Vous aimerez peut-être aussi
- Eil SpecDocument37 pagesEil SpecJames100% (1)
- Annexure To SOW 10 Standard Specification For Steam TracingDocument9 pagesAnnexure To SOW 10 Standard Specification For Steam TracingASHISH GORDEPas encore d'évaluation
- 6 44 0005 A2Document25 pages6 44 0005 A2S.selvakumarPas encore d'évaluation
- 6-44-0053 Rev 6 FlangesDocument7 pages6-44-0053 Rev 6 Flangesहेमंत कुमार मीणाPas encore d'évaluation
- 6 77 0001 Rev - 4 PDFDocument40 pages6 77 0001 Rev - 4 PDFRam Kadam0% (1)
- 6-76-0002 Bolt Tension For FlangesDocument33 pages6-76-0002 Bolt Tension For Flangesrovergamma100% (1)
- DS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFDocument2 pagesDS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFjhon smithPas encore d'évaluation
- Tractebel SpecificationDocument69 pagesTractebel SpecificationShyam MurugesanPas encore d'évaluation
- T Type Strainer Butt Weld 1 PDFDocument1 pageT Type Strainer Butt Weld 1 PDFprashant mishraPas encore d'évaluation
- EIL - Specification Sheet123Document1 pageEIL - Specification Sheet123Dinesh ChougulePas encore d'évaluation
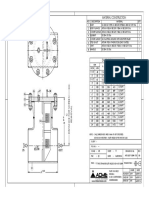
- APT001-S-DS-PI-004 Insulation - Gasket - Data - Sheet - Rev0+Document10 pagesAPT001-S-DS-PI-004 Insulation - Gasket - Data - Sheet - Rev0+Roy RahadianPas encore d'évaluation
- Specification For Insulation Joint KitDocument2 pagesSpecification For Insulation Joint Kitharry100% (1)
- 12 Chaturvedi EIL PresentationDocument12 pages12 Chaturvedi EIL Presentationget2anushPas encore d'évaluation
- Eil BPCL Kochi Qap For NDTDocument351 pagesEil BPCL Kochi Qap For NDTDoddi Prasad100% (1)
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Document6 pagesInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaPas encore d'évaluation
- Inspection and Test Paln For LSAWDocument4 pagesInspection and Test Paln For LSAWkbpatel123Pas encore d'évaluation
- Monolithic Isolating Joint DatasheetDocument3 pagesMonolithic Isolating Joint DatasheetEpwe100% (1)
- Tata Consulting Engineers Limited: Piping Material SpecificationDocument3 pagesTata Consulting Engineers Limited: Piping Material SpecificationkasvikrajPas encore d'évaluation
- Pages From ONGC-SPEC-02-MS-03Document12 pagesPages From ONGC-SPEC-02-MS-03Prathamesh OmtechPas encore d'évaluation
- 020-GN-BK-101AB, Rev.1 PDFDocument1 page020-GN-BK-101AB, Rev.1 PDFVeena S VPas encore d'évaluation
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Document31 pagesStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaPas encore d'évaluation
- Specification For Dual-Layer FBEDocument19 pagesSpecification For Dual-Layer FBEali saidPas encore d'évaluation
- Material Selection FBE Pipeline PDFDocument2 pagesMaterial Selection FBE Pipeline PDFJosua100% (2)
- Vol II - Assorted Valves PDFDocument125 pagesVol II - Assorted Valves PDFashish.mathur1100% (2)
- WSB-KMS-PI-SPC-002 Piping Material Specification AFC REV 0 PDFDocument29 pagesWSB-KMS-PI-SPC-002 Piping Material Specification AFC REV 0 PDFRohmat Benny IsmantoPas encore d'évaluation
- A545-736-11-42-DS-0034 - A - Flow TeeDocument2 pagesA545-736-11-42-DS-0034 - A - Flow TeeMurli ramchandranPas encore d'évaluation
- Ongc 2004a Rev 7Document78 pagesOngc 2004a Rev 7dzardoniPas encore d'évaluation
- Ac 036630 001Document1 pageAc 036630 001navaronefraPas encore d'évaluation
- 5D Bends Combine RFQDocument376 pages5D Bends Combine RFQMuhammad Ghufran KhanPas encore d'évaluation
- 7 090 L03 00001 C 2, Piping Material Specification - 170531Document85 pages7 090 L03 00001 C 2, Piping Material Specification - 170531ddddPas encore d'évaluation
- MR ValvesDocument56 pagesMR ValvesIdris SiddiquiPas encore d'évaluation
- Air Release VacuumDocument7 pagesAir Release VacuumsudjonoPas encore d'évaluation
- SA 980 P 11430 CS FGD Ball Valve Rev T02Document3 pagesSA 980 P 11430 CS FGD Ball Valve Rev T02altipatlarPas encore d'évaluation
- Procedure For Positive Material Identification at Vendor'S WorksDocument7 pagesProcedure For Positive Material Identification at Vendor'S WorksAjay BaggaPas encore d'évaluation
