Vous aimerez peut-être aussi
- Analyzing Sri Lankan Ceramic IndustryDocument18 pagesAnalyzing Sri Lankan Ceramic Industryrasithapradeep50% (4)
- Muster List: Vessel: M/T "Stena President" Call Sign: ZCDR6 Master: YURIY YASHINDocument9 pagesMuster List: Vessel: M/T "Stena President" Call Sign: ZCDR6 Master: YURIY YASHINwwaallPas encore d'évaluation
- CRM (Coca Cola)Document42 pagesCRM (Coca Cola)Utkarsh Sinha67% (12)
- Air Passenger Bill of RightsDocument12 pagesAir Passenger Bill of RightsAldan Subion Avila100% (1)
- Appraisal: From Theory To Practice: Stefano Stanghellini Pierluigi Morano Marta Bottero Alessandra Oppio EditorsDocument342 pagesAppraisal: From Theory To Practice: Stefano Stanghellini Pierluigi Morano Marta Bottero Alessandra Oppio EditorsMohamed MoussaPas encore d'évaluation
- Facility Management SystemDocument6 pagesFacility Management Systemshah007zaad100% (1)
- Westinghouse Lighting Price List Outdoor Lighting 10-73Document12 pagesWestinghouse Lighting Price List Outdoor Lighting 10-73Alan MastersPas encore d'évaluation
- Us 5001259Document36 pagesUs 5001259Manuel Gonzalez GalvezPas encore d'évaluation
- Gasification Cabot PatentDocument19 pagesGasification Cabot PatentChinmoy DholePas encore d'évaluation
- US8399700Document10 pagesUS8399700manav mistryPas encore d'évaluation
- United U. Om ,. .I United S A R, (12) Patent Application PublicationDocument34 pagesUnited U. Om ,. .I United S A R, (12) Patent Application PublicationDaniel BurwellPas encore d'évaluation
- Genset Price ListDocument1 pageGenset Price Listandry wicaksanaPas encore d'évaluation
- US20060219329A1Document11 pagesUS20060219329A1mohammad293Pas encore d'évaluation
- US6127298Document6 pagesUS6127298Socrates GebremedhinPas encore d'évaluation
- 12) United States Patent: Krupinski Et ADocument19 pages12) United States Patent: Krupinski Et AVinod Kumar KonagantiPas encore d'évaluation
- US20070009423A1 Russel, 2007 (Ref Kalsium Oksida)Document11 pagesUS20070009423A1 Russel, 2007 (Ref Kalsium Oksida)Feri Darmawan Sabastian SinagaPas encore d'évaluation
- Segmented Bearing BushingDocument12 pagesSegmented Bearing BushingAnonymous 2k25WMLY0Pas encore d'évaluation
- Weather Management Using Space-Based Power SystemDocument47 pagesWeather Management Using Space-Based Power SystemVirgo StarlightPas encore d'évaluation
- 16 Zsiraietal SPTDocument15 pages16 Zsiraietal SPTSrini VasanPas encore d'évaluation
- 9.625 CAS BED 9-9 1st StageDocument35 pages9.625 CAS BED 9-9 1st Stageislam atifPas encore d'évaluation
- United States Patent: Yorifuji Et AlDocument16 pagesUnited States Patent: Yorifuji Et AlErin GokPas encore d'évaluation
- Carbonization PanDocument21 pagesCarbonization PanRATNA YULYANTIPas encore d'évaluation
- US3765943Document7 pagesUS3765943Yanpiero BalladoresPas encore d'évaluation
- Tech Data Sheet: Dual Shield Ii 100-D1Document3 pagesTech Data Sheet: Dual Shield Ii 100-D1carlosPas encore d'évaluation
- Modular Stationary Battery Leaflet NewDocument4 pagesModular Stationary Battery Leaflet NewmenkudleshivharPas encore d'évaluation
