Pump Users Symposia (Pump & Turbo 2014) September 23-25, 2014 - Houston, TX - Pumpturbo - Tamu.eduDocument10 pages43 Turbomachinery & 30 Pump Users Symposia (Pump & Turbo 2014) September 23-25, 2014 - Houston, TX - Pumpturbo - Tamu.eduSeresdfrtPas encore d'évaluation
- Reporte Bomba Vertical VibracionDocument32 pagesReporte Bomba Vertical VibracionJhonny Alvarez100% (1)
- Experiments in Improving Tractor Operator Ride by Means of A Cab SuspensionDocument16 pagesExperiments in Improving Tractor Operator Ride by Means of A Cab SuspensionSergey ZlenkoPas encore d'évaluation
- 1 AcknowledgementDocument9 pages1 AcknowledgementmahmoudPas encore d'évaluation
- Rotary Kiln PDFDocument49 pagesRotary Kiln PDFVictor Maruli100% (1)
- Saudi Arabia Power Plants Database0Document16 pagesSaudi Arabia Power Plants Database0anilscoobPas encore d'évaluation
- 02GeneratorInspectionandTesting TylerNiceDocument21 pages02GeneratorInspectionandTesting TylerNiceanilscoobPas encore d'évaluation
- Brushless Exciter AlignmentDocument3 pagesBrushless Exciter AlignmentanilscoobPas encore d'évaluation
- Impedance Measurement On Field WindingsDocument2 pagesImpedance Measurement On Field WindingsanilscoobPas encore d'évaluation
- Presentation Title: Your Company InformationDocument4 pagesPresentation Title: Your Company InformationanilscoobPas encore d'évaluation
- Vibration Analysis Gt6 Generator LibyaDocument6 pagesVibration Analysis Gt6 Generator LibyaanilscoobPas encore d'évaluation
- Picture Organization Chart Smartart: Anil Panjan I Name Name Name NameDocument1 pagePicture Organization Chart Smartart: Anil Panjan I Name Name Name NameanilscoobPas encore d'évaluation
- AC Squirrel Cage Induction Motor A. Initial Inspections and TestsDocument1 pageAC Squirrel Cage Induction Motor A. Initial Inspections and TestsanilscoobPas encore d'évaluation
- At-8000 EFREM Data SheetDocument2 pagesAt-8000 EFREM Data SheetanilscoobPas encore d'évaluation
- Repair Report (DC Motor) : Rockwell AutomationDocument9 pagesRepair Report (DC Motor) : Rockwell AutomationanilscoobPas encore d'évaluation
- 4 - ARIPPA 2016 - Back To Basics - Generator Testing and InspectionDocument64 pages4 - ARIPPA 2016 - Back To Basics - Generator Testing and InspectionanilscoobPas encore d'évaluation
- AC Squirrel Cage Induction Motor A. Initial Inspections and TestsDocument1 pageAC Squirrel Cage Induction Motor A. Initial Inspections and TestsanilscoobPas encore d'évaluation
- Shaft Rep A CementDocument1 pageShaft Rep A CementanilscoobPas encore d'évaluation
- Gap Gap Gap Gap Gap Gap Gap GapDocument26 pagesGap Gap Gap Gap Gap Gap Gap GapanilscoobPas encore d'évaluation
- Introduction To DC GeneratorDocument119 pagesIntroduction To DC GeneratorFaraz HussainPas encore d'évaluation
- Ground-Fault Circuit-Interrupters UL 943: 1 ScopeDocument1 pageGround-Fault Circuit-Interrupters UL 943: 1 Scopedanielliram993Pas encore d'évaluation
- Monitoring and Controling of Remote Industrial PlantDocument15 pagesMonitoring and Controling of Remote Industrial PlantraghuPas encore d'évaluation
- Mcs2000 Test ModeDocument4 pagesMcs2000 Test ModeRobertBoucherPas encore d'évaluation
- Monitor AocDocument58 pagesMonitor AocjonatanactosPas encore d'évaluation
- ASI Datasheet EnglishDocument2 pagesASI Datasheet EnglishJefri TibePas encore d'évaluation
- 10eel58 Transformers and Induction Machines LaboratoryDocument32 pages10eel58 Transformers and Induction Machines Laboratorysvinod s100% (2)
- Fitch - The-Superheterodyne-BookDocument70 pagesFitch - The-Superheterodyne-BookmplennaPas encore d'évaluation
- LMV5 Tech Inst LV5-1000 Complete IndexedDocument374 pagesLMV5 Tech Inst LV5-1000 Complete Indexedjorge_people891931Pas encore d'évaluation
- Most Often Needed: Radio DiagramsDocument191 pagesMost Often Needed: Radio DiagramsbrenodesennePas encore d'évaluation
- Datasheet WTV020SD PDFDocument26 pagesDatasheet WTV020SD PDFMateusKomsPas encore d'évaluation
- 2N3715Document7 pages2N3715Perica RakićPas encore d'évaluation
- Universiti Teknologi Mara Final Examination: Confidential AS/OCT 2010/PHY150Document11 pagesUniversiti Teknologi Mara Final Examination: Confidential AS/OCT 2010/PHY150Immoral FlowerPas encore d'évaluation
- FORM 1 TOPIC 9.ELECTROSTATICS A Teacher - Co - .KeDocument2 pagesFORM 1 TOPIC 9.ELECTROSTATICS A Teacher - Co - .KefrankondeyoPas encore d'évaluation