- PS14333-G0000-PD-SP-A4-0001 (Piping Material Spec)Document308 pagesPS14333-G0000-PD-SP-A4-0001 (Piping Material Spec)Pinak Projects100% (1)
- 016B - PCP - Rev-4 04.07.2020 R-4Document36 pages016B - PCP - Rev-4 04.07.2020 R-4Aashish MoyalPas encore d'évaluation
- MC20005-WHP-WI-P-0117 Chemical Injection Datasheet WI - Rev D1Document10 pagesMC20005-WHP-WI-P-0117 Chemical Injection Datasheet WI - Rev D1nguyenmainamPas encore d'évaluation
- EGP3-03.20 Technical Requirements For Piping ComponentsDocument31 pagesEGP3-03.20 Technical Requirements For Piping ComponentsMathias OnosemuodePas encore d'évaluation
- Buried Pipes and Fittings Painting SpecDocument5 pagesBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Project Supplier List: Item Code: Item DescriptionDocument3 pagesProject Supplier List: Item Code: Item Descriptionradheshyam0% (1)
- AG Piping Specification SPEL en M SG 12 002 Rev0Document31 pagesAG Piping Specification SPEL en M SG 12 002 Rev0cchristt2584Pas encore d'évaluation
- Oxygen Piping Hazards and Customer Engineering ApproachDocument67 pagesOxygen Piping Hazards and Customer Engineering ApproachKom Nak100% (1)
- Special Piping Materials Brochure PDFDocument9 pagesSpecial Piping Materials Brochure PDFshankarmech04@gmail.comPas encore d'évaluation
- PTS - Piping Material Specification - 3C1 - R0Document38 pagesPTS - Piping Material Specification - 3C1 - R0Keyur ChaudhariPas encore d'évaluation
- Color Coding 005 Rev 03Document16 pagesColor Coding 005 Rev 03megastar0604100% (1)
- Data Sheet For Barred Tee 010719 PDFDocument1 pageData Sheet For Barred Tee 010719 PDFkandraPas encore d'évaluation
- Corrosion Coupon Data SheetDocument3 pagesCorrosion Coupon Data SheetĐiệnBiênNhâmPas encore d'évaluation
- Flow TeeDocument1 pageFlow TeeMahesh BhansaliPas encore d'évaluation
- EIL Nozzle LoadsDocument5 pagesEIL Nozzle LoadsAniket GaikwadPas encore d'évaluation
- Sa 980 P 11434 Cs Swing Check Valve Rev. t02Document3 pagesSa 980 P 11434 Cs Swing Check Valve Rev. t02altipatlar100% (1)
- Bolt Tightening ProcedureDocument6 pagesBolt Tightening Procedureal arabiPas encore d'évaluation
- Specification For Fabrication, Construction & Testing of Steel Pipe SystemDocument43 pagesSpecification For Fabrication, Construction & Testing of Steel Pipe SystemALIPas encore d'évaluation
- MR For Ball ValvesDocument12 pagesMR For Ball Valvesengr_umer_01100% (1)
- MTC, Annexure & Tally Sheet PDFDocument23 pagesMTC, Annexure & Tally Sheet PDFashish.mathur1Pas encore d'évaluation
- TECHNICALVOLUMEIIAOFIIDocument216 pagesTECHNICALVOLUMEIIAOFIIRanjan KumarPas encore d'évaluation
- Quality Assurance Plan: High Frequency Electric Resistance Welded PipeDocument15 pagesQuality Assurance Plan: High Frequency Electric Resistance Welded PipeSachin KumarPas encore d'évaluation
- EBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisDocument23 pagesEBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisAhmedPas encore d'évaluation
- EIL Spec - 1Document5 pagesEIL Spec - 1Mohammed TariqPas encore d'évaluation
- One Direction Guide For Vertical Cryogenic Pipes 2" - 24" NpsDocument3 pagesOne Direction Guide For Vertical Cryogenic Pipes 2" - 24" NpsMainuddin AliPas encore d'évaluation
- 04 1 Sec IV STD Specs PipingDocument152 pages04 1 Sec IV STD Specs PipingdzungPas encore d'évaluation
- C150C150M-15 Standard Specification For Portland Cement PDFDocument9 pagesC150C150M-15 Standard Specification For Portland Cement PDFPrafulla PatilPas encore d'évaluation
- IRT - CWC Coating Anode InstallationDocument3 pagesIRT - CWC Coating Anode InstallationPrafulla PatilPas encore d'évaluation
- C150C150M-15 Standard Specification For Portland Cement PDFDocument9 pagesC150C150M-15 Standard Specification For Portland Cement PDFPrafulla PatilPas encore d'évaluation
- Sor BPCL KochiDocument79 pagesSor BPCL KochiPrafulla PatilPas encore d'évaluation
- Minutes of Pre Execution Meeting Held On Between: Persons PresentDocument1 pageMinutes of Pre Execution Meeting Held On Between: Persons PresentPrafulla PatilPas encore d'évaluation