- United States Patent: (75) Inventors: Guy Joseph Clamen, Opio (FR)Document5 pagesUnited States Patent: (75) Inventors: Guy Joseph Clamen, Opio (FR)Long An DoPas encore d'évaluation
- United States Patent (19) : 11 Patent Number: 5,874,017 (45) Date of Patent: Feb. 23, 1999Document12 pagesUnited States Patent (19) : 11 Patent Number: 5,874,017 (45) Date of Patent: Feb. 23, 1999JutonoPas encore d'évaluation
- United States Patent (10) Patent No.: US 8,840,718 B2Document6 pagesUnited States Patent (10) Patent No.: US 8,840,718 B2APEX SON100% (1)
- US5980788Document12 pagesUS5980788Nguyen Trung HuyPas encore d'évaluation
- Paten Pembuatan Propilen Glikol Dari GliserolDocument7 pagesPaten Pembuatan Propilen Glikol Dari GliserolRaudhah AqilahPas encore d'évaluation
- United States Patent: (10) Patent No.: (45) Date of PatentDocument10 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaPas encore d'évaluation
- I United States Patent: Sabesan Et At. (10) Patent No.: US 8,524,925 B2Document3 pagesI United States Patent: Sabesan Et At. (10) Patent No.: US 8,524,925 B2Jose IralaPas encore d'évaluation
- Ciclodestrine 2Document15 pagesCiclodestrine 2andreaPas encore d'évaluation
- United States Patent: Zhang Mar. 8, 2011Document8 pagesUnited States Patent: Zhang Mar. 8, 2011rosarioPas encore d'évaluation
- Rig: GD Chitra 12.06.2022 LAST CSG: 20"/423M Well Date Final TD: PHASE: 17 1/2" Phase TD: Drilled Depth: 500M. Present OperationDocument7 pagesRig: GD Chitra 12.06.2022 LAST CSG: 20"/423M Well Date Final TD: PHASE: 17 1/2" Phase TD: Drilled Depth: 500M. Present Operationongcchemist gd chitraPas encore d'évaluation
- US7070689Document7 pagesUS7070689Rahul kumarPas encore d'évaluation
- US8449695 chromeIIIDocument5 pagesUS8449695 chromeIIIKute Lele BeanPas encore d'évaluation
- Proceso de HidrocarburosDocument14 pagesProceso de Hidrocarburosingeniomeca8800Pas encore d'évaluation
- Inventory StatusDocument19 pagesInventory StatusMuhaiminul IslamPas encore d'évaluation
- Made in Pakistan Lithium Ion Battery PacksDocument15 pagesMade in Pakistan Lithium Ion Battery PacksAbdul MunimPas encore d'évaluation
- US20160247582A1Document26 pagesUS20160247582A1Gian FadhlurrahmanPas encore d'évaluation
- United States Patent (10) Patent No.: US 7,390,579 B2: Guschl (45) Date of Patent: Jun. 24, 2008Document20 pagesUnited States Patent (10) Patent No.: US 7,390,579 B2: Guschl (45) Date of Patent: Jun. 24, 2008tehtnicaPas encore d'évaluation
- US5358999Document11 pagesUS5358999Besharat KhaleidPas encore d'évaluation
- Pergamon 0892-6875 (00) 00003-0: Minerals EngineeringDocument10 pagesPergamon 0892-6875 (00) 00003-0: Minerals EngineeringRafaelPas encore d'évaluation
- United States Patent (10) Patent No.: US 7,533,839 B2: Wang (45) Date of Patent: May 19, 2009Document17 pagesUnited States Patent (10) Patent No.: US 7,533,839 B2: Wang (45) Date of Patent: May 19, 2009jozsef laszloPas encore d'évaluation
- US20080287533A1Document22 pagesUS20080287533A1Maikel Perez NavarroPas encore d'évaluation
- Us8261906 - SBRDocument8 pagesUs8261906 - SBRLOAN PHẠM THỊ PHƯƠNGPas encore d'évaluation
- Experience With Uasb ReactorDocument8 pagesExperience With Uasb Reactoryanet vazquezPas encore d'évaluation