- The HD58X Jubilee Is Available Through OnlyDocument20 pagesThe HD58X Jubilee Is Available Through Only전유신Pas encore d'évaluation
- Se 95Document27 pagesSe 95Милен НиновPas encore d'évaluation
- Lenco Mes-202 enDocument10 pagesLenco Mes-202 enBenoni RaileanuPas encore d'évaluation
- MDR 2 DRH 4189340300i Uk 6852 Taptin0Document26 pagesMDR 2 DRH 4189340300i Uk 6852 Taptin0wan jspPas encore d'évaluation
- EASA Standard AR100 - 2020: Recommended Practice For The Repair of Rotating Electrical ApparatusDocument34 pagesEASA Standard AR100 - 2020: Recommended Practice For The Repair of Rotating Electrical ApparatushenwiadiPas encore d'évaluation
- Wall Mounted Units Hitachi - Wall Mounted Units - Service ManualDocument190 pagesWall Mounted Units Hitachi - Wall Mounted Units - Service ManualJonas RembertPas encore d'évaluation
- ControllerDocument3 pagesControllerAhmAd GhAziPas encore d'évaluation
- 43 DB Noise Reduction: Faraday CageDocument1 page43 DB Noise Reduction: Faraday Cagemuhamad cholishPas encore d'évaluation
- P544 (87LB 21BU 50BU) Test Report Rev 3Document21 pagesP544 (87LB 21BU 50BU) Test Report Rev 3samiahmedmansourPas encore d'évaluation
- Semiconductorfet, Called A Misfet) - A Common Special Case of This Type Uses An Oxide Layer As TheDocument10 pagesSemiconductorfet, Called A Misfet) - A Common Special Case of This Type Uses An Oxide Layer As TheShoumil SachanPas encore d'évaluation
- Electrical Engineering Hand BookDocument22 pagesElectrical Engineering Hand Bookjicksonjohn100% (1)
- LG Pdrycb000Document10 pagesLG Pdrycb000milanPas encore d'évaluation
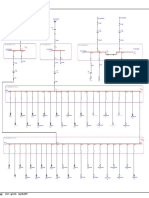
- One-Line Diagram - OLV1 (Short-Circuit Analysis)Document20 pagesOne-Line Diagram - OLV1 (Short-Circuit Analysis)Yogesh MittalPas encore d'évaluation
- lm00614 Onboard DC Grid Brochure - June2014 - 1 PDFDocument8 pageslm00614 Onboard DC Grid Brochure - June2014 - 1 PDFStefanitaPas encore d'évaluation
- Semester Grade Sheet: Name Id No Semester YearDocument1 pageSemester Grade Sheet: Name Id No Semester YearHemantPas encore d'évaluation
- Electrical Machines With SolutionsDocument82 pagesElectrical Machines With Solutionsvijay219100% (3)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansD'EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansÉvaluation : 4.5 sur 5 étoiles4.5/5 (21)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeD'EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeÉvaluation : 4.5 sur 5 étoiles4.5/5 (59)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)D'EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Pas encore d'évaluation
- Well Integrity for Workovers and RecompletionsD'EverandWell Integrity for Workovers and RecompletionsÉvaluation : 5 sur 5 étoiles5/5 (3)
- To Engineer Is Human: The Role of Failure in Successful DesignD'EverandTo Engineer Is Human: The Role of Failure in Successful DesignÉvaluation : 4 sur 5 étoiles4/5 (138)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownD'EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownPas encore d'évaluation
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetD'EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsD'EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsPas encore d'évaluation
- Troubleshooting and Repair of Diesel EnginesD'EverandTroubleshooting and Repair of Diesel EnginesÉvaluation : 1.5 sur 5 étoiles1.5/5 (2)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyD'EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Environmental Impact Assessment: Theory and PracticeD'EverandEnvironmental Impact Assessment: Theory and PracticeÉvaluation : 5 sur 5 étoiles5/5 (5)
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesD'EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsD'EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsÉvaluation : 4 sur 5 étoiles4/5 (16)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideD'EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideÉvaluation : 2 sur 5 étoiles2/5 (1)
- Principles of Forensic Engineering Applied to Industrial AccidentsD'EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsPas encore d'évaluation
- Flow Analysis for Hydrocarbon Pipeline EngineeringD'EverandFlow Analysis for Hydrocarbon Pipeline EngineeringPas encore d'évaluation