- 11 Inspection of Erection PRJ 11 R1Document1 page11 Inspection of Erection PRJ 11 R1Prafulla PatilPas encore d'évaluation
- Chap. 6 MSMBM Design Sem IDocument95 pagesChap. 6 MSMBM Design Sem IPrafulla PatilPas encore d'évaluation
- Advanced Strength and Applied ElasticityDocument280 pagesAdvanced Strength and Applied Elasticityvipulugale67% (3)
- Aircel VF Manual June 2011Document40 pagesAircel VF Manual June 2011Adrian CantaragiuPas encore d'évaluation
- Dowsil1080rtvDocument2 pagesDowsil1080rtvGomathi SankarPas encore d'évaluation
- Hoch Span Nung S TeilerDocument4 pagesHoch Span Nung S TeilerRahul YadavPas encore d'évaluation
- Enzyme-LBD (TDS)Document2 pagesEnzyme-LBD (TDS)MahdiPas encore d'évaluation
- Regenerative Bhutan Report Summary - VcleanDocument15 pagesRegenerative Bhutan Report Summary - VcleanChandrasena ArawePas encore d'évaluation
- Bauer Service ManualDocument24 pagesBauer Service ManualLeimer Martinez Pinto100% (1)
- Norton Paint SystemDocument6 pagesNorton Paint SystemfeltofsnakePas encore d'évaluation
- Pressure Transmitter With Ceramic Sensor, Accuracy 0,5%Document2 pagesPressure Transmitter With Ceramic Sensor, Accuracy 0,5%essameldinPas encore d'évaluation
- Fluid Mechancis and Machinery Question Bank For 2013 RegulationDocument90 pagesFluid Mechancis and Machinery Question Bank For 2013 RegulationAshok Kumar Rajendran100% (9)
- Coldstore Engineering in New Zealand: Version 1.0 - June 2009Document69 pagesColdstore Engineering in New Zealand: Version 1.0 - June 2009Amir QayyumPas encore d'évaluation
- Guidelines For Sewage Works Design WSA-MOEDocument28 pagesGuidelines For Sewage Works Design WSA-MOEMichał KisielewskiPas encore d'évaluation
- Test Certificate: Heat Resistant Stainless Steel (Fe-Ni-Cr Alloy) SampleDocument1 pageTest Certificate: Heat Resistant Stainless Steel (Fe-Ni-Cr Alloy) Samplejairo F. Arroyo MPas encore d'évaluation
- CCV 308Document8 pagesCCV 308francisco abarcaPas encore d'évaluation
- Mannings Formula SpreadsheetDocument18 pagesMannings Formula SpreadsheetparthivPas encore d'évaluation
- Objectives of RecyclingDocument11 pagesObjectives of RecyclingVignesh KudikalaPas encore d'évaluation
- Yearly PM SubstationDocument28 pagesYearly PM Substationதுரைராஜ் இலட்சுமணன்Pas encore d'évaluation
- INDESIT XWE-91282 ManualDocument36 pagesINDESIT XWE-91282 Manualrazib1271Pas encore d'évaluation
- Puma 450Document84 pagesPuma 450Cezar BalașeiPas encore d'évaluation
- Instant Download Etextbook PDF For at Risk Youth 6th by J Jeffries Mcwhirter PDF FREEDocument32 pagesInstant Download Etextbook PDF For at Risk Youth 6th by J Jeffries Mcwhirter PDF FREEmary.brown530100% (45)
- AP-2 Bearing BrochureDocument6 pagesAP-2 Bearing BrochureLuis Alejandro García JoyaPas encore d'évaluation
- Chromate Vs PhosphateDocument3 pagesChromate Vs PhosphateYasirAhmadShaikhPas encore d'évaluation
- GT I9505 Cover 1 PDFDocument36 pagesGT I9505 Cover 1 PDFAlvaro Eduardo Chaparro GironPas encore d'évaluation
- Chapter 9 Internal Combustion EnginesDocument6 pagesChapter 9 Internal Combustion EnginesManfred GithinjiPas encore d'évaluation
- Honeywell 4219 Install GuideDocument2 pagesHoneywell 4219 Install GuideAlarm Grid Home Security and Alarm MonitoringPas encore d'évaluation
- Glastic Standoffs InsulatorsDocument2 pagesGlastic Standoffs Insulatorsdanielliram993Pas encore d'évaluation
- CUTTING, WELDING Boiler AreaDocument1 pageCUTTING, WELDING Boiler Areaadil khanPas encore d'évaluation
- DOW Diisopropanolamine (DIPA) : Product DescriptionDocument2 pagesDOW Diisopropanolamine (DIPA) : Product DescriptionDixo FernandezPas encore d'évaluation
- Green Chemistry By: Sidhant PrakashDocument45 pagesGreen Chemistry By: Sidhant PrakashrajPas encore d'évaluation
- Evaluation of The Corrosion Durability of Steel Systems For Automobile Fuel TanksDocument90 pagesEvaluation of The Corrosion Durability of Steel Systems For Automobile Fuel TanksĐình Khoa PhanPas encore d'évaluation
- TurningDocument10 pagesTurningShanmugam BalasubramaniamPas encore d'évaluation