- GelHandbookPart1 PDFDocument22 pagesGelHandbookPart1 PDFMario StrašniPas encore d'évaluation
- KHR 35Ct: Alloy Data SheetDocument2 pagesKHR 35Ct: Alloy Data SheetFebri Ramdani NugrahaPas encore d'évaluation
- Foam Celluloid ContainerDocument4 pagesFoam Celluloid ContainerBookSearcher2014Pas encore d'évaluation
- P. Staples, G. Lane, R. Braun, B. Foggiatto and M.P. BuenoDocument17 pagesP. Staples, G. Lane, R. Braun, B. Foggiatto and M.P. BuenoKaleb MetaSimPas encore d'évaluation
- United States Patent: (10) Patent No.: (45) Date of PatentDocument7 pagesUnited States Patent: (10) Patent No.: (45) Date of Patentnur mxPas encore d'évaluation
- Transormer For HV X RayDocument24 pagesTransormer For HV X RayArmando LopezPas encore d'évaluation
- US7605285 Patente Confirmada Produccion de Dimetil de CarbonatoDocument13 pagesUS7605285 Patente Confirmada Produccion de Dimetil de CarbonatoBRENDA MARYSABEL ESTEBAN HUARIPas encore d'évaluation
- TRENDDocument11 pagesTRENDAbilashaPas encore d'évaluation
- Ulllted States Patent (10) Patent N0.: US 8,333,903 B2Document7 pagesUlllted States Patent (10) Patent N0.: US 8,333,903 B2andrew22Pas encore d'évaluation
- Uop TDS 13X ApgDocument1 pageUop TDS 13X Apgjpjy9519Pas encore d'évaluation
- Dual Rotor Wind Turbine PDFDocument9 pagesDual Rotor Wind Turbine PDFv7danielPas encore d'évaluation
- United States Patent: Shepard (45) Date of Patent: Sep. 13, 2016Document11 pagesUnited States Patent: Shepard (45) Date of Patent: Sep. 13, 2016Budo Gold CoastPas encore d'évaluation
- Spe 9723 PaDocument14 pagesSpe 9723 PaFelipe RamírezPas encore d'évaluation
- Cavitating Oil Hyperspace Energy GeneratorDocument33 pagesCavitating Oil Hyperspace Energy GeneratorTeodor CimpocaPas encore d'évaluation
- Cement ConstantDocument2 pagesCement Constantimpressive_abhayPas encore d'évaluation
- Us 7626064Document9 pagesUs 7626064RafliPas encore d'évaluation
- Kaolin Residue As An Alternative Binder For Grout Seat and RevetmentDocument7 pagesKaolin Residue As An Alternative Binder For Grout Seat and RevetmentestabilidadedetaludesPas encore d'évaluation
- Modern Glass CharacterizationD'EverandModern Glass CharacterizationMario AffatigatoPas encore d'évaluation
- 2014 FIC PP Shear+Quiescent RheolActaDocument17 pages2014 FIC PP Shear+Quiescent RheolActaVinod Kumar KonagantiPas encore d'évaluation
- Volume of Fluid (VOF) MethodDocument4 pagesVolume of Fluid (VOF) MethodVinod Kumar KonagantiPas encore d'évaluation
- Konaganti 2009Document7 pagesKonaganti 2009Vinod Kumar KonagantiPas encore d'évaluation
- United States Patent: Point/roller I0 VDocument5 pagesUnited States Patent: Point/roller I0 VVinod Kumar KonagantiPas encore d'évaluation
- 12) United States Patent: Krupinski Et ADocument19 pages12) United States Patent: Krupinski Et AVinod Kumar KonagantiPas encore d'évaluation
- United States Patent (191 (11) 4,057,978: Sato Et A1. (45) Nov. 15, 1977Document4 pagesUnited States Patent (191 (11) 4,057,978: Sato Et A1. (45) Nov. 15, 1977Vinod Kumar KonagantiPas encore d'évaluation
- Lj'ig.2: BY Ma, @Document4 pagesLj'ig.2: BY Ma, @Vinod Kumar KonagantiPas encore d'évaluation
- Process For Forming and Cooling Thermoplastic Resin Pellets Filed June 11. 1965 2 Shee'ts-Sheet LDocument6 pagesProcess For Forming and Cooling Thermoplastic Resin Pellets Filed June 11. 1965 2 Shee'ts-Sheet LVinod Kumar KonagantiPas encore d'évaluation
- Blanko Permohonan VettingDocument1 pageBlanko Permohonan VettingTommyPas encore d'évaluation
- Link Belt Rec Parts LastDocument15 pagesLink Belt Rec Parts LastBishoo ShenoudaPas encore d'évaluation
- Assignment Mid Nescafe 111173001Document5 pagesAssignment Mid Nescafe 111173001afnan huqPas encore d'évaluation
- DOL, Rotor Resistance and Star To Delta StarterDocument8 pagesDOL, Rotor Resistance and Star To Delta StarterRAMAKRISHNA PRABU GPas encore d'évaluation
- Bill FormatDocument7 pagesBill FormatJay Rupchandani100% (1)
- Exercises Service CostingDocument2 pagesExercises Service Costingashikin dzulPas encore d'évaluation
- Move It 3. Test U3Document2 pagesMove It 3. Test U3Fabian AmayaPas encore d'évaluation
- The Space Planning Data Cycle With Dynamo - Dynamo BIM PDFDocument6 pagesThe Space Planning Data Cycle With Dynamo - Dynamo BIM PDFLuiz PessôaPas encore d'évaluation
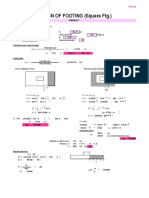
- Design of Footing (Square FTG.) : M Say, L 3.75Document2 pagesDesign of Footing (Square FTG.) : M Say, L 3.75victoriaPas encore d'évaluation
- SOPDocument2 pagesSOPDesiree MatienzoPas encore d'évaluation
- SummaryDocument50 pagesSummarygirjesh kumarPas encore d'évaluation
- X25Document10 pagesX25RajPas encore d'évaluation
- Analisa SWOT Manajemen Pendidikan Di SMK Maarif 1 KebumenDocument29 pagesAnalisa SWOT Manajemen Pendidikan Di SMK Maarif 1 Kebumenahmad prayogaPas encore d'évaluation
- Wind Flow ProfileDocument5 pagesWind Flow ProfileAhamed HussanPas encore d'évaluation
- Social Media Engagement and Feedback CycleDocument10 pagesSocial Media Engagement and Feedback Cyclerichard martinPas encore d'évaluation
- Address All Ifrs 17 Calculations Across The Organization W Ith A Unified PlatformDocument4 pagesAddress All Ifrs 17 Calculations Across The Organization W Ith A Unified Platformthe sulistyoPas encore d'évaluation
- SPI To I2C Using Altera MAX Series: Subscribe Send FeedbackDocument6 pagesSPI To I2C Using Altera MAX Series: Subscribe Send FeedbackVictor KnutsenbergerPas encore d'évaluation
- 1.2 Server Operating SystemDocument20 pages1.2 Server Operating SystemAzhar AhmadPas encore d'évaluation
- DefinitionDocument6 pagesDefinitionRatul HasanPas encore d'évaluation
- ITMC (International Transmission Maintenance Center)Document8 pagesITMC (International Transmission Maintenance Center)akilaamaPas encore d'évaluation
- Indian Institute of Technology (Indian School of Mines) DhabadDocument23 pagesIndian Institute of Technology (Indian School of Mines) DhabadAmit KumarPas encore d'évaluation
- Teshome Tefera ArticleDocument5 pagesTeshome Tefera ArticleMagarsa GamadaPas encore d'évaluation
- RH S65A SSVR Users ManualDocument11 pagesRH S65A SSVR Users ManualMohd Fauzi YusohPas encore d'évaluation
- Feed Water Heater ValvesDocument4 pagesFeed Water Heater ValvesMukesh AggarwalPas encore d'évaluation